(54) УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОСОБОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования крышкии зАпЕчАТыВАНия пАчКи | 1978 |
|
SU806528A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Устройство для формования коробок | 1978 |
|
SU765020A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Устройство для формования коробок из плоских картонных заготовок | 1978 |
|
SU772891A1 |
| Устройство для формирования картонных каробок | 1985 |
|
SU1299820A1 |
| Устройство для укладки изделий в картонные коробки | 1987 |
|
SU1413032A1 |
| Устройство для загрузки тележечного конвейера | 1976 |
|
SU659479A1 |
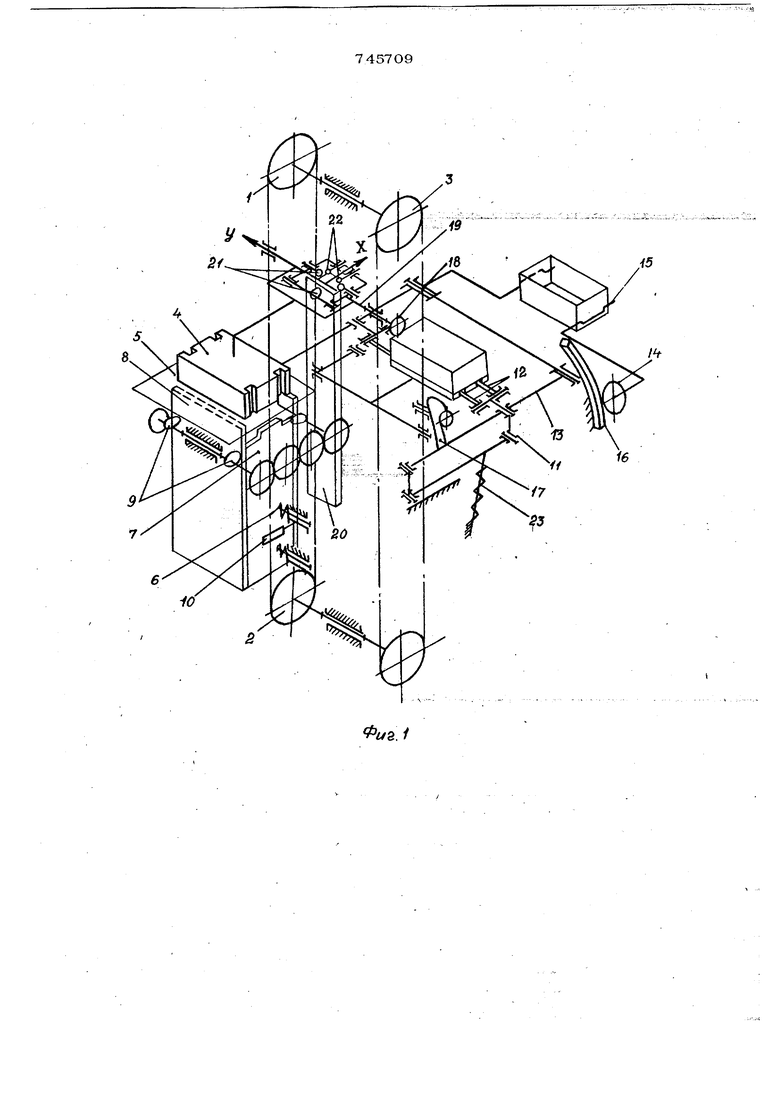
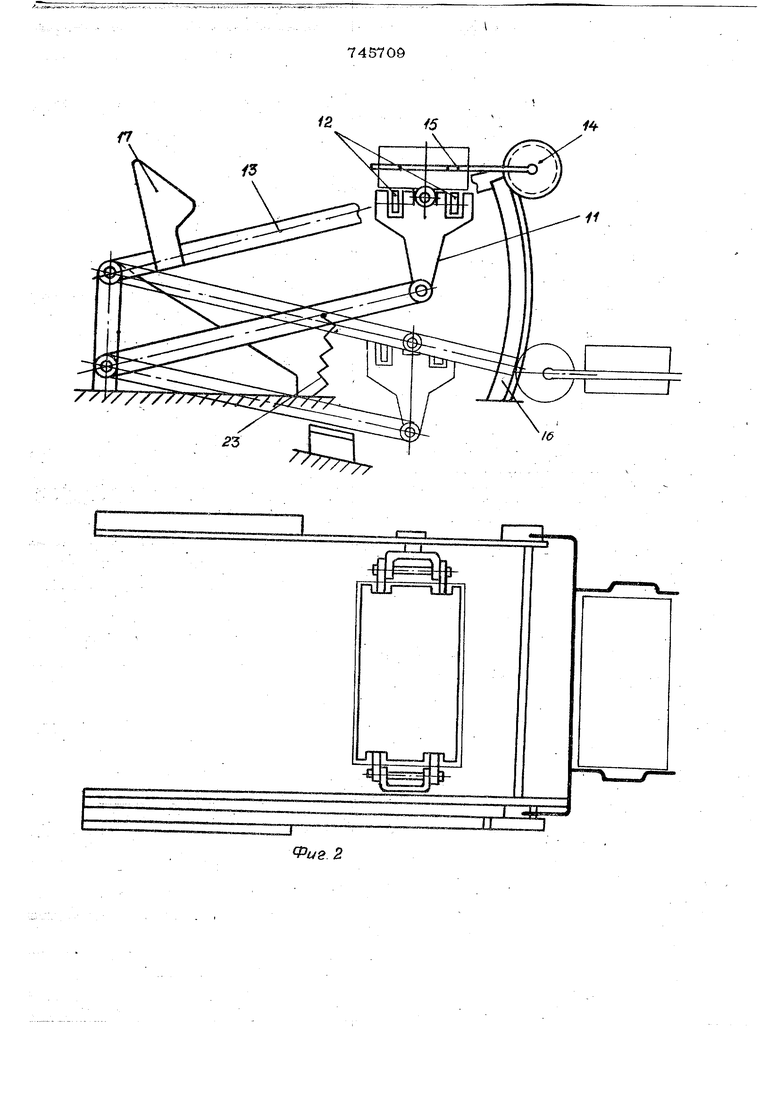
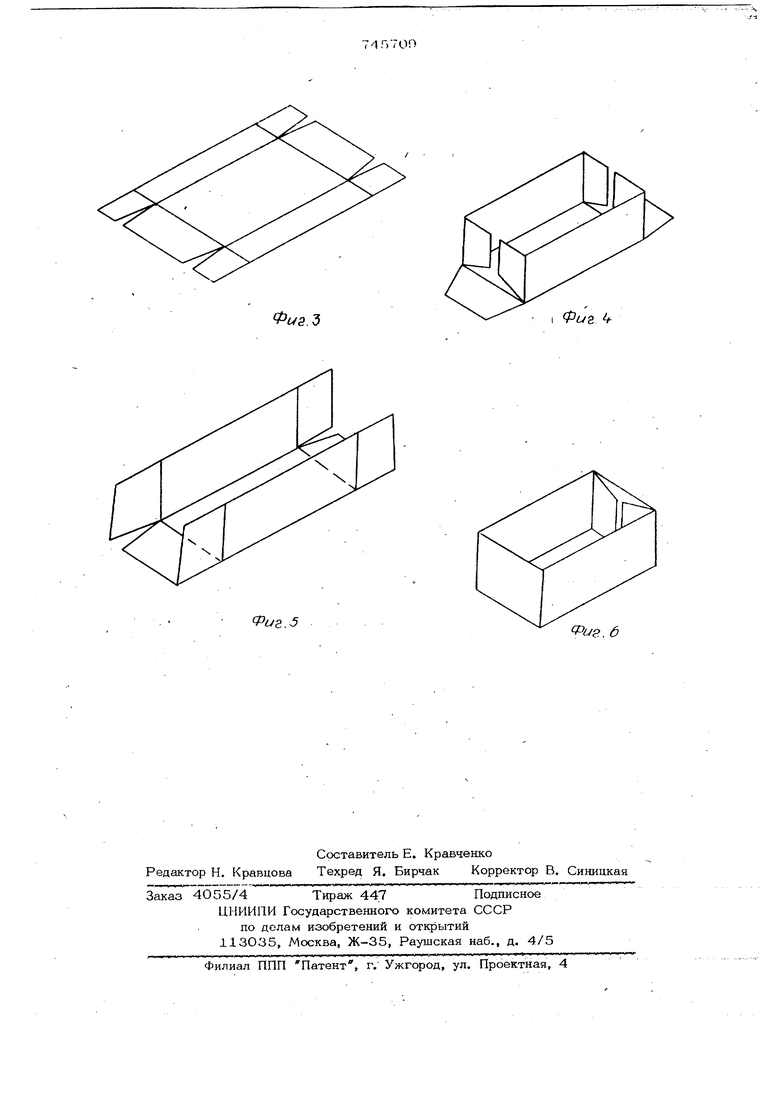
Изобретение относится к оборудованию для изготовления тары, а. именно коробки из отдельных заготовок. Известно устройство для формировани коробок, содержащее бесконечный цепной транспортер, закрепленные на нем пуансо ны, формующую камеру и механизм съем коробок. Пуансоны расположены на бесконечном цепном транспортёре попарно, причем один из них в каждой паре имеет на передней стенке захват для.удержания конца заготовки коробки,, а другой скос для обеспечения перемещения противоположного ее конца. Над транспор тером расположены подгибатели боковых стенок заготовки коробки с возможностью перемещения между пуансонами т . Захват на передней стенке пуансона не обеспечивает надежного захвата, а при увеличении скорости транспортера приводит к нарушению целостности заготовки. Причем сложность конструкции плавающих боковых подгибателей боковых стенок так же не позволяет повысить производительность устройства. Целью изобретения является повышение производительности и надежности работы. Поставленная цель достигается тем, что на пуансонах установлены