Изобретение относится к области погрузочно-разгрузочных работ и может быть.использовано на операциях складской переработки и погрузкивыгрузки рельсов и других прокатных ферромагнитных изделий на заводах черной металлургии, базах и складах черных металлов. Известны устройства для кантования и укладки в штабель прокатных ферромагнитных изделий, содержащие грузоподъемные электромагниты или электромагнитные траверсы, которые при сложном конструктивном выполнении обеспечивают кантование только плитообразных изделий - слябы, плит сталь листовая и т.п. l . Известно также устройство для ка тования и укладки прокатных ферромагнитных изделий в штабель, содерж щее грузовую траверсу, на стойках которой шарнирно закреплена электро магнитная балка с двумя плоскими полюсными двумя боковыми поверхнос тями 2 . Это устройство -обеспечивает пере мещение и укладку ПРОК-1ТНЫХ ферромагнитных изделий в штабель,наприме рельсов только подошвами вниз (есте ственное и устойчивое положение). Однако, с целью сокращения габаритов многорядного штабеля рельсов, все четные ряды рельсов укладывают головками вниз мекоду рельсами нечетных рядов. Такая схема укладки рельсов требует, чтобы каждый рельс перед укладкой в четные ряды штабеля был перевернут на 180°. Эта операция, как правило, осуществляется вручную при помощи специальных ломиков. Цель изобретения - повышение производительности укладки прокатных изделий путем исключения ручного труда и обеспечение кантования различных по размерам прокатных изделий. Поставленная цель достигается тем, что Предлагаемое устройство имеет