(54) УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ
Изобретение относится к области обработки металлов давлением, в частности к оборудованию для отбортовки цилиндрических и конических изделий. .
Известно устройство для отбортовки днищ, содержащее установленные на станийе приводной формообразующий ролик, бортующий ролик с приводами осевого и радиального перемещений, прижимные ролики и устройство для фиксации изделия.
Недостатком данного устройства является невозможность получения точного радиуса отбортовки, а также прорезание изделия бортующим роликом.
Целью изобретения является повышение качества отбортовки.
Указанная цель достигается тем, что на станине смонтирована неподвижная дугообразная направляющая, центр кривизны которой совпадает с центром радиуса отбортовки. На дугообразной направляющей установлен корпус с возможностью перемещения по ней. Приводы осевого и радиального перемещений бортующего ролика жестко закреплены на корпусе.
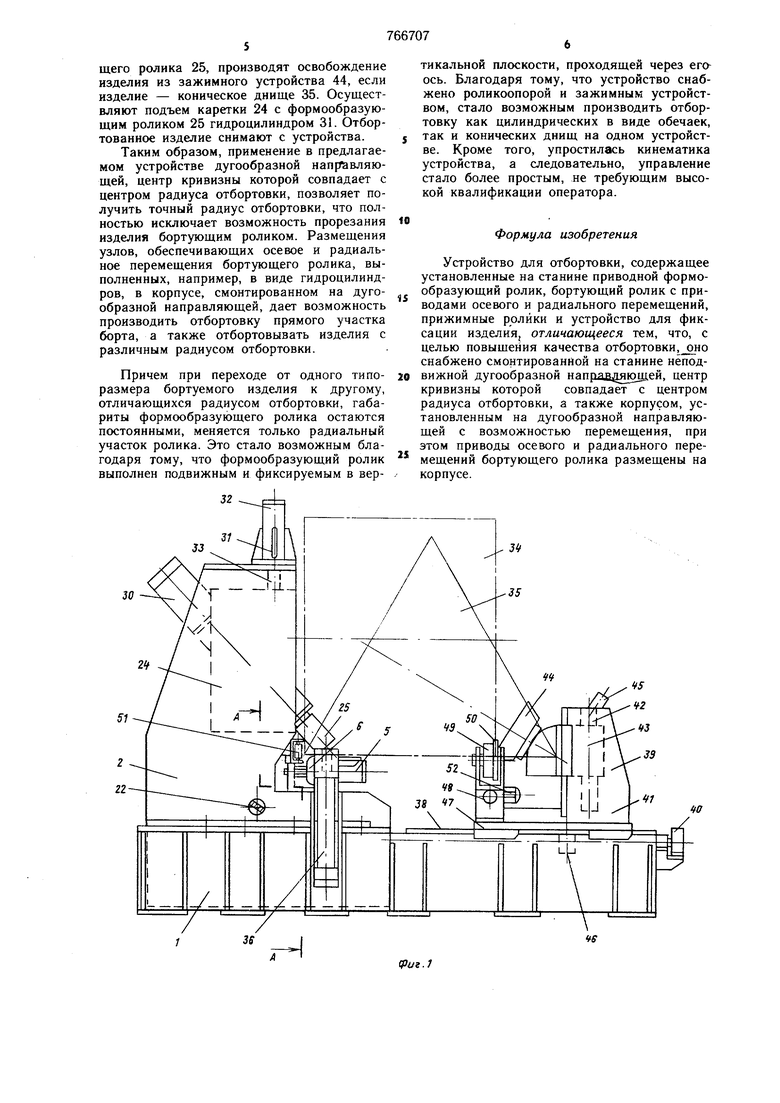
На фиг. 1 изображено устройство для отбортовХи, вид сбоку; на фиг. 2 - разрез
-, -
А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для отбортовки состоит из станины 1, на щеках 2 которой с внутренней стороны закреплена неподвижная образная направляющая 3 так, что центр ее кривизны совпадает с центром радиуса отбортовки. Устройство имеет приводы, например гидроцилиндры 4, 5, обеспечивающие осевое X-X и радиальное Y-Y перемещения бортующего ролика 6. Гидроци10 линдры 4, 5 размещены на основании 7, которое сопряжено с дугообразной направляющей 3 с возможностью перемещения по ее дуговому пазу.
