1
Изобретение относится к области литейного производства и может быть использовано при изготовлении литейных песчаных форм.
Известна формовочная машина для изготовления форм, преи.мущественно литейных, методом встряхивания с подпрессовкой, содержащая поршневой привод для прессования и поршневой привод для встряхивания, установленные телескопически, ударник и системы впускных и выхлопных отверстий 1. В известной машине изменение высоты встряхивания при работе машины в режиме «Встряхивание и в режиме «Встряхивание с одновременным прессованием достигается благодаря подвижной промежуточной гильзе, имеюшей систему впускных и выхлопных отверстий, причем перемещения промежуточной гильзы ограничиваются регулируемым упором. Эта машина имеет сложную конструкцию встряхивающего узла и сложную схему управления. Во время работы машины во взаимодействии находится несколько корпусных деталей встряхивающего узла, что вызывает технологические трудности при ее изготовлении из-за высоких требований к соосности, так как ударник должен базироваться по двум цилиндрическим поверхностям в различны ; деталях, а именно в промежуточной гильзе и встряхивающем поршне. Схема управления сложна из-за того, что для изменения хода с встряхивания по время работы механизма при управлении перемещениями промежуточной гильзы необходимо специально подавать сжатый воздух в полости, ограниченные промежуточной гильзой и встряхивающим порщнем.
10 Цель изобретения - упрощение конструкции формовочной машины.
Цель достигается тем, что формовочная машина для изготовления форм дополнительно снабжена системой выхлопных отверстий, расположенных относительно первой со смеi5щением по вертикали.
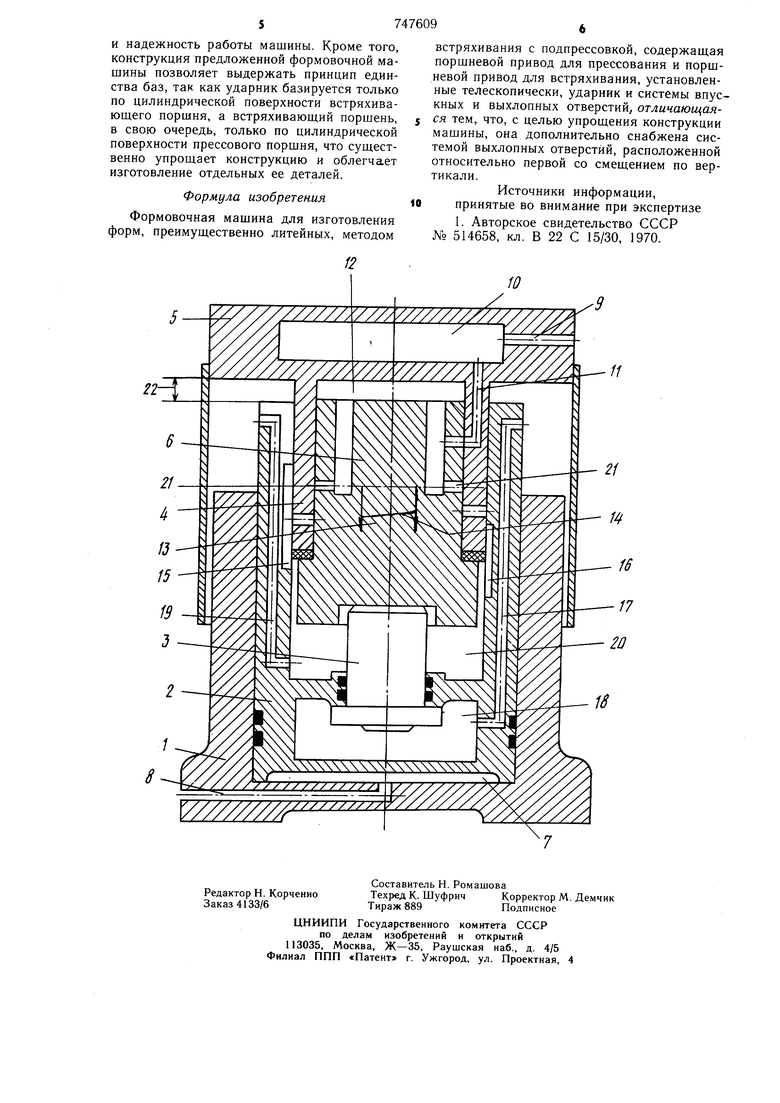
На чертеже схематически изображена предложенная машина.
В станине 1 формовочной машины расположен прессовый поршень 2, внутри которого смонтировано пневматическое амортизирующее устройство 3 и установлены встряХ1шаюший поршень 4 с формовочным столом 5 и ударник 6. Для подачи сжатого воздуха под прессовый поршень 2 в полость 7
в станине выполнен канал 8. Во встряхивающем поршне 4 с формовочным столом 5 выполнен канал 9 для подачи сжатого воздуха из магистрали в ресивер 10, канал 11, соединяющий ресивер 10 с подпоршневой полостью 12, выхлопные отверстия 13 и 14, расположенные на разной высоте. В прессовом иорн1не 2 выполнены проточки 15 и 16 для удаления выхлопного воздуха из-под встряхиваюп1,его поршня 4, канал 17 для подачи сжатого воздуха в полость 18 и канал 19 для удаления выхлопного воздуха из полости 20. В ударнике 5 выполнены выхлопные отверстия 21.
