Изобрегение относится к обработке метаппов давпением, в частности к обо рудованию для отбортовки цилиндрических и кош-иеских надепий.
По основному авт.св. № 766707 Лзвесгяо устройство дпя отбортовки, содержащее установпенные на станине пр1тодиой формообразуютц1ий ропик, бортующий ропик с приводами осевого , и радиапьного перемещений, прижимные ропики и устройство дпя фиксацю изделия, а также смонтированную на станине неподви:ни1ую дугообразную направляющую, центр крквиз1-1ы которой совпадает с центром радиуса отбортовки, при это на . дугообразной .направггающей установлен корпус с возможностью перемещения при этом приводы осевого и радиального перемещений бортующего ропщса размещены на корпусе I IJЭто устркэйство дозволяет производить качественнзгю отбортовку изделий с малыми радиусами отбортованной части ( мм) из уа-леродистых сталей в основном стали Ст. 3,, но не обеспечивает качественную отбортовку, во-первых .изделий с больщим радиусом отбортованной части ( 160 мм), во-вторых, иизделий из различных материалов, обладающих повышенной пластичностью лли повышенной хрупкостью.
При отбортовке изделий с большим радиусом отбортовкг ( мм) из {зазличных материалов наблюдается разрыв металла tie только в местах сварки, но и в .цепом металла, а также расслое кие металла, трещины наклепы гофры. То же самое наблюдается при отбортовке изделий из хрупких сталей, а при отбортовке издет й из сталей с повышенной пластичностью имеют-место разрывы в местах сварки и потеря устойч|шости стешиотбортованной части изделия (волнистость, гофры).
Для устранения недостатков требуется отбортовка не за одии/ проход,а заза несколько (два или бопее) в зависимости от радиуса и материала переходов (проходов). Причем, чем больше радиус отбортованной части издепий и пластичнее материал или материал очень хрупкий, кодичество переходов увепкчивается.
Цепь изобретения - повышение качеотва отбортовки изделий из различных маTSp ianoB и при больших радиусах (R 7 1.60 мм) отбортовки.
Указанная цель достигается тем, что в устройстве по авт.св..СССР № 766707 дугообразная направляющая смонтирована
; на станине с возможностью фиксированного
поворота ее относительно центра, не сбв падающего с центром радиуса отборио ки.
На фиг. 1 изображено устройство дпя отбортоВ1Ш, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - схема ус- ройства для отбортовки в исходном положении перед первым переходом; на фт 5 - схема исходного расположения бортующего ролика перед первым переходом.
Устройство для отборки состоит из станины 1, на щеках 2 которой смонтированы дугообразная направляющая 3 с возможностью поворота относительно центра 4, несовпадающего с центром радиуса отбортовки О, с помощью, например, гидроцилиндра 5 И фиксации ее -в заданном положении системой гидрои электроавтоматики, при этом шток гидроцилиндра 5 закреплен шарнирно с помощью оси 7 на дугообразной 6 направляющей 3, а корпус 8 - с помощью оси 9 на пластине 10, соединяющей щеки 2.. Устройство имеет приводы, например, гидрошшиндры 11 и 12, обеолечивающие ос«вое Х-Х и радиусное У-У перемещения бортующего ролика 13. Гидроципиндры 11 и 12 размещены на основании 14, которое сопряжено с дугообразной направляющей 3 с возможностью перемещения по ее дуговому пазу.
Основание 14 имеет направляющие 15, траллелыые оси У-У, по которым может перемещаться корпус 16 гкдроцклиндра 11, шток 17 которого упирается в пяту 18 и фиксируется захватом
19.Корпус 16 снабжен направляющими
20,параллельными оси Х-Х, по которымможет перемещаться шток 21 гидроци , пиндра 12. Корпус 22 гидроциляядра 12 закреплен неподвижно на корпусе 16 гидроцилиндра 11. Бортующий роггнк 13 уотановйен с возможностью свободного вращений в подшипниках на штоке 21. Перемещение основания 14 на дугообразной направляющей 3 с пазами 23 осуществляется гидроцилиндром 24, корпус 25 ко торого закреплен шарнирно с помощью полуосей 26 в щеках 2 станины 1, а шток 27 - с помощью оси 28 на основании 14.