выступ и упор, выполненные из немагнитного материала, установленные на одной из полюсных поверхностей с зазором между собой, равным, например, размеру подошвы прокатного изделия, при этом расстояние между выступом и краем боковой поверхности электромагнитной балки равно, например, величине головки прокатного изделия . Выступ и упор установлены на полюсной поверхности с возможностью перестановки.
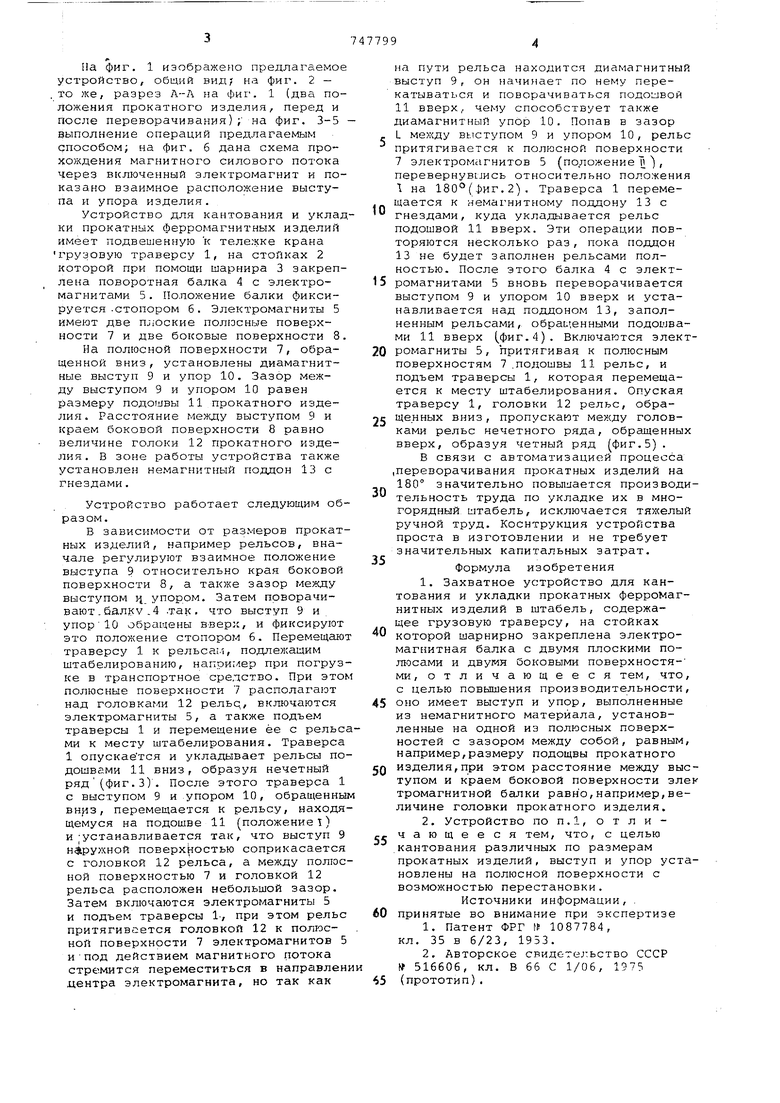
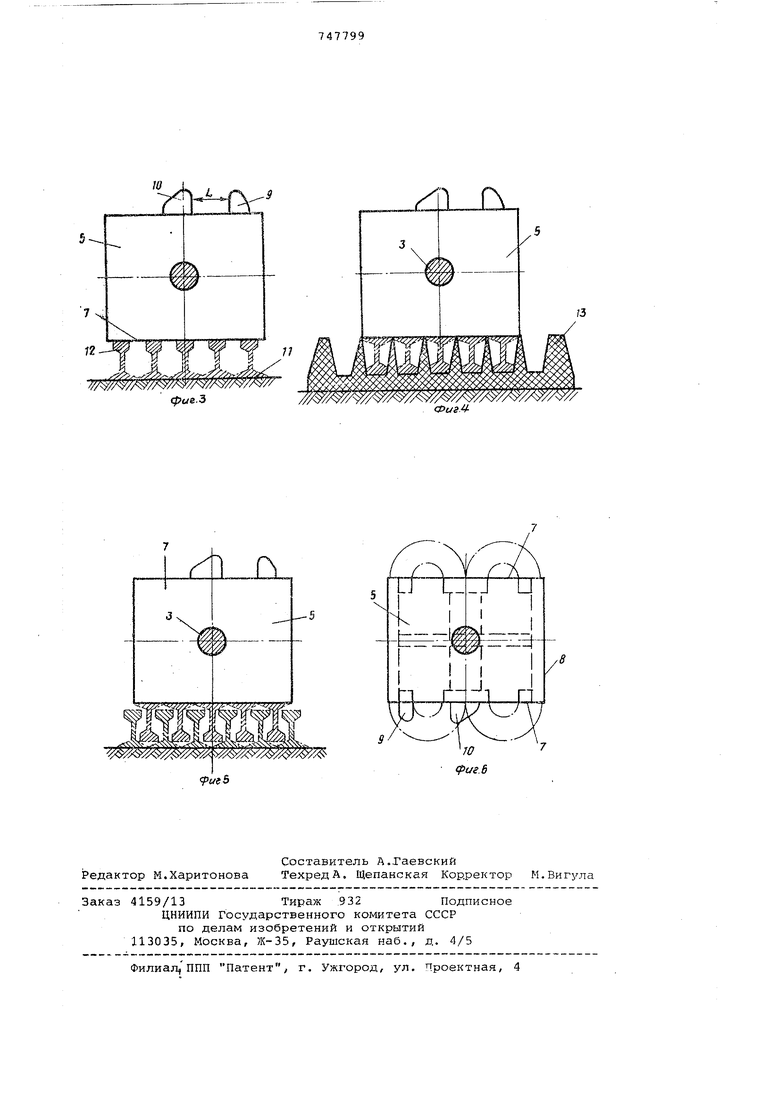
Па фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, разрез Л--Л на фиг. 1 (два положения прокатного изделия, перед и после переворачивания) J на фиг. 3-5 - выполнение операций предлагаемым способом; на фиг. 6 дана схема прохождения магнитного силового потока через включенный электромагнит и показано взаимное расположение выступа и упора изделия.
Устройство для кантования и укладки прокатных ферромагнитных изделий имеет подвешенную к тележке крана грузовую траверсу 1, на стоПках 2 которой при помощи шарнира 3 закреплена поворотная балка 4 с электромагнитами 5. Положение балки фиксируется -стопором 6. Электромагниты 5 имеют две п;;оские пол1эсные поверхности 7 и две боковые поверхности 8.
На полюсной поверхности 7, обращенной вниз, установлены диамагнитные выступ 9 и упор 10. Зазор между выступом 9 и упором 10 равен размеру подо1явы 11 прокатного изделия. Расстояние между выступом 9 и краем боковой поверхности 8 равно величине голоки 12 прокатного изделия, в зоне работы устройства также установлен немагнитный поддон 13 с гнездами.
Устройство работает следующим образом.
