Настоящее изобретение относится к сварочным материалам, а именно к электродам для дуговой наплавки на детали, например, сельскохозяйственных машин износостойкого сплава для работы в условиях абразивного износа и знакопеременных нагрузок.
Кроме того, изобретение может быть применено для наплавки шнеков шламовых центрифуг, используемых для отделения и одновременно обезвоживания твердых составляющих сточных вод.
Известны электроды для износостойкой наплавки (Лившиц Л.С. и др. Основы легирования наплавленного металла. - М.: Машиностроение, 1969. - 187 С.; Наплавочные материалы стран-членов СЭВ. Каталог. - Киев; Москва: ВИНИТИ, 1979. - 619 С.; Яровинский Х.Л. и др. Современные наплавочные электроды. - М. : Черметинформация. 1987. - 32 С.), обеспечивающие определенную стойкость против абразивного износа. Однако металл, наплавленный этими электродами, либо содержит в большом количестве дорогостоящий вольфрам, либо недостаточно легирован с точки зрения обеспечения высокой износостойкости.
Известно электродное покрытие для получения износоударостойкого сплава, эксплуатируемого в абразивной среде (Патент 2098251, Россия, МКИ6 B 23 K 35/365, Яровинский Х.Л. и др., опубл. 10.12.97, Бюл. N 34) со следующим составом покрытия, вес.%:
мрамор - 10 - 18
плавиковый шпат - 8 - 16
композиционный упрочнитель - 40 - 60
комплексный раскислитель - 16 - 26
рутил - 3 - 10
никель - 1 - 5
Композиционный упрочнитель представляет собой гранулы, состоящие из диборидов хрома и диборидов титана в соотношении 3/2, с добавками никеля, марганца и алюминия.
Комплексный раскислитель состоит из смеси порошков графита, марганца, ферросилиция и ферротитана, взятых в равных процентных соотношениях.
Указанное покрытие обеспечивает высокую стойкость против истирания и ударных нагрузок, но содержит большое количество легирующих элементов и позволяет выполнять свару только на постоянном токе.
Наиболее близким электродом для износостойкой наплавки является электрод, состоящий из низкоуглеродистого стального стержня и покрытия, содержащего в мас.%:
полевой шпат - 15-25
рутил - 5-10
ферромарганец - 1-4
ферросилиций - 2-5
ферротитан - 6-12
ферромолибден - 3-8
феррованадий - 6-14
хром - 6-14
никель - 4-8
алюминий - 1-3
целлюлоза - 1-4
феррониобий - 0,3-1
графит - 0,3-1,5
мрамор - остальное
(Авторское свидетельство СССР 603543, Ждановский завод тяжелого машиностроения, 06.04.1978, Бюл. N 36).
Покрытие такого состава обеспечивает высокую износостойкость, но наплавку возможно выполнять только на постоянном токе, а содержание большого количества мрамора нарушает пластичность покрытия и ухудшает технологичность изготовления электродов.
Настоящее изобретение решает как проблему сварки на переменном токе, так и проблему улучшения технологичности изготовления электрода.
