(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФИЗИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1986 |
|
SU1419838A1 |
| Устройство для электрохимической обработки | 1979 |
|
SU891300A1 |
| Роботизированное устройство для прошивки и обработки отверстий в изделии | 2023 |
|
RU2824368C1 |
| Устройство для электроэрозионного легирования | 1985 |
|
SU1291318A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий и устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий | 1981 |
|
SU1007893A1 |
| Способ прошивки глубокого отверстия и устройство для его прошивки | 2019 |
|
RU2704350C1 |

Изобретение относится к электротехнологии и может быть использовано, в частности, в энергомгшшностроении для прошивки отверстий в пере лопаток турбин.
Известно устройство аналогичного назначения, в котором деталь устанавливается на рабочем столе, а электрод-инструмент закреплен на ползуне, перемещающемся по направЛ5пощим под действием силы тяжести к обрабатываемой детгши 1.
Недостатком известного устройства йвляются ограниченные технологические возможности, оно может быть использовано лишь в специализированных эрозионных станках с небольшой глубиной пропивки. При этом О1||раничен вес электродов-инструментов до 3 кг из-за возрастания инерционности подвижной системы.
Цель изобретения-расширение технологических возкюжностей устройства.
Поставленная цель достигается тем, что рабочий стол и направляющие жестко связаны между собой и образуют систему, которая установлена с возможностью наклона относительно направления действия силы тяжести. При этом на ползуне закреплен вибратор, снабженный устройством для его поворота относительно направления перемещения электродаинструмента.
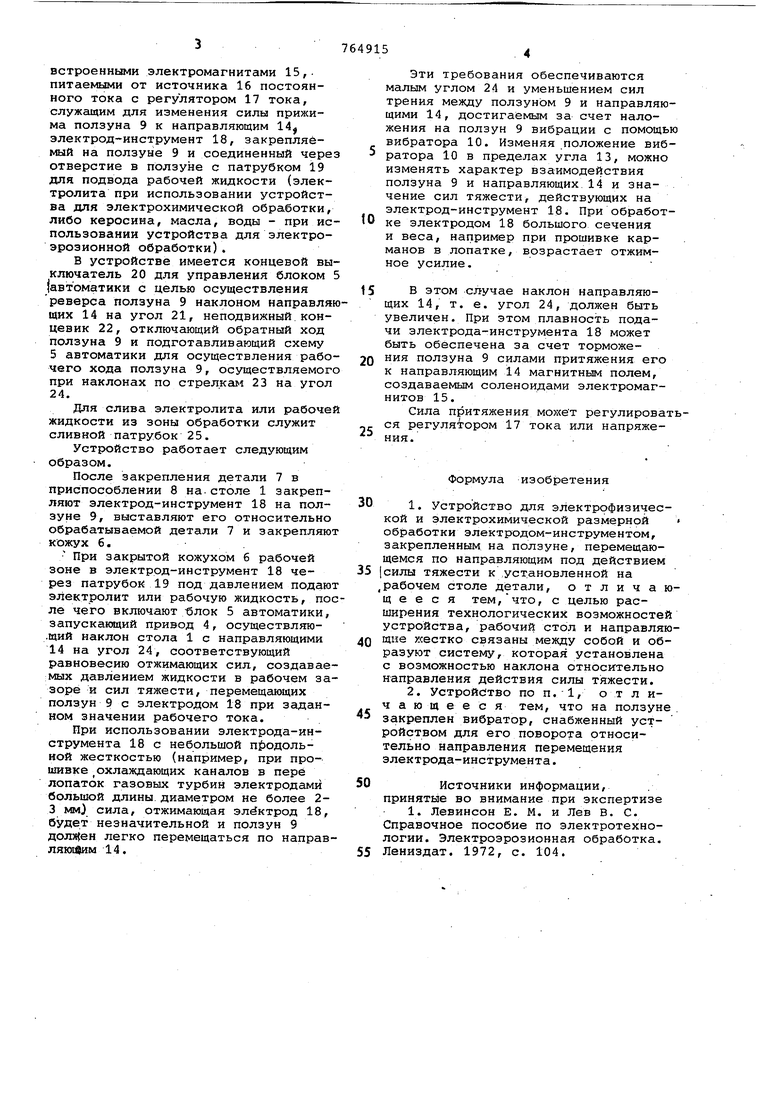
На фиг. 1 показано устройство, вид сбоку с вырывом -на камере обработки и профильным разрезом пол10зуна с вибратором и направляющих с магнитным столом; на фиг. 2 - вид А на фиг. 1.
