(54)СПОСОБ КРЕПЛЕНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ
ПРИ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРаБОТКЬ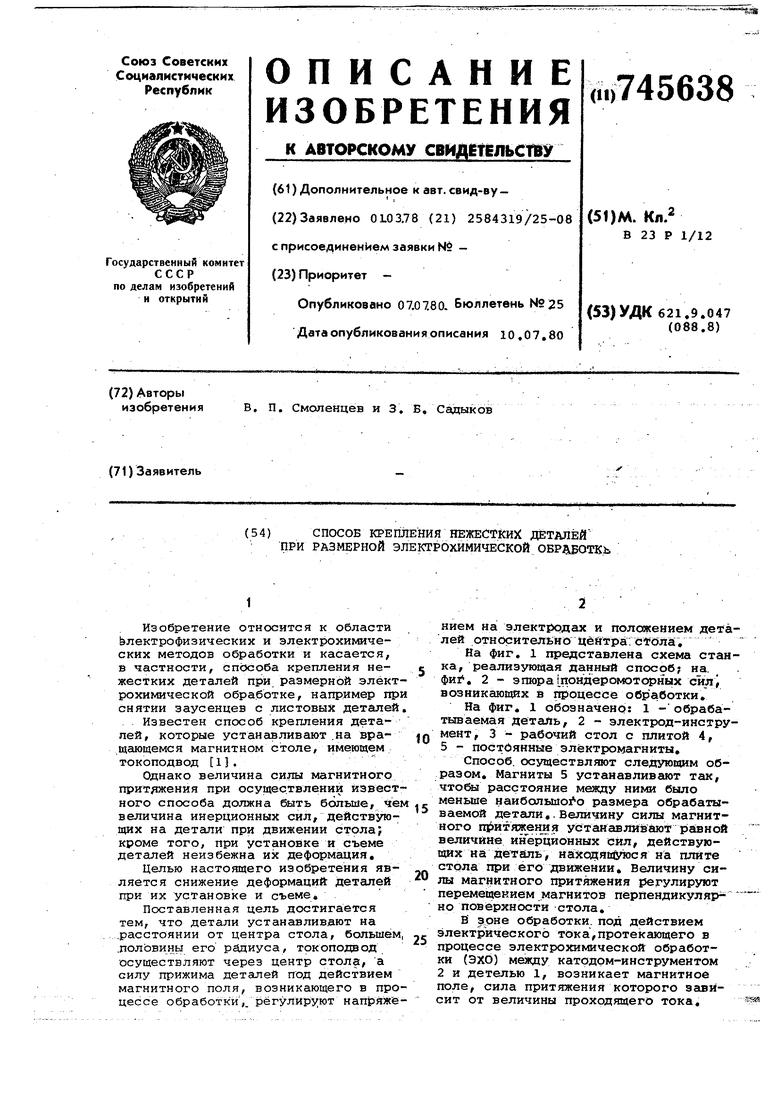
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕМАГНИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2312000C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Устройство для электрофизической и электрохимической размерной обработки | 1977 |
|
SU764915A1 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU707750A1 |
| Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации | 2019 |
|
RU2716387C1 |
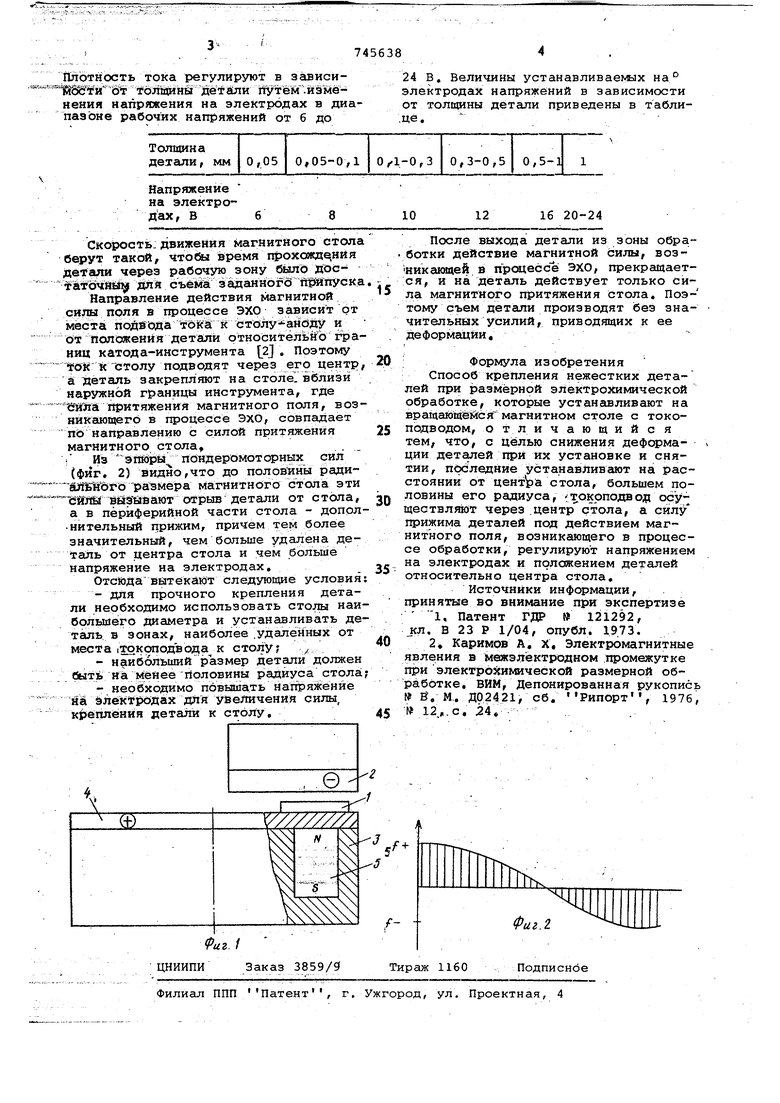
Изобретение относится к области Электрофизических и электрохимических методов обработки и касается, в частности, способа крепления нежестких деталей при размерной элект рохимической обработке, например пр снятии заусенцев с листовых деталей . Известен способ крепления деталей, которые устанавливают .на вращающемся магнитном столе, имеющем токоподвод 1. Однако величина силы магнитного притяжения при осуществлении извест ного способа должна быть больше, че величина инерционных сил, действующих на детали при движении стола; кроме того, при установке и съеме деталей неизбежна их деформация. Целью настоящего изобретения является снижение деформаций деталей при их установке и съеме. Поставленная цель достигается тем, что детали устанавливают на .расстоянии от центра стола, большем .