1
Изобретение относится к сварке, в частности к производству для электродуговой сварки.
Известен способ изготовления элек- , тродов для электродуговой сварки, при котором электроды окунают в замес компонентов, обладающих ферромагнитными свойствами, подвяливают и производ ят сушку 1 .10
Недостатком этого способа изготовления электродов является то,что при извлечении электродных стержней из замеса значительная часть обмазочной массы стекает и поэтому покры- 5 тие с толщиной более 1,5 мм удается нанести только за 2-3 окунания, причем при каждом окунании для получения равномерного по толщине покрытия стержни необходимо несколько раз 20 опускать в ванну и приподнимать на высоту 5-6 см. Последующий слой можно наносить только после полного высыхания предыдущего. Операция подвяливания (высыхания и отверждения) 25 обмазки увеличивает межоперационное время и тем значите.пьнее, чем больше: толщина покрытия и чем выше жидкоте- кучесть замеса. Поэтому изготовление электродов способом окунания связано 30
с большими затратами времени и ручного труда. Ввиду стекания обмазки методом окунания особенно трудно наносить толстые покрытия, содержащие в своем составе компоненты с большим удельным весом (железный порошок, ферросплавы, железная руда и т.д.).
По этой причине трудно получать покрытия одинакового сечения по длине электрода и в покрытии почти всегда возникают дефекты и в виде конусности, бугристости, вздутий и наплывов. Электроды, полученные методом окунания обычно имеют пониженные сварочно-технологические свойства, неравномерно горят, разбрызгивают и чехлят в процессе сварки.
Цель изобретения - -повышение сварочно-технологических свойств электродов, уменьшение времени технологического цикла изготовления электродов.
1 Для достижения поставленной цели подвялйвание осуществляют с помощью магнитного устройства, которое подклю чают к верхним концам каждого электрода и выдерживают до полной потери подвижности покрытия, а затем производят сушку при низком давлении.
П Риме р. Изготовляют две партии электродов по составу покрытия соответствующих типу Э42А-Ф и марке СМ-11 .Е 5 .мм с различным содержанием железного порошка, ПЖ-2С (ГОСТ 984961) ,- с одинаковым соотношением межЯУ другими компонентами в сухой смеси и одним и. тем же количествоМ жид,кого стекла (30 вес.% сухой смеси) ,. Состав покрытия электродов партии , А, мрамор 32,5; плавиковый шпат 23.,2г двуокись титана 4,1; поташ 1,5; оксицеллюлоэа 2,2; ферромарганец малоуглеродистый 4,0; ферросили. 45%-ный 9,7; железный порошок 2, жидкое стекло 30 вес.% сухой смеси. Состав покрытия электродов партии В, вес.%: мрамор 28,2; плавиковый шпат 20,3; двуокись титана 3,5; поташ 1,3; оксицеллюлоза 1,9; ферромарганец 3,8; ферросилиций 8,5; железный порошок 32,8; жидкое стекло 30 вес„% сухой смеси.
Обе партии по способу нанесения обмазки на стержни разделяют на 3
группы а,ь , с , причем электроды группы U изготовляют по обычной технологии метода окунания, группы 8-с применением магнитной системы и обычным подвяливанием и группы с-с применением магнитной системы и подвялйрйчием в контейнере при разряжении 260 мм рт.ст.
Окунание в замес производят одновременно для 20 стержней, закрепленны в специальные напорные рамки. Нан сение покрытия всех групп производят за 2 окунания строго в вертикальном положении при трехкратном приподнимании и опускании рамки на 5-6 см.
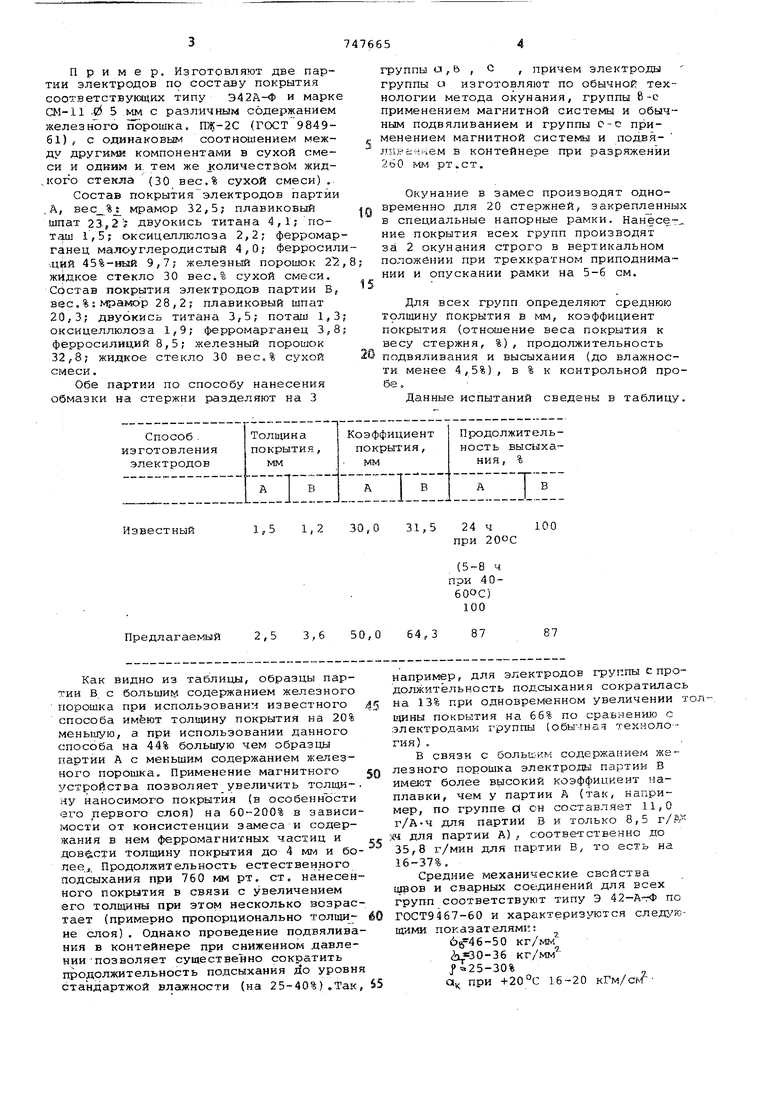
Для всех групп определяют среднюю толщину йо.крытия в мм, коэффициент покрытия (отношение веса покрытия к весу стержня, %), продолжительность подвяливания и высыхания (до влажности менее 4,5%), в % к контрольной пробе .