ролики, механизм съема коробок состоит из шарнирного параллелограмма, установленных на одном избольших рычагов параллелограмма упора для взаимодействия с роликами и зубчатого колеса с закрепленными на нем захватами коробок, толкателей коробок, установленных на одном коротком рычаге шарнирного параллелограмма, и зубчатого сектс а, взаимодействующего с зубчатым колесом. На фиг. 1 изображено ycTpoucTJBO,. общий вид; на фиг. 2 - механизм съема коробок; на фиг. 3, 4, 5 и 6 - последовательность образования коробки. Устройство для формирования коробок содержит бесконечный цепной транспортер 1, который приводится в движение авездочками 2 и 3, закреплешгые на транспортере пуансоны 4, форма которых соответствует форме коробки. На боковых гранях пуансонов 4 имеются naabw Формугощая камера 5 имеет подвижные, поджатые пружинами 6 стенки 7 и неподвижные стенки 8, кулачковые подгибатели 9, В подвижные стенки 7 вмонтированы электродвигатели 10, Механизм съема коробки состоит из рычажно-шарнирного параллелограмма, {см, фиг, 2), На коротких рычагах 11 укреплены толкатели 12 На конце длинного рычага 13 насажено зубчатое колесо 14, на котором крепятся подпружиненные захваты 15 для коробки. Колесо 14 обкатывается по зубчатому сектору 1б, неподвижно укрепленному jHa станине. На длинном рычаге 13 параллелограмма крепится Г-образный упор 17, взаимодействует с роликом 18, Ролик 18 (см, фиг. 1) устагновлен на кронштейне 19 пуансона 4. Для ограничения колебания цепи 1 по осям X и У устройство снабжено Т-образной направляющей 2р, по которой обка тываются ролики 21 и 22 цепи 1, Ролик 21 ограни швает колебания цепи вдоль оси Х, а ролик 22 - вдоль оси У.
Устройство работает следующим образом,