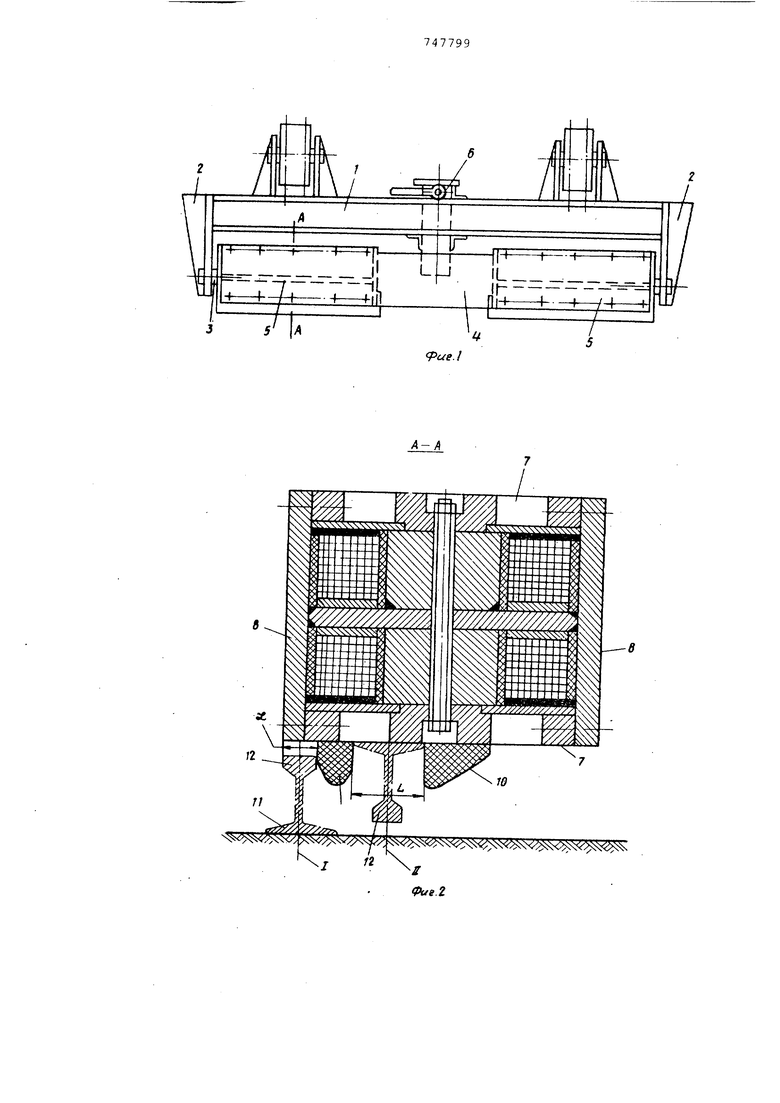
В зависимости от размеров прокатных изделий, например рельсов, вначале регулируют взаимное положение выступа 9 относительно края боковой поверхности 8, а также зазор между выступом ц упором. Затем поворачивают, .4 .так, что выступ 9 и упор10 обращены вверх, и фиксируют это положение стопором 6. Перемещают траверсу 1 к рельсам, подлежащим штабелированию, наприг-iep при погрузке в транспортное средство. При этом полюсные поверхности 7 располагают над головками 12 рельс,, включаются электромагниты 5, а также подъем траверсы 1 и перемещение ее с рельсами к месту штабелирования. Траверса 1 опускается и укладывает рельсы подошвами 11 вниз, образуя нечетный ряд (фиг.3). После этого траверса 1 с выступом 9 и упором 10, обращенным BHJ13, перемещается к рельсу, находящемуся на подошве 11 (положение) и ;устанавливается так, что выступ 9 наружной поверх 1остью соприкасается с головкой 12 рельса, а между полюсной поверхностью 7 и головкой 12 рельса расположен небольшой зазор. Затем включаются электромагниты 5 и подъем траверсы 1-, при этом рельс притягивсется головкой 12 к полюсной поверхности 7 электромагнитов 5 ипод действием магнитного потока стремится переместиться в напрс1влении дентра электромагнита, но так как
на пути рельса находится диамагнитный выступ 9, он начинает по нему перекатываться и поворачиваться подошвой 11 вверх, чему способствует также диамагнитный упор 10. Попав в зазор L между Бьлступом 9 и упором 10, рельс притягивается к полюсной поверхности 7 электромагнитов 5 (положение И ) , перевернувиись относительно положения 1 на 180°(фиг.2). Траверса 1 перемещается к немагнитному поддону 13 с гнездами, куда укладывается рельс подошвой 11 вверх. Эти операции повторяются несколько раз, пока поддон 13 не будет заполнен рельсами полностью. После этого балка 4 с электромагнитами 5 вновь переворачивается выступом 9 и упором 10 вверх и устанавливается над поддоном 13, заполненным рельсами, обра енными подошвами 11 вверх (фиг.4). Включаются электромагниты 5, притягивая к полюсным поверхностям 7 .подошвы 11 рельс, и подъем траверсы 1, которая перемещается к месту штабелирования. Опуская траверсу 1, головки 12 рельс, обраще.нных вниз, пропускают мехсду головками рельс нечетного ряда, обращенных вверх, образуя четный ряд (фиг.5).