Данные испытаний сведены в таблицу
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионного борированияМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU852963A1 |
| Состав электродного покрытия | 1985 |
|
SU1540991A1 |
| Состав электродного покрытия | 1979 |
|
SU782974A1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
| ЭЛЕКТРОДЫ СВАРОЧНЫЕ | 1996 |
|
RU2119857C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1993 |
|
RU2049637C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2005 |
|
RU2293007C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2381885C2 |
| ПОКРЫТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2020 |
|
RU2739306C1 |
| Состав электродного покрытия | 1978 |
|
SU719840A1 |
1,5 1,2 30,0 31,5 24 ч 100
2,5 3,,6 50,0 64,3
Предлагаемый
Как видно из таблицы, образцы партии В с большим содержанием железного порошка при использовании известного способа имеют толщину покрытия на 20% меньшую, а при использовании данного способа на 44% большую чем образцы партии А с меньшим содержанием железного порошка. Применение магнитного устройства позволяет увеличить толсци- . ну наносимого покрытия (в особеннЪсти его первого слоя) на 60-200% в зависимости от консистенции замеса и содержания в нем ферромагнитных частиц и довести толщину покрытия до 4 мм и болee.J,. Продолжительность естественного подсыхания при 760 мм рт, ст. нанесенного покрытия в связи с увеличением его толщины при этом несколько возрастает (примерно пропорционально толщине слоя). Однако проведение подвяливания в контейнере при сниженном давлении -позволяет существенно сократить продолжительность подсыхания До уровня стандартжой влажности (на 25-40%),Так,
при 200С
. (5-8 ч
при 40600С)
100
87
87
например, для электродов группы с продолжительность подсыхания сократилась на 13% при одновременном увеличении тщины покрытия на 66% по сравнению с электродами группы (обычная технология) с
В связи с большим содержанием железного порошка электроды партии В имеют более высокий коэффициент наплавки, чем у партии А (так, например, по группе а он составляет 11,0 г/А-ч для партии в и только 8,5 дч для партии А) J соответственно до 35,8 г/мин для партии В, то есть на 16-37%.
Средние механические свойства швов и сварных соединений для всех групп соответствуют типу Э 42-А-гФ по ГОСТ9467-60 и характеризьются след-ующими показателями;,
6 46-50 кг/мм
ii 30-36 кг/мм
j «25-30% 0( при +20°С 16-20 кГм/сьГИспользование- предлагаемого способа изготовления электродов обеспечивает по сравнению с существующими способами следующие преимущества: возможность изготовления электродов с большим отношением веса Ьокрытия « весу стержня (с толщиной покрытия 3-5 мм и более) в том числе при введении в замес значительного количества компонентов с большим удельным весом (железный порошок, порошки из сталей и специальных сплавов, ферросплавов), что особенно важно в производстве высокопроизводител ных электродов с высоким коэффициентом наплавлеиия и электродов для наплавки; сокращение времени подвяливания и продолжительности последующей сушки и прокалки, увеличение произвЪдительности труда и снижение затрат .в производсте электродов; снижение требований по нормальности погружения и извлечения стержней из замеса; удаление большей части влаги из обмазки на первом этапе подвяливания, что уменьшает количество образующихся в покрытии пор, трещин и др.дефектов; повышение равномерности толщины покрытия по сечению и длине, уменьшение конусности, наплывов, бугристости, пор, раковин и других дефектов; улучшение сварочно-технологических . СВОЙСТВ электродов (уменьшение разбрызгивания, чехления обмазки и обрывов дуги), что повышает качество сварных швов.
Формула изобретения
Способ изготовления электродов
0 для злектродуговой сварки, при которой электроды окунают в замес компонентов, обладающих ферромагнитными свойствами, подвяливают и производят сушку, отличающийся
5 тем, что, с целью улучшения сварочнЪтехнологическцх свойств электродов, уменьшения времени технологического цикла изготовления электродов, подвяливание .осуществляют с помощью маг0нитного устройства, которое подключают к верхним концам каждого электрода и выдерживают о полной потери подвижности покрытия, а затем производят сушку при низком давлении.
5
Источники информации, принятые во внимание при экспертизе
