(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ
1
Изобретение относится к первичной обработке лубяных волокон .и может быть использовано на льнопенькозаводах для интенсификации обработки 5 лубяного сырья, в частности для получения ленты из лубяных волокон, пригодной для изготовления льняной пряжи малых линейных плотностей (высоких номеров).fO
Известно устройство для обескостривания лубяного сырья, содержащее, по крайней мере, две пары разнове;ликих трепальных бильных барабанов с поочередным изменением места распо- с ложения их относительно друг друга и враща:о1цихся с одинаковой угловой скоростью 1 .
Лубяное сырье поступает в первую пару трепальных барабанов. Трепаль- 20 ные барабаны имеют одинаковое число бил и одинаковую угловую скорость. Обрабатываемое сырье, проходя между билами трепальных барабанов, подвергается трепально-скоблящему воздей- 25 ствию за счет захождения бил трепальных барабанов и разности их окружных скоростей. Скоблящий эффект будет большим со стороны барабана с большим диаметром; так как окруж- JQ ВОЛОКОН
ная скорость большего барабана больше окружной скорости меньшего барабана. Затем сырье поступает во вторую пару трепальных барабанов с противоположным расположением барабанов по отношению к барабанам первой пары и .обрабатывается с другой стороны аналогично первой паре. При этом величина (глубина) захождения бил по ходу движения сырья в обеих парах одинакова, что не обеспечивает интенсивное обескостривание лубяных волокон.
Недостаток известного устройства . заключается в том, что оно не обеспечивает четкую подачу и.фиксирова- . ние сырья в зоне трепания, т.е. обработка свободно продвигающегося сырья ведется только за счет вргицающегося движения бил трепальных барабанов.
Кроме того, из-за постоянной величины захождения бил в обеих парах процесс обработки не интенсифицирован , что требует многократного прохождения сырья через данное устройство, и степень обёскостривания лубяных волокдн недостаточна.
Наиболее близким к предлагаемому по технической сущности является
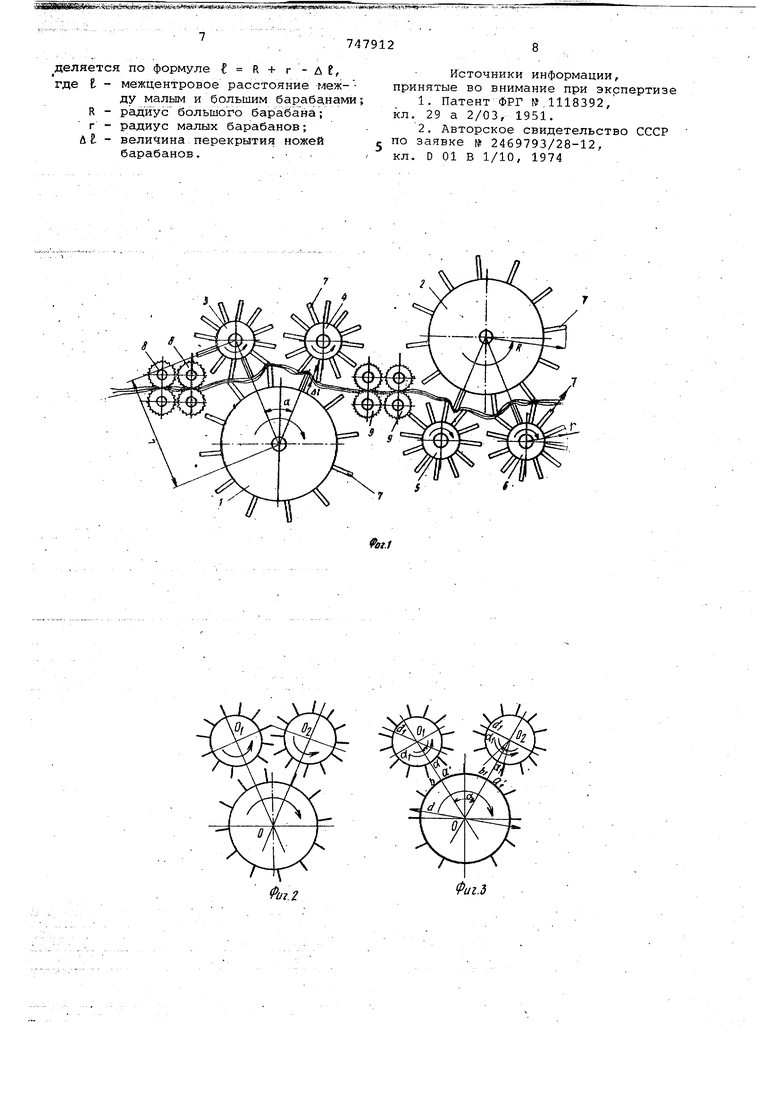
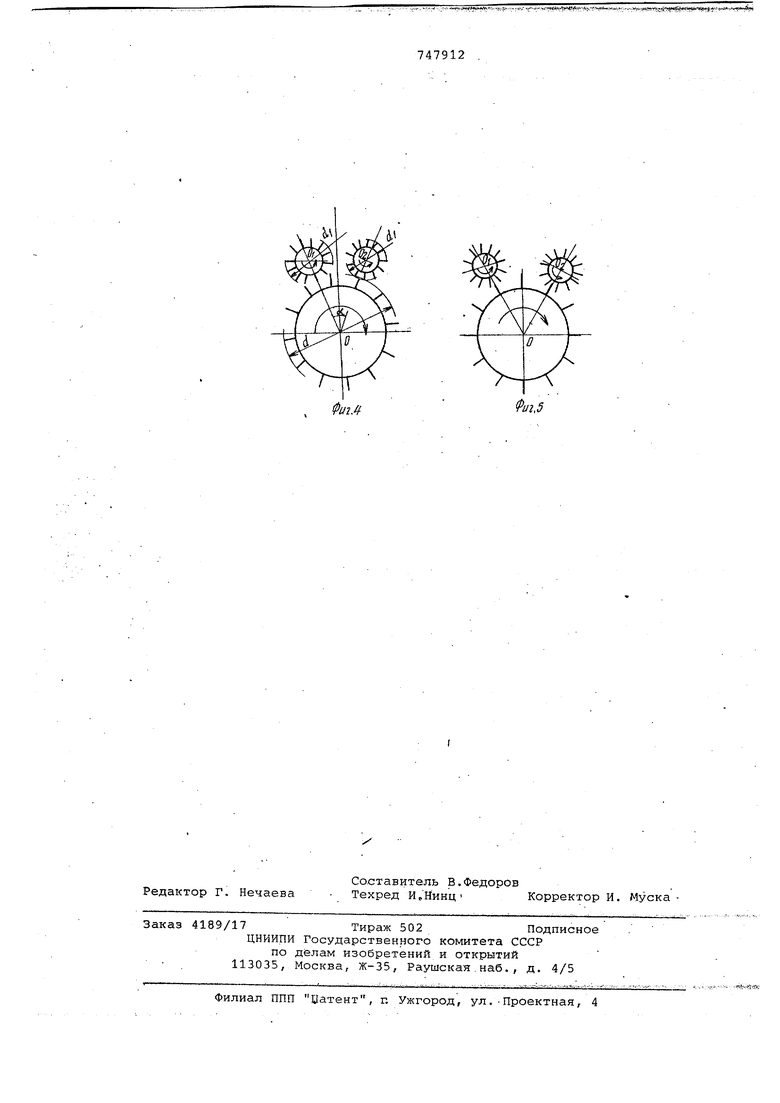
747912 устройство для обработки лубяных волокон, содержащее размещенные между парами рифленых вальцов обескост ривающие .приспособления, каждое из которых имеет, по меньшей мере, два ножевых барабана с осями, расположенными по окружности, концентричной относительно оси ножевого бара|6aria большего диаметра, расположенного с противоположной .стороны от линии зажима волокна относительно соответствующего барабана другогообескостривающего приспособления 2 - р-- -Каждое из приспособлений выполнен в виде трех разновеликих ножевых бар банов с одинаковым числом ножей и им ющих возможность вращения относител но своих соей с одинаковой угловой скоростью. . Однако это приспособление не позволяет интенсифицировать процесс обе костривания волокна за один проход из-за наличия того,что не определено оптимальное соотношение диаметров барабанов, и, кроме того, их взаимно расположение не обеспечивало нужного