Таким образом, бортующий ролик 13 имеет возмо5кность свободного вращения, перемещетвй вертикального, параллельно оси У-У, осевого Х-Х, радиального по дуге, центр кривизны которой совпадает с центром радиуса отбортовки 6, а также поворота вместе с дугообразной направпяющей 3 относительно центра 4 не совпадающего с центром радиуса отбортов кй О. Перемеще.ние бортующего 13 параппепьно оси У-У необходимо дпя настройки его на нужный радиус отбортовки. Настройка осуществпяется по пинейке 29, закредпенной на корпусе 16 Перемещение бортующего ропики 13 по дуге необходимо дпя подучения радиального участка отбортовки и контропк руется по пинейке 30, закреппенной на основании 14. Перемещение бортукзшего ропика 13 вдопь оси Х-Х необходимо дпя получения прямого участка отбортованной части нздетш. Поворот бортующего ропика 13 с дугообразной направляющей 3 относительно це нтра 4 необходимо для выставки его на предварительный проход операции отбортовки. Поворот контролируется по пинейке Й1, закрпленной на щеке 2 станины 1. На щеках 2 станины 1 с внутренней стороны салрнтированы вертикальные направляющие 32, по которым может перемещаться каретка 33 с формообразующим роликом 34, закрепленным при помощи шпонки 35 и крыщки 36 к валу 37. Вал 37 установлен в подшипниках каретки 33 и соединяется с выходным кон цом вала 38 привода 39, осуществляющего вращение формообразующего ропика 34. Каретка 33 имеет возможность перемещаться по вертикальным направпяющим . 32 при помощи гйдроцилиндра 40, корпу 41 которого закреплен на-щеках 2 стайины 1, а шток 42 - на каретке 33. Перемещение каретки 33 .с формообразующим роликом 34 по вертикальным направляющим 32 необходимо для уменьшения габаритов формообразующего ро..пика 34 при переходу одного типоразмера бортуемого изделия к другому, отличающихся радиусом отбортовки. Для уве пнчениз сипы сцепления между изделием (дипйШрическим 43 ипи коническ м днищем 44) и формообразующим роликом 34, передающим крутящий момент на изделие, устройство снабжено роликовыми прижимах.га 45, расположенными по обеим сторонам формообразующего ролика 37 и управляемыми пневмодилиндрами 46. Ропиковые прижимы 45 необходимы также дпя поддержания изделия большого диаметра в процессе отбортовки. Станина 1 {ыеат направляющие 47, по которым перемещается задний упор 48 при помощи привода 49. На щеках 50 заднего упора 48 с внутренней стороны закреплены направляющие 51, по которым может перемещаться каретка 52. Устройство дпя фиксации конических изделий 44 ы шолнено в виде .зажимного устройства 53 с возможностью качания в вертикальной плоскости. Для крепления конических днищ 44 с различ{а 1М углом конуса при вершине используется гидроцилиндр 54, устройство 53 является сменным. Каретка 52 перемещается по направляющи 51 приводом 55. Задний упор 48 имеет площадку 56, на которой закреплено уЬтройство для фиксации цилиндрических изделий 43, выполненное в ввде роликоопоры 57, причем ролики 58 роликоопоры 57 снабжеш 1 ребордами 59 для ограничения перемещения изделий.43 в осевом направлении. Для этой же цели служит регулируемый роли- . ковый упор 6О, закрепленный на корпусе 16. Раздвижение роликов 58 осуществляется приводом 61. Устройство для отбортовки работает спедуюЩ1о.1 образом. Бортующий ролик 13 с помощью гйдроцилиндра 11 устанавливают по высоте на необходимый радиус отбортовки по линейке 29. Формообразующий ролик 34 при этом находится в крайнем верхнем положении. Изделие устанавливают на роликоопору 57, если изделие - обечайка 43, или в заж1ЕМное устройство 53, если изделие коническое днище 44, и заводят под формообразующий ролик 34 на бортующий ролик 13 до упора в регулируемый роликовый упор 60. Таким образом, изделие оказывается установленным на бор тующем рол1же 13, с одной стороны, и на 58 ролико- -опоры 57, если изделие - обечайка 43, или в зажгмное устройство 53, если, шделие - коническое днище.44, с другой стороны. Каретку 33 с формообразующ51м роликом 34 перемещают вниз по вертикальным направляющим 32 при помощи гидроцилиндра 4О до соприкосновения формообразующего ролика 34 с изделием с внутренней стороны. Поджим к формообразующему ролику 34 осуществляют роликовыми приж 1мами 45 при помощи пневмоштиндров 46. Поворот дугообразной шправляющей 3 осуществляют при помощи гпцроцилиндpa 5 в исходное попожение бортующего ропика 13 дпя первого перехода (см. й«А, фиг. 5) по линейке 31 и фиксируют йто положение.
Включают привод 39, и издепие приводится, во вращение. Включают рабочую подачу бор .ующего ролика 13 по дуге, при этом шток 27 гидроципиндра 24 воз действует на основание 14, которое пе ремещается по дугообразной направляющей 3. При этом своей периферией бортующий ролик 13 сжопьаит по издепйю и эабортовывает erq на величину, аадайи ную по линейке 31 для первохх перехода По окончании первого (см. п. В, фиг. 5) перехода отключают привод 39, бортующий ролик 13 возвращают в исходное положение при помощи гидроаилиндра 24. Осуществляют поворот дугообраз вой направляющей 3 при помощи гидрошшиндра ,5 в исходное положение бортуюшего рояика 13 для второго перехода (см. п.Б, фиг. 5) по линейке 31 и фиксируют напревпяющую. При этом шток 6 гидроцилиндра 5 поднимается вверх. Второй переход может быть и OKOH4aTenbHbiMj тогда бортующий ролик 13 занимает иоходже положение, при котором центр кривизны дугообразной направляющей 3 совпадает с центром радиуса отбортовки
(ал, п. С, фиг. 5). Положение контро- . пируют по линейке 31 (см. п.Д, фиг. 5).