Устройство состоит из рабочего стола 1 с механизмом наклона, вклю15чающим сектор червячного колеса 2 с . червяком 3 и электропривод 4, управляемый блоком- 5 автоматики, кожуха 6, предупреждающего разбрызгивание электролита в зоне обработки
20 детали 7, закрепляемой в приспособлении 8 на рабочем столе 1.
Устройство содержит также ползун 9 с вибратором 10 и устройством в виде оси 11, кинематически жестко
25 связанной с корпусом вибратора 10 и штифтуемой фиксаторами 12 для изменения направления действия сил инерции, создаваемых вибратором, в пределах угла 13, направляющие 14 с
встроенными электромагнитами 15, питаемыми от источника 16 постоянного тока с регулятором 17 тока, служащим для изменения силы прижима ползуна 9 к направляющим 14 электрод-инструмент 18, закрепляемый на ползуне 9 и соединенный через отверстие в ползуне с патрубком 19 для подвода рабочей жидкости (электролита при использовании устройства для электрохимической обработки, либо керосина, масла, воды - при использовании устройства для электроэрозионной обработки).
В устройстве имеется концевой выключатель 20 для управления блоком 5 (автоматики с целью осуществления реверса ползуна 9 наклоном направляющих 14 на угол 21, неподвижный.концевик 22, отключающий обратный ход ползуна 9 и подготавливающий схему 5 автоматики для осуществления рабочего хода ползуна 9, осуществляемого при наклонах по стрелкгич 23 на угол 24.
Для слива электролита или рабочей жидкости из зоны обработки служит сливной патрубок 25.
Устройство работает следующим образом.
После закрепления детали 7 в приспособлении 8 на.столе 1 закрепляют электрод-инструмент 18 на ползуне 9, выставляют его относительно обрабатываемой детали 7 и закрепляют кожух 6..
При закрытой кожухом 6 рабочей зоне в электрод-инструмент 18 через патрубок 19 под давлением подают электролит или рабочую жидкость, после чего включают /блок 5 автоматики, запускакяций привод 4, осуществляю.щий наклон стола 1 с направляющими 14 на угол 24, соответствующий равновесию отжимающих сил, создаваемых давлением жидкости в рабочем зазоре и сил тяжести, перемещакнцих ползун 9 с электродом 18 при заданном значении рабочего тока.
При использовании электрода-инструмента 18 с небольшой пйодольной жесткостью (например, при прошивке охлаждающих каналов в пере лопатсзк газовых турбин электродами большой длины, диаметром не более 23 мм) сила, отжимающая электрод 18, будет незначительной и ползун 9 доля|ен легко перемещаться по направЛЯЮ1вИМ 14.
Эти требования обеспечиваются малым УГЛОМ 24 и уменьшением сил трения между ползуном 9 и направляющими 14, достигаемым за счет наложения на ползун 9 вибрации с помощью вибратора 10. Изменяя положение вибратора 10 в пределах угла 13, можно изменять характер взаимодействия ползуна 9 и направляющих 14 и значение сил тяжести, действующих на электрод-инструмент 18. При обработке электродом 18 большого сечения и веса, например при прошивке карманов в лопатке, возрастает отжимное усилие.
5 В этом случае наклон направляющих 14, т. е. угол 24, должен быть увеличен. При этом плавность подачи электрода-инструмента 18 может быть обеспечена за счет торможения ползуна 9 силами притяжения его к направляющим 14 магнитным полем, создаваемым соленоидами электромагнитов 15.
Сила притяжения может регулироваться регуля ором 17 тока или напряжения.
Формула изобретения
1, Устройство для электрофизической и электрохимической размерной обработки электродом-инструментом, закрепленным на ползуне, перемещающемся по направляющим под действием
силы тяжести к .установленной на
рабочем столе детали, отличающееся тем,что, с целью расширения технологических возможностей устройства, рабочий стол и направляющие хсестко связаны между собой и образуют систему, которая установлена с возможностью наклона относительно направления действия силы тяжести.
закреплен вибратор, снабженный устройством для его поворота относительно направления перемещения электрода-инструмента.
Источники информации,
принятые во внимание при экспертизе
Лениздат. 1972, с. 104.