для процесса обескостривания дифференциального захождения бил и необходимой зоны трепания, Цель изобретен ия - повышение качества обработки лубяных волокон. Это достигается тем, что отношение диаметров ножевых барабанов каждого обескостривающего приспособления находится в пределах 1:(1,5тЗ) при этом угол между барабанами меньшего диаметра находится в пределах 45-60, а межцентровое расстояние между барабанами большего и меньшего диаметров определяется по формуле е К+г-дЕ, где (. - межцентровое расстояние меж. ду малым и большим барабанами ; R - радиус большого барабана; г - радиус малых барабанов; д 6 - .величина перекрытия ножей барабанов. На фиг. 1 показано предлагаемое у стройство для обработки лубяных во локой; М фиг. 2 - схема взаимодейст вия барабанов при соотношении их диаметров 1:1,5,угол между барабанам . на фиг. 3 - то же, угол между бара банами на фиг. 4 - схема взаимодействия барабанов присоотношении их диаметров 1:3, угол межДУ барабанами 459; на фиг. 5- то ж угол между барабанами 60. Устройство для обработки лубяных волокон содержит два обебкостривающих приспособления споочередным из менением места их расположения отно сительно линии зажима волокна, кажд из приспособлений состоит из трех разновеликих ножевых барабанов 1,2, 4,5, и 6с одинаковым числом ножей . иимеющих возможность вращения отно сительно осей с одинаковой угловой Скоростью, при этом каждое обескостривающее приспособление снабжено подающе-удерживающим и принимающим приспособлениями, выполненными в виде одной или нескольких пар рифленых вальцов 8 и 9, причем,малые ножевые барабаны 3, 4, 5 и 6 выполнены в соотношении их диаметров к диаметру больших ножевых барабанов 1 и 2 как 1:(1,5тЗ) и радиально расположены относительно больих барабанов с межцентровыми расстояниями, равными 1 К+г-д€ и обра-, зующими угол в 45-60°, где R - радиус большого барабана; г - радиус малых барабанов; д€ - величина перекрытия ножей -барабанов. Выполнение малых ножевых барабанов в соотношении их диаметров к диаметру большого ножевого барабана как 1:(1,5тЗ) позволяет рационально разместить их по поверхности большого барабана с образованием зоны трепания с максимальным захождением ножей от-. носительно друг друга и эффективно вести процесс обескостривания и очистку волокна от покровных тканей без разрыва волокон. . При соотношении диаметров 1:3 и образуемым межцентровыми расстояниями -минимальном угле в 45 длина дуги зоны трепания равна 173 мм, что обусловлено длиной среднештапельного волокна. При соотношении диаметров 1:1,5 и образуемым межцентровыми расстояниями угле в 60 зона трепания увеличивается и равна 251 мм, что обусловлено обработкой более длинноштапельного волокна. При соотношении диаметров более чем.1:3 И увеличении угла между межцентровыми расстояниями больше 60 длинное волокно не будет обрабатываться по всей его- длине равномерно,а при соотношении диаметров менее чем 1:1,5 и уменьшении угла между межцентровыми расстояниями менее 45°конструкция не будет работоспособна, так как ножи Малых барабанов не