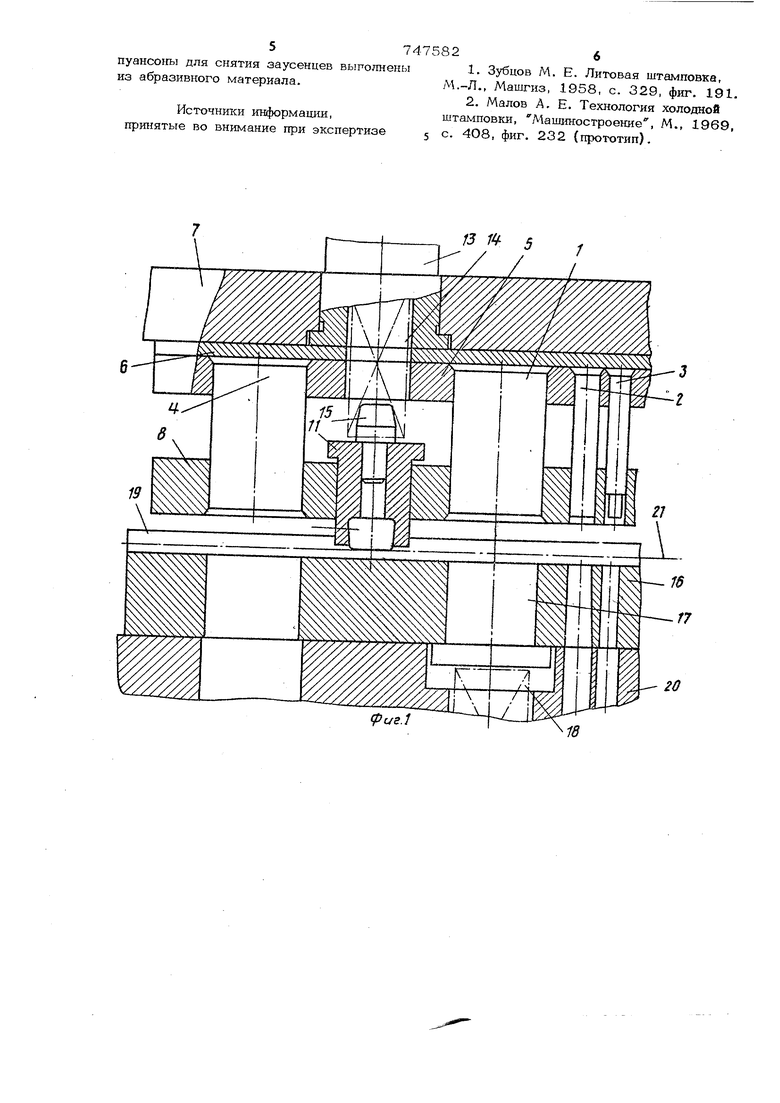
(54) ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП С ЗАПРЕССОВКОЙ ВЫРУБЛЕННОЙ ДЕТАЛИ В ПОЛОСУ Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении, в частности, при получении тонколистовых деталей сложног контура. Известен штамп последовательного действия для пробивки и вырубки с удалением деталей напровал l. Недостатком известного штампа является получение в нем готовых деталей с заусенцами по наружному контуру и контуру отверстии. Известен последовательный штамп с запрессовкой вырубленной детали в поло су, содержащий вьфубной пуансон и взаимодействующий с ним подпружиненный выталкиватель, а также подпружиненный прижим, матрицу и толкатель для удаления запрессованной детали из полосы 2. В известном штампе детали получают с заусенцами , т.е. невысокого качества С целью повышения качества деталей путем снятия с них заусенцев, он снабжен по меньшей мере одним пуансоном для снятия заусенцев, размешет1ым в прижиме мемсду вырубным пуансоном и толкателем и подпружиненным в осевом направлении. Штамп может быть снабжен по меньшей мере одним пробивным пуансоном и по меньшей мере одним дополнительным пуансоном для зачист1Ш заусенцев, размещенньпу в матрице между вырубным отверстием и отверстием для удаления готовой детали. Пуансоны для снятия заусенцев описываемого штампа могут быть выполнены из абразивного материала. На фиг. 1 показан описываемый штамп, продольный разрез; на фиг. 2 то же, поперечный разрез; на фиг. 3 показаны держатели и инструмент для снятия заусенцев . Штамп содержит вырубной пуансон 1, пробивные пуансоны 2 и 3 и пуансонвытагткиваге.пь 4, Все пуансоны закреплены в пуансонодержатепе 5 и опгфаются на прокладку б, пршсреплеш ую вместе с пуансонодержателем 5 к верхней шщте 7 блоЕса (на фигурах не показан) . Съемник 8, связанный с верхней плитой 7 ступенчатыми винтами 9 с надетыми на мих нружинами 10, несет держатель 11, в ко1чзром закреплен нуансон для снятия заусенцев (абразивный брусок) 12.
