Изобретение относится к обработке металлов давлением, в частности к станкам для отбортовки кромок дна тонкостенных круглых и овальных емкостей.
Известен многопозиционный станок для отбортовки тонкостенных корпусов емкостей, содержащий смонтированные на станине поворотный стол, полую стойку, внутри которой смонтирован распределительный вал, механизмы отбортовки верха и низа корпуса, формирования ребер жесткости и прикатки дна.
К недостаткам известного устройства относятся его ограниченные технологические возможности, заключающиеся в том, что на станке возможна обработка изделий только круглой формы.
Наиболее близким техническим решением к изобретению является станок для отбортовки кромок, содержащий смонтированную на конце штока поршня пневмоци- линдра приводную оправку, выполненную в виде планшайбы, установленные на приводном валу прижим и сменный кулачок, раскатную головку с приводом радиального перемещения, выполненного в виде каретки, расположенной в направляющих станины и содержащей пневмоцилиндр, на штоке которого закреплена раскатная головка, и взаимодействующей посредством водила со сменным кулачком.
Недостатком известного станка является низкое качество отбортовки кромок изделий овальной формы, связанное с тем, что ось отбортовочного ролика и ось вращения изделия занимают неизменное положение относительно друг друга, вследствие чего угол между касательной к кромке изделия в точке касания ролика и осью ролика постоянно меняется и не равен 90°, поэтому при
VI
сл о
VI 00 VI
отбортовке кромки закаточный ролик передвигается по ней, совмещая качение со скольжением.
Целью изобретения является улучшение качества отбортовываемой кромки изделия.
Это достигается тем, что станок для от- бортовки кромок круглых и овальных емкостей, содержащий размещенные на станине приводную оправку, зажим заготовки, от- бортовочную головку с приводом радиального перемещения в виде пневмоцилиндра, смонтированную в направляющих Станины с возможностью возвратно-поступательного перемещения, снабжен кареткой с направляющими, жестко закрепленной на штоке пневмоцилиндра радиального перемещения отбортовочной головки, приводом вертикального перемещения