смогут образовать зону трепания и будут задевать друг друга. Радиальное расположение малых бара-. банЪв относительно большого барабана ;с межцентровым расстоянием равным t R + r-A и образованием угла в 45-60 обеспечивает максимальное захождение ножей, что эффективно сказывается на обескостривании волсэкна за один проход без его разрыва. При увеличении угла больше 60 увеличивается мертвая зона обработки, что. не позволяет равномерно обработать волокно по всей его длине, а при уменьшении угла меньше 45 возрастают напряжения на- волокно, что приводит к его разрыву. Величина.зоны трепания т соответствует сумме длины двух дуг окружности: первая дуга окружност ножевого барабана большого диаметра определяемой углом с/, между межцент ровыми расстояниями оо и ooj, трех разновеликих ножевых барабанов вторая дуга, слагаемая из двух дуг a;{Bt, по окружности ножевого барабана-малого диаметра, определяе мой углом о( между радиусами соседни ножей. Оптимальноеотношение m диаметра большого барабана d к диаметр малого барабана d , вытекающее из рациональности конструкции обескост ривающего узла, составляет соотношение диаметров (1,5тЗ):1. Общий вид формулы величины зоны :трепания прини1м{ает следующую мате матическую зависимость: Sr-d-oC т - - - J. ( 360 360 Так как т lo m -rj , и при упрощении формула (1) принимает следующий вид: т ytk+d-i/m ,/ - X т -J ,. -d(2s Пример. Диамет э большого н жевого барабана d 360 мм. Диаметр малого ножевого барабана d 180 м Соотношение диаметров большого и малого барабанов m 2, Угол между межцентрованными расстояниями трех разновеликих ножевых барабанов о( 6 Угол между радиусами соседних ножей 12-ножевого барабана малого диаметра о( i 30° . Величина зоны трепания Т равна еогТ -.. ..... ,. 75 360 ,14. ,14360X 360 мм 235,5 мм Устройство для обработки лубяных волокон работает следующим образом. Слой лубяного волокна поступает в рифленые вальцы 8, которые передают его в обескостривающее приспос ление , имеющее три барабана 1,3 и 4. При этом барабаны 3 и 4 радиально расположены по поверхности барабана 1. Окружная скорость ножевых бараба нов обескостривающего приспособле ния в 5-8 раз больше линейной скорости продвижения обрабатываемого материала в рифленых вальцах 8. Но жевые барабаны 7 имеют одинаковое число ножей и одинаковую угловую скорость. В обескостривающем приспособлении слой проходит между нож выми барабанами, очищается от костр как за счет скоблящего эффекта на кромке ножа барабана, возникающего вследствие разности линейных ско ростей подачи слоя лубяного волокна подающе-удерживающим приспособлением 8 и собственно ножевых обескостривающих барабанов 1, 3 .