Это достигается с помощью использования электрода для износостойкой наплавки, состоящего из низкоуглеродистого стального стержня и покрытия, содержащего: мрамор, рутил, хром, молибден, ферромарганец, ферротитан, ферросилиций, графит, железный порошок, но в отличие от прототипа изобретение дополнительно имеет в составе покрытия слюду, каолин и целлюлозу со следующим соотношением компонентов, вес.%:
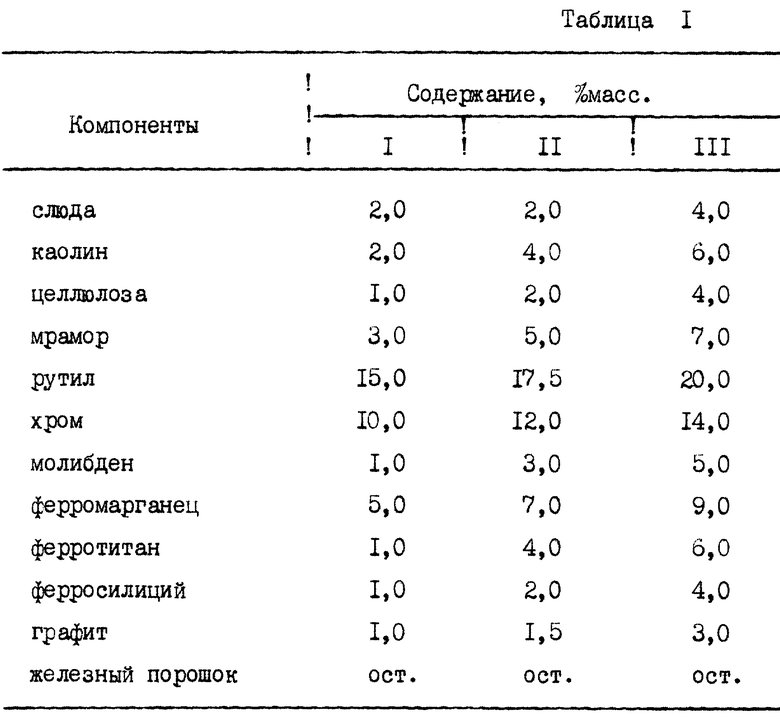
слюда - 2-4
каолин - 2-6
мрамор - 3-7
рутил - 15-20
хром - 10-14
молибден - 1-5
ферромарганец - 5-9
ферротитан - 1-6
ферросилиций - 1-4
графит - 1-3
целлюлоза - 1-4
железный порошок - остальное
Наличие в покрытии целлюлозы и каолина, а также малое содержание мрамора повысило пластичность обмазки и улучшило технологичность изготовления электродов.
Введение в состав покрытия слюды и одновременное увеличение массовой доли рутила, а также отсутствие плавикового шпата стабилизировало горение дуги и позволило выполнять сварку на переменном токе.
Кроме того, в процессе экспериментов было установлено, что при включении в состав покрытия 1-4% целлюлозы она выполняет функцию эффективного пластификатора. Однако введение менее одного процента целлюлозы снижает необходимый эффект, а более 4% - вызывает чрезмерное газовыделение.
Дополнительное введение каолина, в пределах 2-6% совместно с целлюлозой усиливает пластифицирующий эффект.
Также, в предлагаемом составе покрытия отсутствует фторид кальция. Известно, что фториды вводятся в состав покрытия электродов с целью предотвращения образования пористости в наплавленном металле. Вместе с тем, они снижают стабильность горения дуги, так как при нагревании чистых фторидов и их смесей образуются как простые, так и комплексные анионы, которые, присутствуя в атмосфере дуги, приводят к контрагированию столба дуги.
Экспериментально установлено, что введение слюды в состав покрытия повышает стабильность горения дуги. При этом содержание слюды менее двух процентов не дает какого-либо эффекта, а более 4% - нарушает формирование шва.
Эффект стабилизации дуги усиливается при увеличении доли рутила в покрытии до 20 мас.%.
Ниже приводятся конкретные варианты составов покрытия электродов (табл. 1).
Для определения физико-структурных и механических свойств наплавки изготавливали три варианта покрытия электродов в соответствии с табл. 1.
Электроды изготавливали традиционным способом, опрессовкой диаметром 4 мм и толщиной покрытия 5,8 - 6,2 мм.
Наплавку выполняли от источника переменного тока ТД-500 в семь слоев на режиме: ток сварки - 120-160 А, напряжение дуги - 24 В.
После шлифовки определяли твердость и наличие дефектов в наплавках.