Включают привод 39 и рабочую радиальную подачу бортующего ролика 13 радиального участка изделия. При этом своей периферией бортующий ролик 13 накатывает край изделия йа формообразутощий ролик 34. .По окончании процесса отбортовки радиального участка отключают рабочую радиальную подачу бортующего ролика по дуге и включают рабочую по-дачу перемещения бортующего ролика 13 вдоль оси Х-Х (см. п.Е, фиг. 5) при помощи гидроцилиндра 12. При этом шток 21 с бортующим роликом 13 перемещается вдоль оси Х-Х по направляющим 2О. Происходит отбрртовка прямого участка отбортованной части изделия.
По окончании процесса отбортовки отключают рабочую подачу бортующего ролика 13, привод 39 вращения формообразующего ролика 34. Производят освобождение изделия из зажимного устройства53, если изделие - коническое днище 44. Осуществляют подъем карет ки 33 с формообразующим роликом 34 гидроципиндром 40. Отбортованное изделие снимают с устройства.
Применение в данном устройстве дугообразной направляющей позволяет повысить качество отбортовки.
i:
xp
7
7 / /
/
U.
0f/.2
5-5
Фс/г.З
28 2J 28 7 гб
фиг. 24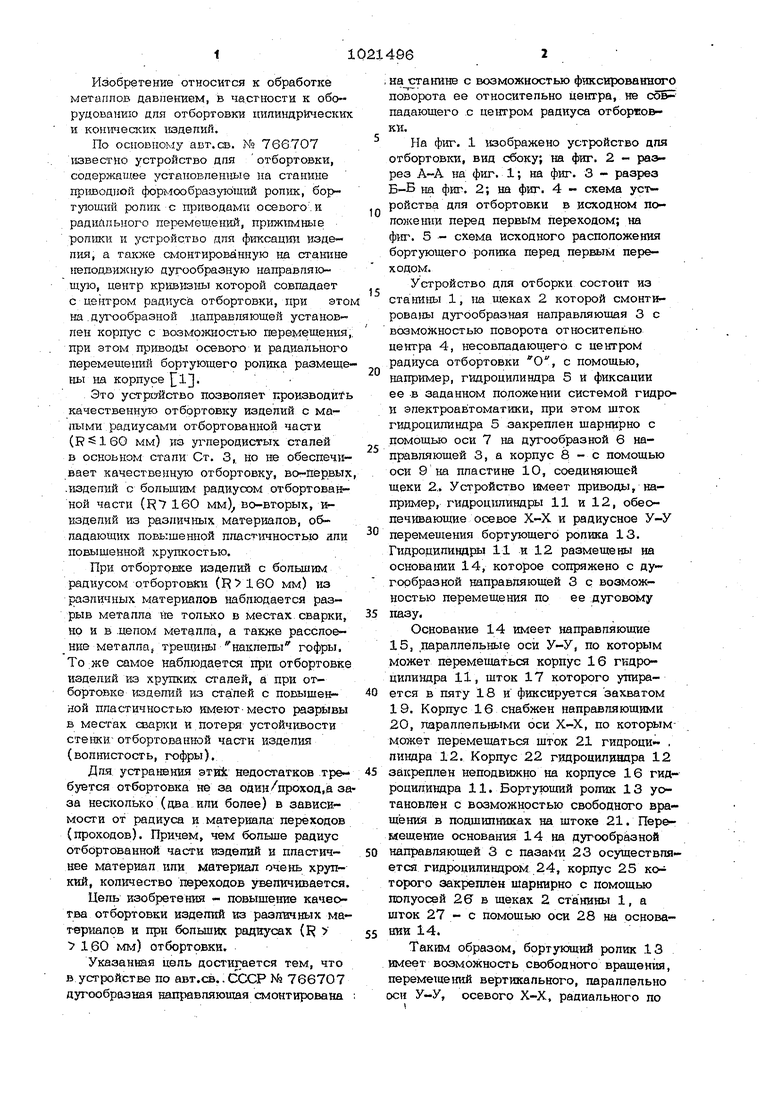


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Устройство для отбортовки | 1984 |
|
SU1196072A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Насадочная машина для формования валяных сапог | 1982 |
|
SU1033603A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Устройство для рядовой многослойной намотки электрических катушек микропроводом | 1973 |
|
SU603011A1 |
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| СТАНОК ДЛЯ ОТБОРТОВКИ ПОЛЫХ ОСЕСИММЕТРИЧНБ1Х ИЗДЕЛИЙ ТИПА ДНИЩ И ОБЕЧАЕК | 1973 |
|
SU406604A1 |



УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ по авт. св. № 7667О7, о т п вчающееся тем, что, с цепью повышения качества отбортовки, дугообразная направляющая установпена с возможностью фиксируемого поворота ее относительно центра, не совпадающего с центром радиуса отбортовки. уг.