Заготовка подается на формирующую камеру 5, Пуансон 4, перемещаясь увлекает за собой заготовку в формирующую камеру 5, Во время перемещения заготовйй внутри камеры 5 происходит процес формирования коробки. Вначале ;загибают,ся боковые клапаны с. помощью кромок неподвижных стенок 8 формующей камеры 5. Затем подгибаются торцовые малые клапаны кулачковыми подгибателями 9 и торцовые большие клапаны с помощью подпружиненных стенок 7 камеры 5, Подвижные стенки камеры 5 нагреваются до 150 для обеспечения надежного склеивалия, При дальнейшем движении цепного транспортера 1 пуансон 4 с коробкой подходит к механизму съема. Ролик 18 цуансона 4 взаимодействует с Г-образным упором 17 параллелограмма и пе ремещает его. Толкатели 12, двигаясь с ускорением, догоняют пуансон и снимают коробку с него, Ошовременно зубчатое колесо 14 с подпружиненными захватами
15,обкатываясь по неподвижному сектор
16,повс эачиваются на 180,3ахваты 15 подхватывают коробку, одновременно ролик 18 выходит из зацепления с Г-обрааным упором 17, Под действием пружины 23 механизм, съема коробки опускается, зубчатое колесо возвращается
в исходное положение, переворачивает коробку и опускает.
Формула из.обретения
Устройство для формирования коробок, содержащее бесконечный цепной транспортер, закрепленною на нем пуансоны, формующую камеру и механизм съема коробок, отличающееся тем, что с целью повышения производительности и надежности работы, на пуансонах установлены ролики, механизм съема коробок состоит из шаршфного параллелограмма, установленных на одном из больших рычагов пар аллелограмма упора для взаимодействия с роликами и зубчатого колеса с закрепленными на нем захватами коробок, толкателей коробок, установленных на одном коротком рычаге шарнирного параллелограмма, и зубчатого сектора, взаимодействующего с зубчатым колесом.
Источники информации, принятые, во внимание при экспертизе
1, Авторское свидетельство СССР № 492065, кл. В 31 В 3/00, 1972, .
Фиъ.1
X-J.
2
из.Ъ
иё..5