половины его радиуса, токоподвод осуществляют через центр стола:, а силу прижима деталей под действием магнитного поля, возникающего в про цессе обработки,. 1рёгулируют напряжё нием на электродах и положением деталей относительно , На фиг, 1 представлена схема станка, реализующая данный способ; на. фи1, 2 - эпюра пондеромоторных сил) возникающих в процессе обработки. На фиг, 1 обозначено: 1 -обрабатываемая деталь, 2 - электрод-инструмент, 3 - рабочий стол с плитой 4, 5 - постоянные электромагниты. Способ, осуществляют следующим образом. Магниты 5 устанавливают так, чтойл расстояние между ними было меньше вaибaльшoI o размера обрабатываемой детали,.Величину силы магнитного П1 итяжения устанавливают paiBHoft величине инерционных сил, действующих на деталь, нахсщяийпос я на плите стола при его движении. Величину силы магнитного притяжения регулируют перемещением магнитов перпендикуляр но поверхности стола, В |1Оне обработки, под действием электрического тока,протекающего в процессе электрохимической обработки (ЭХО) макду катодом-инструментом 2 и детелью 1, возникает магнитное поле, сила притяжения которого зависит от величины проходящего тока,
Плотность тока регулируют в зависи Ш& йг-0 Т 6 лщи ны дет ал и пу т э менения напряжения на электродах в диапазоне рабочих напряжений от б до
24 В. Величины устанавливаемых на электродах напряжений в зависимости от толщины детали приведены в табли.це.