В связи с автоматизацией процесса ,переворачивания прокатных изделий на 180 значительно повышается производительность труда по укладке их в многорядный штабель, исключается тяжелый ручной труд. Коснтрукция устройства проста в изготовлении и не требует значительных капитальных затрат. Формула изобретения
1.Захватное устройство для кантования и укладки прокатных ферромагнитных изделий в штабель, содержащее грузовую траверсу, на стойках которой шарнирно закреплена электромагЕШТная балка с двумя плоскими полюсами и двумн боковыми поверхностими, отличающееся тем, что, с целью повышения производительности, оно имеет выступ и упор, выполненные из немагнитного материала, установленные на одной из полюсных поверхностей с зазором между собой, равным, например,размеру подощвы прокатного изделия,при этом расстояние между выступом и краем боковой поверхности эле тромагнитной балки равно,например,величине головки прокатного изделия.
2.Устройство по п.1, о т л и чающееся тем, что, с целью кантования различных по размерам прокатных изделий, выступ и упор установлены на полюсной поверхности с возможностью перестановки.
Источники информации, , принятые во внимание при экспертизе
1.Патент ФРГ № 1087784, кл. 35 в 6/23, 1953.
2.Авторское свидетельство СССР W 516606, кл. В 66 С 1/06, 1975 (прототип),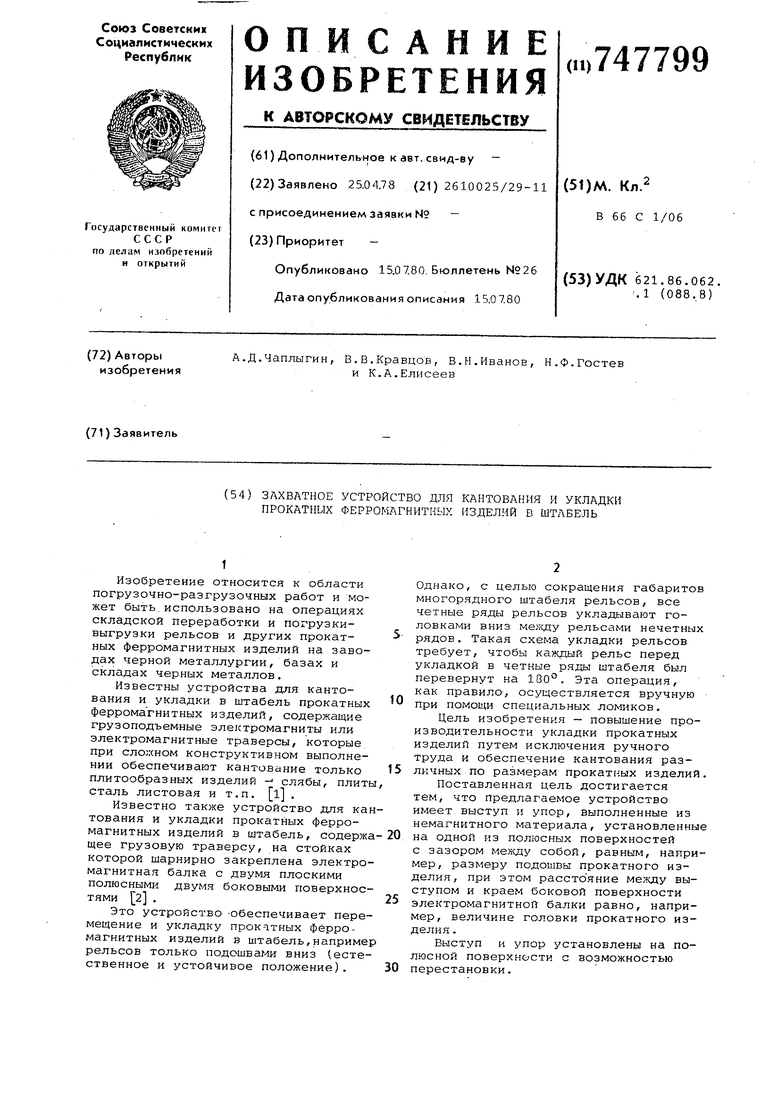
dlФигМd
(Л PL
.6