и 4, так и дополнительно за счет разност .: окружных, скоростей кромок большого 1 и малых барабанов 3 и 4, обусловленных разностью их диаметров. Скоблящий эффект будет большим со стороны барабана с большим диаметром, так как его окружная скорость больше окружной скорости малых барабанов. Следовательно, в первом обес-. костривающем приспособлении лучше обрабатывается нижняя часть слоя волокна, а во втором обескостривающем приспособлении лучше обрабатывается барабанами 2, 5 и б верхняя часть слоя волокна. . . Кроме того,для интенсификации процесса обескостривания слоя волокна зона трепания,образованная расположением малых барабанов 3,4 и 5,6 по поверхности больших барабанов 1 и 2 с углом 45-60, равна длине дуги ot 173 до 251 мм, а захождение ножей малых барабанов 3, 4,5 и 6 между ножами больших барабанов 1 и 2 увеличивается по ходу движения слоя волокна отОдоЮмм (10мм- Л) . :После обработки слоя волокна в первом обескостривающем приспособлении он поступает в рифленые- вальцы 9, которые служат для второго обескостривающего приспособления подающе-удерживающим приспособлением. Работа второго обескостривйющего приспособления аналогична работе Первого обескостривающего приспособления. Повышение интенсификации процесса обескостривания повышает качество (сортность), например,однотипной лубяной ленты на 15%. Формула изобретения , Устройство для обработки лубяных волокон, содержащее размещенные между парами рифленых вальцов обескостривающие приспособления, каждое из которых имеет, по меньшей мере, два ножевых барабана с осями, расположенными по окружности,, концентричной относительно оси ножевого барабана большего .диаметра, расположенного с противоположной стороны от линии зажима волокна относительно соответствующего барабана другого обескостривающего . приспособления, отличающеёс .я тем, что, с целью повышения качества обработки, отношение диабетров ножевых барабанов каждого обескостривающего приспособления находится в пределах 1:(1,5-гЗ), при. этом угол между барабанами меньшего диаметра находится в пределах 45-60 , а межцентровое расстояние между барабанами большего и меньшего диаметра опре деляется по формуле i R + r-Af, где t - межцентровое расстояние меж-ду малым и большим бараба,нами; R - радиус большого бара бана; г - радиус малых барабанов; U . - величина перекрытия ножей
барабанов. . . /
747912
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ №.1118392, кл. 29 а 2/03, 1951.
2.Авторское свидетельство СССР 5 по заявке № 2469793/28-12,
кл. D 01 В 1/10, 1974
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для поточного получения лубяной ленты | 1979 |
|
SU861407A1 |
| Линия переработки технической конопли | 2023 |
|
RU2814080C1 |
| БАРАБАН ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 1999 |
|
RU2151222C1 |
| Установка для поточного получения лубяной ленты | 1977 |
|
SU739135A1 |
| СЕКЦИЯ ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 1999 |
|
RU2145649C1 |
| МАШИНА ДЛЯ ОБРАБОТКИ СТЕБЛЕЙ ЛУБЯНЫХ РАСТЕНИЙ | 1935 |
|
SU49004A1 |
| СЕКЦИЯ ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 2000 |
|
RU2165487C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЛУБОВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2008 |
|
RU2375507C1 |
| БАРАБАН ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 2012 |
|
RU2503756C1 |
| СЕКЦИЯ ТРЕПАЛЬНОЙ МАШИНЫ ДЛЯ ОБРАБОТКИ ЛУБЯНЫХ ВОЛОКОН | 2007 |
|
RU2350701C1 |
/иг.З
747912
ФигЛ