отбортовочной головки, выполненным в виде пневмо- цилиндра, закрепленного на каретке, -образными салазками, жестко закрепленными на штоке пневмойилиндр а ве р1гикаль- ного перемещения отбортовочной головки. Последняя выполнена в виде корпуса, от- бортовочного и двух опорных роликов, смонтированных на осях в корпусе с возможностью свободного вращения, причем оси опорных роликов и ось отбортовочного ролика расположены во взаимно перпендикулярных плоскостях, -образные салазки смонтированы в направляющих каретки с .возможностью возвратно-поступательного перемещения. Корпус отбортовочной головки смонтирован в -образных салазках с возможностью ограниченного поворота, а Оси вращения опорных роликов расположе- ны параллельно оси поворота корпуса отбортовочной головки.
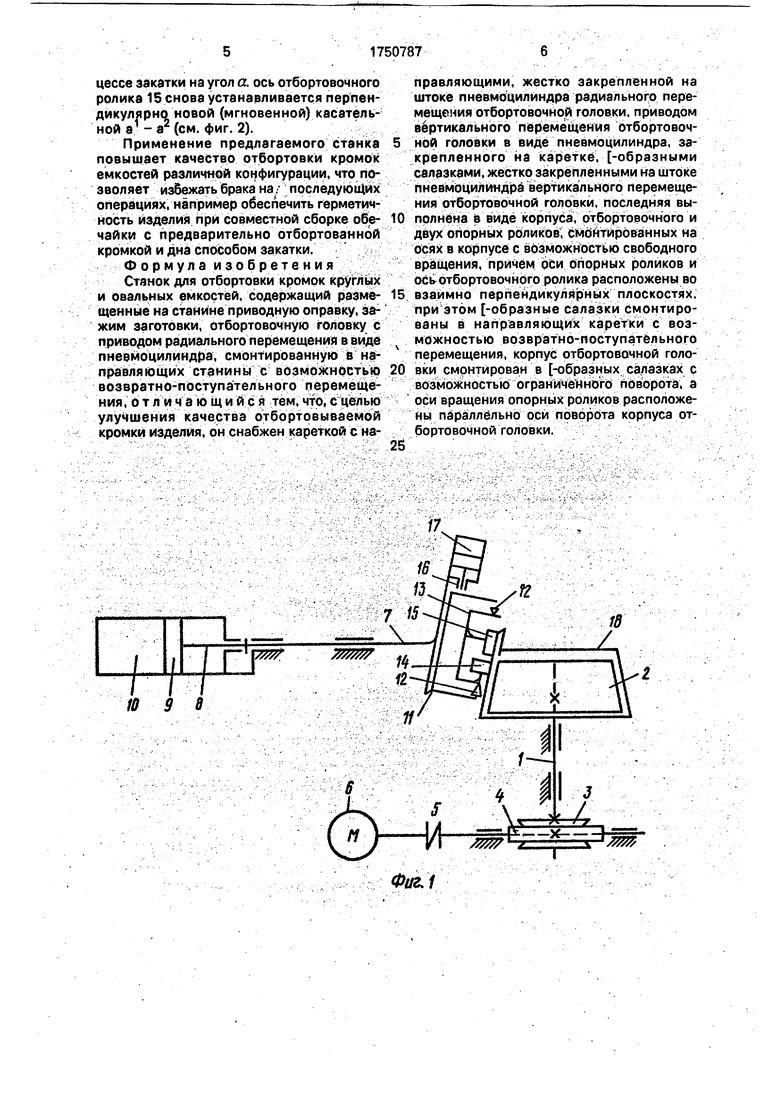
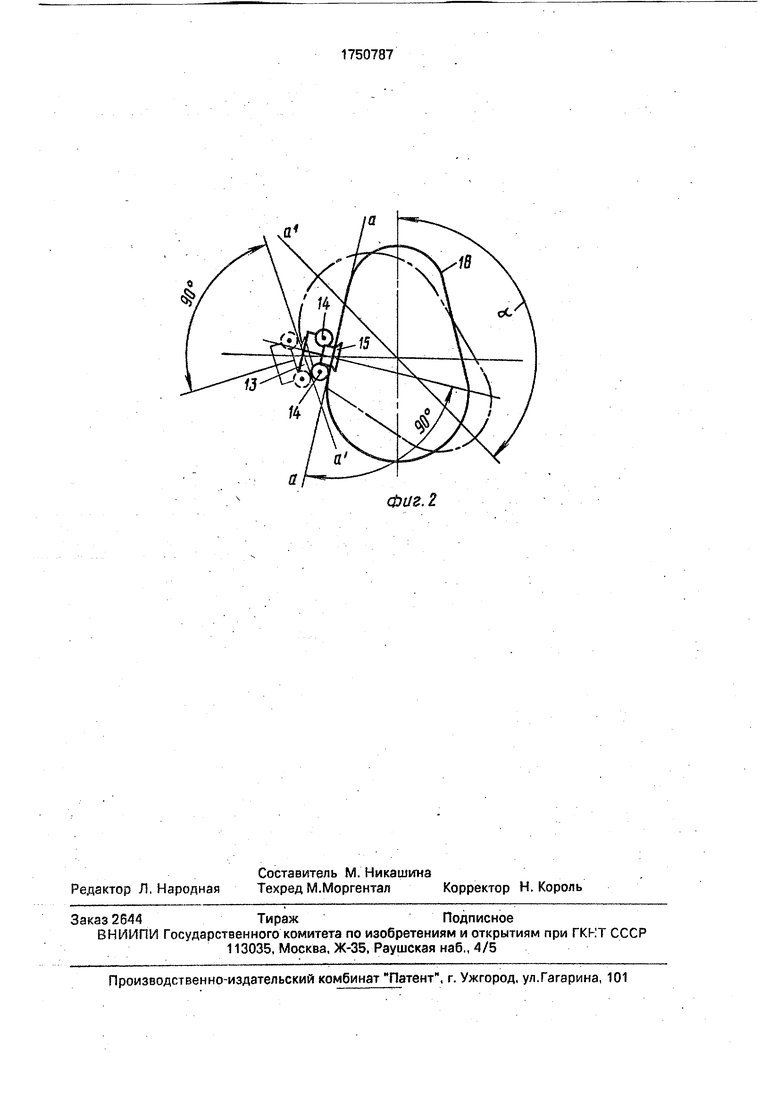
На фиг. 1 схематично изображен станок для отбортовки кромок круглых и овальных емкостей, общий вид; на фиг. 2 -схема расположения самоустанавливающейся отбортовочной головки с отбортовочным и опорными роликами при повороте изделия овальной формы на угол а,
Станок для отбортовки кромок круглых и овальных емкостей содержит станину (на чертеже показана условно), на которой смонтирован шпиндельный блок, состоящий из шпинделя 1, закрепленного одним концом на оправке 2 с раздвиджными кулачками, а другим соединенного с червячной шестерней 3, которая находится в постоянном зацеплении с червяком 4, соединенным посредством муфты с валом электродвигателя б,
В направляющих станины расположена каретка 7, жестко соединенная со штоком 8 поршня 9, цилиндр 10 которого закреплен
на станине. В направляющих каретки 7 установлены с возможностью возвратно-поступательного перемещения -образные салазки 11, в которых на центрах 12 помещена самоустанавливающаяся отбортовоч- ная головка-, состоящая из корпуса 13, в котором с возможностью свободного вращения помещены два опорных ролика 14 и отбортовочный ролик 15. При этом оси
0 вращения опорных роликов 14 и ось отбортовочного ролика 15 расположены во взаимно перпендикулярных плоскостях, а оси вращения опорных роликов - параллельно оси поворота корпуса отбортовочной голо5 вки.