Машина может работать в двух режимах: сначала в режиме встряхивания, а затем в режи.ме встряхивания с одновременным прессованием. При работе в режиме встряхивания ход встряхивания должен быть несколько увеличенным. Это нужно для того, чтобы сильными и сравнительно редкими ударами равномерно распределить по объему опоки свободно насыпанную, первоначально рыхлую сме.сь. При этом также происходит предварительное уплотнение смеси. Далее работа мащины переходит в режим встряхивания с одновременным прессованием. При этом нужно, чтобы ход встряхивания уменьщился, а частота ударов увеличилась. В режиме встряхивания с одновременным прессованием формовочная смесь уплотняется окончательно. По достижении требуемой степени уплотнения встряхивание прекращается.
Формовочная машина работает следуюП1ИМ образом.
Для включения машины в работу подается сжатый воздух по каналу 17 в полость 18. Амортизирующее устройство 3 поднимается. .Затем подается сжатый воздух по каналу 9 во внутренний ресивер 10, откуда по каналу 11 он поступает в нодпоршневую полость 12. В результате встряхивающий поршень 4 с формовочным столом 5 поднимается, а ударник 6 опускается, преодолевая усилие амортизирующего устройства 3. После перекрытия канала 11 относительное движение встряхивающего порщня 4 и ударника 6 будет происходить по инерции до тех пор, пока не совместятся выхлопные отверстия 21 и 13. Сжатый воздух из подпоршневой полости 12 через проточку 15 поступает в полость 20, а затем - в атмосферу. После этого встряхивающий поршень 4 падает, а ударник 6 под воздействием пневматического усилия, развиваемого амортизирующим устройством 3, поднимается до соударения со встряхивающим поршнем, затем открывается канал 11 и цикл встряхивания повторяется.
Переход к режиму встряхивания с одновременным прессованием осуществляется следующим образом.
Сжатый воздух по каналу 8 подается в полость 7. Прессовый поршень 2 поднимается и встряхивающий поршень 4 с формовочным столом 5 через опоку со смесью упирается в прессовую траверсу. Встряхивание во время подъема прессового поршня 2 продолжается, так как в полости 18 давление сжатого воздуха постоянно.
Встряхивание с одновременным прессованием начинается при упоре опоки со смесью в прессовую траверсу и выборе к этому моменту зазора 22 между прессовым поршнем 2 и формовочным столом 5. Процесс встряхивания при этом происходит так же, как уже описано, с той лишь разницей, что встряхивающий поршень 4, прижатый через опоку со смесью к прессовой траверсе, почти не перемещается, а дальнейшее уплотнение смеси в форме происходит, главным образом, за счет прессования, сопровождаемого частыми ударами ударника 6 по формовочному столу 5.
Для осуществления встряхивания с одновременным прессованием прессовый поршень 2, поднимаясь, проходит расстояние относительно формовочного стола 5. При этом открывается выхлопное отверстие 14 во встряхивающем поршне 4, которое прежде было перекрыто стенкой прессового порщня 2. Поэтому при встряхивании с одновременным прессованием выхлоп сжатого воздуха из подпоршневой полости 12 происходит через отверстия 21 и 14, проточку 16 и далее - в полость 20, соединенную с атмосферой. Так как расстояние между выхлопными отверстиями 21 и 14 меньше расстояния между выхлопными отверстиями 21 и 13, то при работе механизма в режиме встряхивания с одновременным прессованием выхлопные отверстия открываются раньше, чем при работе механизма в режиме только встряS хивания, т. е. величина хода встряхивания уменьшается. Это сопровождается одновременным увеличением частоты ударов, что соответствует технологическим требованиям, предъявляемым к работе встряхивающего
- механизма в различных режимах, удовлетворение которых необходимо для получения качественного уплотнения форм, причем изменение величины хода встряхивания при подъеме прессового поршня проис.ходит автоматически.
В предлагаемой формовочной машине достигается упрощение конструкции по сравнению с известной машиной, так как в ней отсутствует промежуточная гильза, а также нет устройств, предназначенных для изменения положения промежуточной гильзы при работе машины в режимах «Встряхива ние и «Встряхивание с одновременным прессованием.
Изменение хода встряхивания достигается путем применения двухвысотной системы воздухораспределения и производится автоматически одновременно с подъемом прессового порщня, что позволяет улучшить качество формовки и повысить производительность
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Встряхивающая формовочная машина | 1974 |
|
SU514658A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| ФОРМОВОЧНАЯ МАМИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ | 1978 |
|
SU825271A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Формовочная машина | 1987 |
|
SU1503979A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Встряхивающая формовочная машина | 1988 |
|
SU1560364A1 |