Основание 7 имеет направляющие 8, параллельные оси Y-Y, по которым может перемещаться корпус 9 гидроцилиндра 4, шток 10 которого упирается в пяту 11 и фиксируется захватом 12. Корпус 9 снабжен направляющими 13, параллельными оси X-X, по которым может перемещаться
20 щток 14 гидроцилиндра 5. Корпус гидроцилиндра 5 закреплен неподвижно на корпусе 9 гидроцилиндра 4. Бортующий ролик 6 установлен с возможностью свободного вращения в подшипниках на щтоке 14. Перемещение основания 7 по дугообразной направляющей 3 с пазами 15 осуществляется гидроцилиндром 16, корпус 17 которого закреплен щарнирно с помощью полуосей 18 в щеках 2 станины 1, а щток 19 - с помощью оси 20 на основании 7.
Таким образом, бортующий ролик 6 имеет возможность свободного вращения и перемещений в радиальном осевом направлениях, а также дуга, центр кривизны которой совпадает с центром радиуса отбортовки. Перемещение бортующего ролика 6 параллельно оси Y-Y необходимо для настройки его на нужный радиус отбортовки. Настройка осуществляется по линейке 21, закрепленной на корпусе 9.
Перемещение бортующего ролика по дуге необходимо для получения радиального участка отбортовки и контролируется по линейке 22, закрепленной на основании 7. Перемещение бортующего ролика 6 вдоль оси X-X необходимо для получения прямого участка отбортовки.
На щеках 2 станины 1 с внутренней стороны смонтированы вертикальные направляющие 23, по которым может перемещаться каретка 24 с формообразующим роликом 25, закрепленным при помощи щпонки 26 и крыщки 27 к валу 28. Вал 28 установлен в подщипниках каретки 24 и соединяется с выходным концом вала 29 привода 30, осуществляющего вращение формообразующего ролика 25.
Каретка 24 имеет возможность перемещаться по вертикальным направляющим 23 при помощи гидроцилиндра 31, корпус 32 которого закреплен на щеках 2 станины 1, а щток 33 - на каретке 24.
Перемещение каретки 24 с формообразующим роликом 25 по вертикальным направляющим 23 необходимо для уменьщения габаритов формообразующего ролика 25 при переходе одного типоразмера бортуемого изделия к другому, отличающихся радиусом отбортовки. Для увеличения силы сцепления между изделием {цилиндрическим 34 или коническим днищем 35) и формообразующим роликом 25, передающим крутящий момент на изделие, устройство снабжено роликовыми прижимами 36, управляемыми по обеим сторонам формообразующего ролика 25.
Станина 1 имеет направляющие 38, по которым перемещается задний упор 39 при помощи привода 40. На щеках 41 заднего упора 39 с внутренней стороны закреплены направляющие 42, по которым может перемещаться каретка 43.
Устройство для фиксации конических изделий выполнено в виде зажимного устройства 44 с возможностью качания в вертикальной плоскости. Для крепления конических днищ 35 с различным углом конуса
при верщине используется гидроцилиндр 45, устройство 44 является сменным.
Каретка 43 перемещается по направляющим 42 приводом 46.
Задний упор 39 имеет площадку 47, на которой закреплено устройство для фиксации цилиндрических изделий 34, выполненное в виде роликоопоры 48, причем ролики 49 роликоопоры 48 снабжены ребордами 50 для ограничения перемещения изделия 34 в осевом направлении. Для этой же цели 0 служит регулируемый роликовый упор 51, закрепленный на корпусе 9. Раздвижение роликов 49 осуществляется приводом 52.
Устройство для отбортовки работает следующим образом.
Бортующий ролик 6 с помощью гидроцилиндра 4 устанавливают по высоте на необходимый радиус отбортовки по линейке 21. Формообразующий ролик 25 при этом находится в крайнем верхнем положении.