Салазки 11 соединены со штоком 16 пневматического цилиндра 17, смонтированного на каретке 7. На оправке 2 помещено изделие 18, предназначенное для
0 отбортовки.
Станок работает следующим образом. Перед отбортовкой корпус изделия 18 устанавливают на приводную оправку 2 и закрепляют на ней, например, с помощью
5 раздвижных кулачков. В левую полость цилиндра 10 подают сжатый воздух, который перемещает поршень 9 со штоком 8 с закрепленной на нем кареткой 7 и -образными салазками 11. Опорные ролики 14
0 прижимаются к наружной поверхности изделия 18, при этом корпус 13 отбортовочной головки устанавливается относительно из- делия таким образом, что ось вращения отбортовочного ролика 15 образует с
5 касательной а-а к кромке изделия в точке касания ролика 15 прямой угол. Такое положение отбортовочного ролика 15 является оптимальным для качественной , отбортовки кромки изделия. Затем.под0 ают сжатый воздух в верхнюю полость цилиндра 17, который перемещает шток 16 с закрепленными на нем салазками 11. Салазки 11 перемещаются вниз и отбортовочны.й ролик 15 прижимается к
5 кромке изделия с усилием, необходимым для отбортовки.
Включают электродвигатель 6, который передает вращение посредством муфты 5, червяка 4 и червячного колеса 3 шпинделю
0 1 с оправкой 2 и изделием 18.
Опорные ролики 14 постоянно катятся по наружной поверхности изделия 18. Отбартовочная головка поворачивается от н осител ьно оси поворота корпуса (отбор5 товочной головки), при этом отбортовочный ролик 15 постоянно прижат к кромке изделия, причем угол между его осью и касательной а-а остается неизменным независимо от того круглая или овальная форма изделия. Например, при повороте изделия в процессе закатки на угол а. ось отбортовочного ролика 15 снова устанавливается перпендикулярно новой (мгновенной) касательной а - а (см. фиг. 2).
Применение предлагаемого станка повышает качество отбортовки кромок емкостей различной конфигурации, что позволяет избежать брака на: последующих операциях, например обеспечить герметичность изделия при совместной сборке обечайки с предварительно отбортованной кромкой и дна способом закатки. Формула изобретения Станок для отбортовки кромок круглых и овальных емкостей, содержащий размещенные на станине приводную оправку, зажим заготовки, отбортовочную головку с приводом радиального перемещения в виде пневмоцилиндра, смонтированную в направляющих станины с возможностью возвратно-поступательного перемещения, отличающийся тем, что, с целью улучшения качества отбортовываемой кромки изделия, он снабжен кареткой с на0
5
0
5
правляющими, жестко закрепленной на штоке пневмоцилиндра радиального перемещения отбортовочной головки, приводом вертикального перемещения отбортовочной головки в виде пневмоцилиндра, закрепленного на каретке, -образными салазками, жестко закрепленными на штоке пневмоцилиндра вертикального перемещения отбортовочной головки, последняя выполнена в виде корпуса, отбортовочного и двух опорных роликов, смонтированных на осях в корпусе с возможностью свободного вращения, причем оси опорных роликов и осьотбортовочного ролика расположены во взаимно перпендикулярных плоскостях, при этом -образные салазки смонтированы в направляющих каретки с возможностью возвратно-поступательного перемещения, корпус отбортовочной головки смонтирован в -образных салазках с возможностью ограниченного поворота, а оси вращения опорных роликов расположены параллельно оси поворота корпуса отбортовочной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| Станок для обработки кромок | 1975 |
|
SU529015A1 |
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| Машина для заготовки и отбортовки | 1988 |
|
SU1754276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ДВОЙНОЙ П-ОБРАЗНОЙ ОТБОРТОВКИ НА ЗАГОТОВКАХ КРУГЛОЙ ФОРМЫ | 2018 |
|
RU2704342C1 |
| Устройство для формообразования фланцев на обечайках | 1987 |
|
SU1733161A1 |
| Устройство для отбортовки и зиговки полых изделий | 1988 |
|
SU1532131A1 |
Использование: обработка металлов давлением. Сущность изобретения: станок содержит приводную оправку, отбортовочную головку с приводами вертикального и радиального перемещения. Для улучшения качества отбортовываемой кромки изделия отбортовочная головка смонтирована с возможностью самоустановки относительно кромки и содержит отбортовочный и два опорных ролика. Отбортовочная головка закреплена в -образных салазках, установленных на каретке и связанных с приводом вертикального перемещения, Каретка связана с приводом радиального перемещения. Оси опорных роликов и отбортовочного ролика расположены во взаимно перпендикулярных плоскостях. Оси опорных роликов параллельны оси поворота корпуса отбортовочной головки. 2 ил.
18
ЯШ
Фаг.1
Я1
а
Фив. 2
| Станок для отбортовки кромок | 1979 |
|
SU837477A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