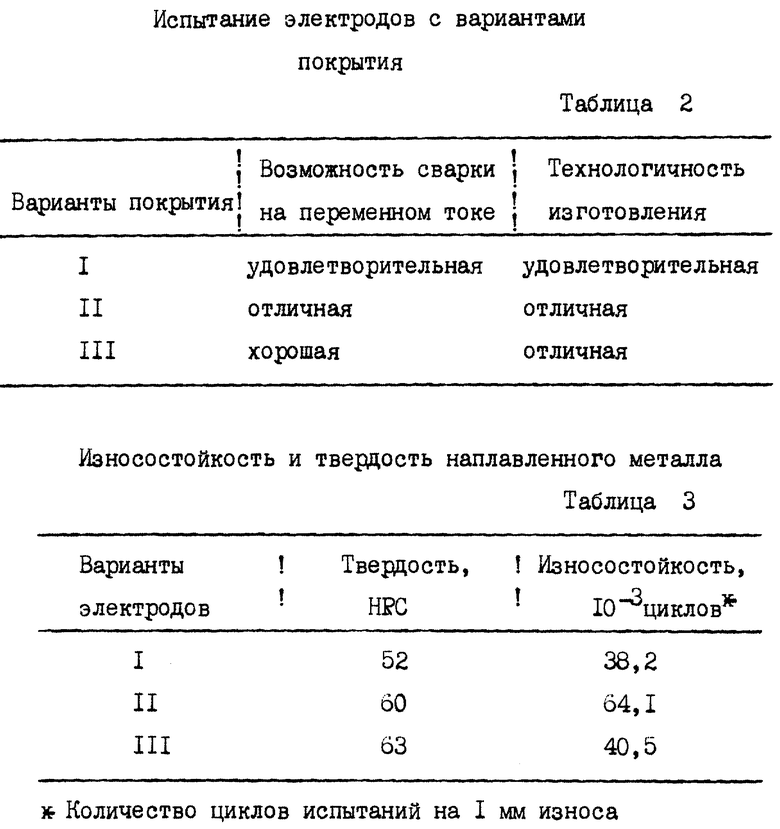
В табл. 2 и 3 представлены результаты испытания электродов с вариантами покрытия, а также износостойкость и твердость наплавленного металла.
Наиболее оптимальным по результатам испытаний является электрод с покрытием по второму варианту, который обеспечил сварку на постоянном токе и на переменном токе, что позволило значительно расширить область применения, поскольку часто на сельскохозяйственных предприятиях, где особенно широко используется электрод для восстановления деталей сельскохозяйственных машин, отсутствуют источники постоянного тока.
Кроме того, физико-структурные свойства наплавки позволяют заменить ранее применяемую наплавку сормайтом, при этом абразивно-ударная стойкость повышается в 2-2,5 раза.
Таким образом, применение настоящего изобретения снижает в сравнении с известными аналогами расход легирующих компонентов, позволяет выполнять сварку на переменном токе, повышает технологичность, а следовательно качество и производительность при изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2002 |
|
RU2218256C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1991 |
|
RU2009823C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1997 |
|
RU2130371C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2217285C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2003 |
|
RU2254218C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
| Состав электродного покрытия | 1978 |
|
SU719840A1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 1993 |
|
RU2102209C1 |
Электрод для износостойкой наплавки состоит из низкоуглеродистого стержня и покрытия, содержащего мас.%: слюда 2 - 4, каолин 2 - 6, целлюлоза 1 - 4, мрамор 3 - 7, рутил 15 - 20, хром 10 - 14, молибден 1 - 5, ферромарганец 5 - 9, ферротитан 1 - 6, ферросилиций 1 - 4, графит 1 - 3, железный порошок - остальное. Техническим результатом изобретения является возможность выполнения сварки на переменном токе, повышение технологичности, а следовательно качества и производительности при изготовлении электродов, снижение их себестоимости из-за уменьшения количества легирующих компонентов. 3 табл.
Электрод для износостойкой наплавки, состоящий из низкоуглеродистого стержня и покрытия, содержащего целлюлозу, мрамор, рутил, хром, ферромарганец, ферротитан, ферросилиций и графит, отличающийся тем, что покрытие дополнительно содержит слюду, каолин, молибден и железный порошок при следующем соотношении компонентов, мас.%:
Слюда - 2 - 4
Каолин - 2 - 6
Целлюлоза - 1 - 4
Мрамор - 3 - 7
Рутил - 15 - 20
Хром - 10 - 14
Молибден - 1 - 5
Ферромарганец - 5 - 9
Ферротитан - 1 - 6
Ферросилиций - 1 - 4
Графит - 1 - 3
Железный порошок - Остальное
| Состав электродного покрытия | 1976 |
|
SU603543A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ДЕТАЛЕЙ | 1995 |
|
RU2100167C1 |
| ЭЛЕКТРОДНОЕ ПОКРЬИИЕ | 0 |
|
SU261609A1 |
| ЭЛЕКТРОД ДЛЯ НАПЛАВКИ | 1973 |
|
SU435911A1 |
| Состав электродного покрытия для наплавки | 1991 |
|
SU1798094A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |

