1
Изобретение относится к обработке металлов давлением и может быть испсльзовано при получении биметаллических и ДВУХСЛОЙНЫХ полых изделий, в частности, при получении заготовок 5 для .сильфонов и подшипников скольжения.
Известны заготовки для изготовления биметаллических труб, состоящие из двух цельных монометаллических труб, образующих внутренний и наруж- tO ный слои, l . В качестве материалов для изготовления биметаллических труб используются нержавеющие и низкоуглеродистые стали, цветной металл (медь, бронза и алюминий).tS
Недостатком известных заготовок является то, что - при получении м§рных полуфабрикатов из длинньзх. труб образуется большое количество биме- 2Й та.плической стружки Разделение же материалов, в частности,черных и цветных, возможно только в специализиро анных цехах, которые на предприятиях чаще всего отсутствуют Отсутствие таких цехов приводит к значительным потерям ценных материалов. Это приводит к удорожанию изделий.
Известна также заготовка, содержащая оболочку и сердечник, набранный 38
из цилиндрических элементов длиной 2,0 3,5 диаметра 2).
Недостатком указанных заготовок является ограниченная область применения их по сортаменту и материалам. Указанное соотношение размеров выгодно лишь для заготовок, сердечник кото рых изготовлен из порхэшковых материалов. Такие заготовки нецелесообразно применять для изготовления сравнительно коротких изделий,например, вкла,цышей подшипников скольжения, и совершенно невозможно их применение при изготовлении сильфонов, так как длина сильфонов,как правило, составляет 7-8 диаметров.
Известные заготовки также приводят к повьЕиенному расходу плакирующего материала и не решают проблему разделения отходов при получении из труб мерных полуфабрикатов.
Цель изобретения - свижекие расхода плакирующего материала сердечника и расширение области применения заготовок по сортаменту.
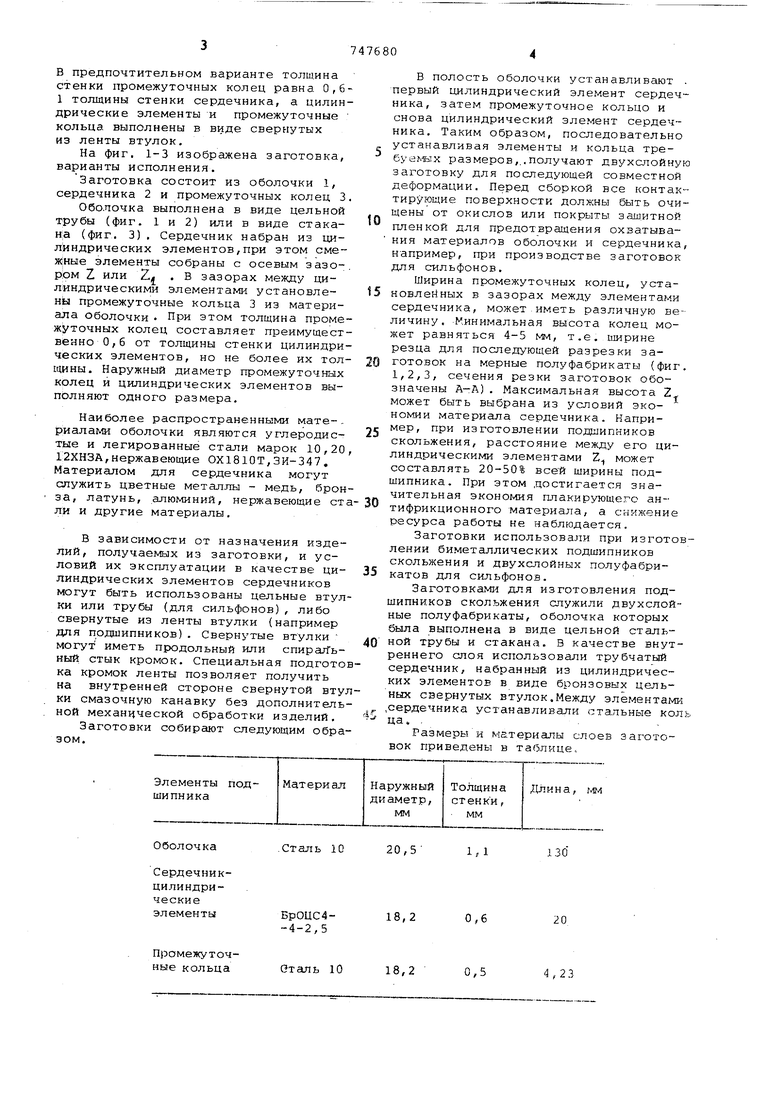
Поставленная цель достигается тем, что заготовка снабжена промежуточными кольцами, выполненными из материала оболочки, установленными между каждым цилиндрическим элементом сердечника,,. В предпочтительном варианте толщина стенки промежуточных колец равна. 0,61 толщины стенки сердечника, а цилиндрические элементы и промежуточные кольца выполнены в виде свернутых из ленты втулок. На фиг. 1-3 изображена заготовка, варианты исполнения. заготовка состоит из оболочки 1, сердечника 2 и промежуточных колец 3 Оболочка выполнена в виде цельной трубы (фиг. 1 и 2) или в виде стакан:а (фиг, 3) . Сердечник набран из цилиндрических элементов,при этом смежные элементы собраны с осевым зазором Z или Zj .В зазорах между цилиндрическими элементами установлеHfcJ промежуточные кольца 3 из материала Оболочки . При этом толщина проме жуточных колец составляет преимущест венно 0,6 от толщины стенки цилиндри ческих элементов, но не более их тол щины. Наружный диаметр промежуточных колец и цилиндрических элементов выполняют одного размера. Наиболее распространенными мате-р1иалами оболочки являются углеродистые и легированные стали марок 10,20 12ХНЗА,нержавеющие ОХ1810Т,ЗИ-347. Материалом для сердечника могут служить цветные металлы - медь, брон за, латунь, алюминий, нержавеющие ст ли и другие материалы. В зависимости от назначения изделий, получаемых из заготовки, и условий их эксплуатации в качестве цилиндрических элементов сердечников могут быть использованы цельные втул ки или трубы (для сильфонов), либо свернутые из ленты втулки (например для подшипников). Свернутые втулки могут иметь продольный или спира/Гьный стык кромок. Специальная подгото ка кромок ленты позволяет получить на внутренней стороне свернутой вту ки смазочную канавку без дополнитель ной механической обработки изделий. Заготовки собирают следующим обр зом.
Длина, fviM В полость оболочки устанавливают . первый цилиндрический элемент сердечника, затем промежуточное кольцо и снова цилиндрический элемент сердечника. Таким образом, последовательно устанавливая элементы и кольца требуе «х размеров,., получают двухслойную заготовку для последующей совместной деформации. Перед, сборкой все контактирующие поверхности должны быть очищены от окислов или покрыты заш.итной пленкой для предотвращения охватывания материалов оболочки и сердечника, например, при производстве заготовок для сильфонов. Ширина промежуточных колец, установленных в зазорах между элементами сердечника, может иметь различную величину. Минимальная высота колец может равняться 4-5 мм, т.е. ширине резца для последующей разрезки заготовок на мерные полуфабрикаты (фиг. 1,2,3, сечения резки заготовок обозначены А-А). Максимальная высота 2 может быть выбрана из условий экономии материала сердечника. Капример, при изготовлении подшипн.иков скольжения, расстояние между его цилиндрическими элементами Z может составлять 20-50% всей ширины подшипника. При этом достигается значительная экoнoIvШя плакирующего антифрикционного материала, а снижение ресурса работы не наблюдается. Заготовки использовали при изготовлении биметаллических подшипников скольжения и двухслойных полуфабрикатов для сильфонов. Заготовками для изготовления подшипников скольжения служили двухслойные полуфабрикаты, оболочка которых была выполнена в виде цельной стальной трубы и стакана. В качестве внутреннего слоя использовали трубчатый сердечник, набранный из цилиндрических элементов в виде бронзовых цельных свернутых втулок.Между элементами .сердечника устанавливали стальные коль ца. . Размеры и материалы слоев заготовок приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических полых осесимметричных изделий | 1990 |
|
SU1787600A1 |
| Способ получения биметаллических изделий | 1981 |
|
SU996046A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ЗАГОТОВКИ | 1994 |
|
RU2071891C1 |
| Способ изготовления биметаллических полых изделий | 1977 |
|
SU662309A1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 2000 |
|
RU2197367C2 |
| Способ изготовления многослойныхТРубНыХ зАгОТОВОК и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU829391A1 |
| Способ изготовления трубчатых деталей с изменяющимся по длине поперечным сечением | 2021 |
|
RU2794403C1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВОМ БИМЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ КОРПУСОВ | 1987 |
|
SU1466132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2304487C1 |
.Сталь 1020,5
БрОЦС4-4-2,5
ПромежуточОтальЮ18,2 ные кольца
130
1,1
18,2
0,6
20
0,5
4,23 Перед сборкой заготовок для совместного деформирования контактов по верхности слоев подготавливались к термодиффуэионной обработке Химическая подготовка стальных обо лочек к сварке включала обезжиривани и омеднение. Подготовка бронзовых эл ментов к сварке заключалась в обезжи ривании и осветлении в сернохлорном растворе. Сердечник собирали путем последов тельной установки цилиндрических эле ментов и промежуточных колец в оболо ку с технологическим зазором 0,1мм ПС сопряженному диаметру, Совместная деформация слоев заготовки осуществлялась в штампе для вытяжки с утонением стенки в матрице диаметром 20 мм, на оправке - 17 мм. Собранные заготовки подвергали термодиффузионной обработке в вакуумной пе чи при следующих режимах: температура печи 910+ время выдержки 30 мин, После термодиффузионной обработки заготовки разрезали в размере подшипников ро плоскости установки промежуточных колец. Размеры полученных подшипников: наружный диаметр 20 мм; ширина 6,5 мм толщина слоя бронзы 0,55 мм; толщина стенки 1,5 мм. Во всех случаях изделия, полученные из указанных заготовок, имели высокую точность. Геометрические размеры заготовок соответствовали второму классу точности, разностенность не превышала + 1,5% суммарной толщины стенки изделия. Использование заготовки для изгото ления биметаллических и двухслойных полых изделий позволяет получить слефи.ё.. / дующие технико-экономические преимущества:снижение расхода плакирующего материала за счет установки элеме|1тов сердечника с зазором; устранение необходимости переработки (разделения) биметаллической стружки за счет установки в плоскости резки промежуточных колец из материала оболочки; расширение области применения заготовок по сортаменту и материалам снижение затрат на подготовку к термодиффузионной обработке заготовок за счет выполнения оболочки в виде стакана. изобретения Заготовка для изготовления биметаллических полых изделий, содержащая оболочку и сердечник, набранный из цилиндрических элементов, отличающаяся тем, чт.о, с целью снижеЬия расхода материала сердечника и расширения области применения, она снабжена выполненными из оболочки промежуточными кольцами, установленными между цилиндрическими элементами . Источники информации принятые во внимание при экспертизе 1.Шевченко А.А. и др. Анализ состояния и перспективы производства и применения биметаллических труб. Киев, УкрНИИНТИ, 1970, с. 32-35, рис, 6-8, 2.Авторское свидетельство СССР №582013, кл. В 23 Р 3/06, 1975 (прототип) .
я
y - f у / f / / .7 /.. / X / X/
vvv
ШЫ {. 3
Шиа. 5 5 Э