В хвостовгосе 13 предусмотрено отверстие, в котором находится npjTj iffla 14 поднсатан резьбовой гтробкой (на фигурах непоказана) л надетая на штьгрь 15 держателя 11. Матрица 16 с вытагашвателем 17, находшц.и.мся под действием пружины 18, несет две направлшощие линейки 19 11 прикреплена к нижней Илите 20 блока. Штамп снабжен одн,им из известнь Х средс1-8, обежпечкваюи их обусловленный шаг .тюдачи эаготовюг (полосы или ленты) 21, Этим средством может быть, например шаговый нож (ла не показан)-.
Штамп работает след}пощ1 м образом. Заготовка 21 (полоса илл лента) на первом шаге пост тгает под П|эобивные пуансоны 2 и 3, которые образуют в ней отверстие. На следующем таге пуансон образует лбтгзлк, которая в конце рабочего хода гфесса входит на HeKOTopjio глубину (преим таественно 1,5-2 толщиншл) заготовки в матрицу 16,. а при обратном ходе запрессовывается в полосу 21. Далее полоса с заггоессованной в нее деталью (на фигура и® показана) проходит под пуансоном для снятгш заусеннев 12, который удаляет.с ее контура образовавшийся при вьфубке oayceH.eib Затем полоса 21с запрессованной ггеталью поступает под пусшсон-выталки1затель 4, который отделяет ее от полосы и проталкивает в отверстие матри. цы, откуда она падает .а тару (иа фигурах не показана).
Ход пресса должен быть отрегулирова таким образом, стобы абразивный брусок 12 при верхнем положешш пуансонов и сох|эашш ко гтакт с кой. Усилие пружины 14. должно быгь отрегулировано nepej.teffle ffle резьбовой гфобки в х.р/осэч вике так, чтобы образ вавишйся после вырубки заусенец бглл полностью 5дален в контура детали,
Для случая, когда необходимо удалить заусенцы также и с отверстий , образоваш ых пробивными nyancoHaN-in, в матрице 16 помещ1ают второй держатель 22 с абразивным бруском 23, поджатый снизу .ггрулашой 24. Работа штампа происходит аналогн пю вышеописанной. : Техш-псо-экономи Ееский , создаваемый данным штампом, заключается в
ликвидании дополнительных операдий удаления заусен.ца с помош:ыо галтовки в барабанах, виброгалтовки, зачистки в спештальных станках и проч. сокраишет производственный цикл, высвобождает рабочих, занятых на операншг удаления заусенцев, уменьшает производственные площади, сни;кает арудоемкость .и себестоимость деталей. Кроме того, применение оп.исан1Ш х шта.мпов повышает
культ фу производства, так как не допускает эксплуатаци.и штампов с чрезмерным затуплением рабочих кромок матрицы, слишко-М большие заусенцы не могут быть удалены абраз1шньгм бруском.
Их появление будет сигнализгфовать о необходи1-лости переточки штампа, что повысит его потовую стойкость.
Формула изобретения
1.Последовательный штамп с запрессовкой выруоленной деталл в полосу, содержащш вырубной пуансон и взаимодействующий с ншл подпружшюнный выташшватель, а также подпружиненный npjrjKKvi, матрицу и тояка е.ль для удале11.ИЯ загфессованной детали из полосьг, расположешгый за вырубньпу пуансоном
в направлепик подачи полосы, отличающийся тем, что,с целью повышения качества деталей снятия с них заусенцев, он снабжет по меньшей мере, одним пуансоном для снятия заусен-цев, размещенным в 1Гриж.име между выр -бнытл пуансоном и толкателем if под 1ру; синенным в осевом направлении.
2.Последовательньгй штамп по я. 1, о т .л и ч а ю щ и и с .я тем, что он
скгабмсен по меньшей мере, одним пробивным пуансоном и по меньшей мере, одним допога1ительным пуансоном для зачистки заусенцев, размещен5Ш1м в матрице между вырубным отв.ерст.ием и отверстием для удаления .готовой детали.
3.Последовательный штамп по пп, 1 и 2, о т л и ч а ю щ и и с я тем, что.
57475826
пуансонь} для снятия заусенцев выполнены1. Зубцов М. Е. Литовая штамповка,
из абразивного материала.М.-Л., Машгиз, 1958, с. 329, фиг. 191,
Источники информации,штамповки, Машютостроение, М., 1969,
принятые во внимание при экспертизеj с. 4О8, фиг. 232 (прототип).
2. Малов Д. Е. Технология холодной
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Штамп последовательного действия с запрессовкой вырубленной детали в ленту | 1975 |
|
SU604608A1 |
| Штамп для вырезки изделий из листовых материалов | 1976 |
|
SU583842A1 |
| Штамп совмещенного действия для пробивки отверстий,вырубки и зачистки контура деталей | 1975 |
|
SU564908A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |

а S / / (pfjs.l 1 I
Фиг