0 Изделие устанавливают на роликоопору 48, если изделие - обечайка 34, или в зажимное устройство 44, если изделие - коническое днище 35, и заводят под формообразующий ролик 25 на бортующий ролик 6 до упора в регулируемый роликовый упор 51. Таким образом, изделие оказывается установленным на бортующем ролике 6, с одной стороны, и на роликах 49 роликоопоры 48, если изделие - коническое днище 35, с другой стороны.
Каретку 24 с формообразующим роликом 25 перемещают вниз по вертикальным направляющим 23 при помощи гидроцилиндра 31 до соприкосновения формообразующего ролика 25 с изделием с внутренней его стороны.
5 Осуществляют поджим изделия к формообразующему ролику 25 роликовыми прижимами 36 при помощи пневмоцилиндров 37.
Включают привод 30, и изделие приводится во вращение. Включают рабочую подачу бортующего ролика 6 по дуге, при этом щток 19 гидроцилиндра 16 воздействует на основание 7, которое перемещается по дугообразной направляющей 3. При этом своей периферией бортующий ролик 6 накатывает край изделия на формообразующий роS лик 25. Происходит отбортовка радиального участка изделия. При окончании процесса от бортовки радиального участка отключают рабочую подачу бортующего ролика 6 по дуге и включают рабочую подачу перемещения бортующего ролика 6 вдоль оси X-X при помощи гидроцилиндра 5. При этом шток 14 с бортующим роликом 6 перемещается вдоль оси X-X по направляющим 13. Происходит отбортовка прямого участка отбортованной части изделия.
По окончании процесса отбортовки отключают рабочую подачу бортующего ролика 6, привод 30 вращения формообразующего ролика 25, производят освобождение изделия из зажимного устройства 44, если изделие - коническое днище 35. Осуществляют подъем каретки 24 с формообразующим роликом 25 гидроцилиидром 31. Отбортованное изделие снимают с устройства.
Таким образом, применение в предлагаемом устройстве дугообразной направляющей, центр кривизны которой совпадает с центром радиуса отбортовки, позволяет получить точный радиус отбортовки, что полностью исключает возможность прорезания изделия бортующим роликом. Размещения узлов, обеспечивающих осевое и радиальное перемещения бортующего ролика, выполненных, например, в виде гидроцилиндров, в корпусе, смонтированном на дугообразной направляющей, дает возможность производить отбортовку прямого участка борта, а также отбортовывать изделия с различным радиусом отбортовки.
Причем при переходе от одного типоразмера бортуемого изделия к другому, отличающихся радиусом отбортовки, габариты формообразующего ролика остаются постоянными, меняется только радиальный участок ролика. Это стало возможным благодаря тому, что формообразующий ролик выполнен подвижным и фиксируемым в вертикальной плоскости, проходящей через егоось. Благодаря тому, что устройство снабжено роликоопорой и зажимным устройством, стало возможным производить отбортовку как цилиндрических в виде обечаек, так и конических днищ на одном устройстве. Кроме того, упростилась кинематика устройства, а следовательно, управление стало более простым, не требующим высокой квалификации оператора.
10
Формула изобретения
Устройство для отбортовки, содержащее установленные на станине приводной формообразующий ролик, бортующий ролик с приводами осевого и радиального перемещений, прижимные ролики и устройство для фиксации изделия, отличающееся тем, что, с целью повыщения качества отбортовки.оно снабжено смонтированной на станине нёподвижной дугообразной Hanpaa SS t кривизны которой совпадает с центром радиуса отбортовки, а также корпусом, установленным на дугообразной направляющей с возможностью перемещения, при этом приводы осеюго и радиального перемещений бортующего ролика размещены на корпусе.
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
| Устройство для отбортовки | 1981 |
|
SU1021496A2 |
| Устройство для отбортовки | 1984 |
|
SU1196072A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| Установка для отбортовки | 1990 |
|
SU1771849A1 |
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |

Z4
