Предлагается устройство, предназначенное для автоматического контроля и сортировки изделий, имеющих цилиндрическую форму (ролики, иглы подшипников, гладкие валики и т.п.), по их размерам.
Автоматы подобного назначения, обеспечивающие последовательный проход измеряемых изделий через мерительные головки с одновременным контролем нескольких размеров, снабженные электронными реле, в анодную цепь которых включены исполнительные реле, известны.
Описываемое устройство является усовершенствованием подобных автоматов и обеспечивает большую точность контроля; его особенность заключается в применении двух групп тиратронных реле, в общую часть анодной цепи которых включен контакт для последовательного автоматического контроля изделий по диаметрам и по длине. В этом устройстве применены включенные в анодные цепи тиратронных реле исполнительные реле с дополнительными контактными и плоскими толкателями, предназначенными для прокатывания изделия по плоскости, с целью измерения всех его диаметров и длины и последующего его выталкивания в сортирующее приспособление.
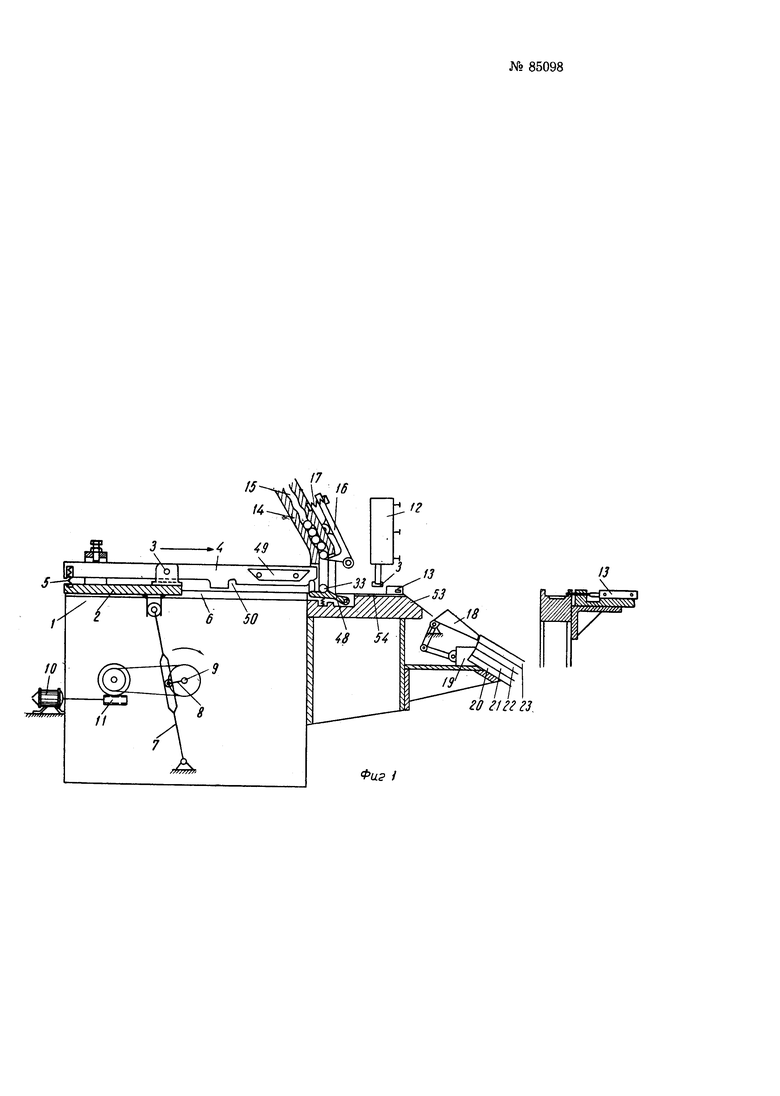
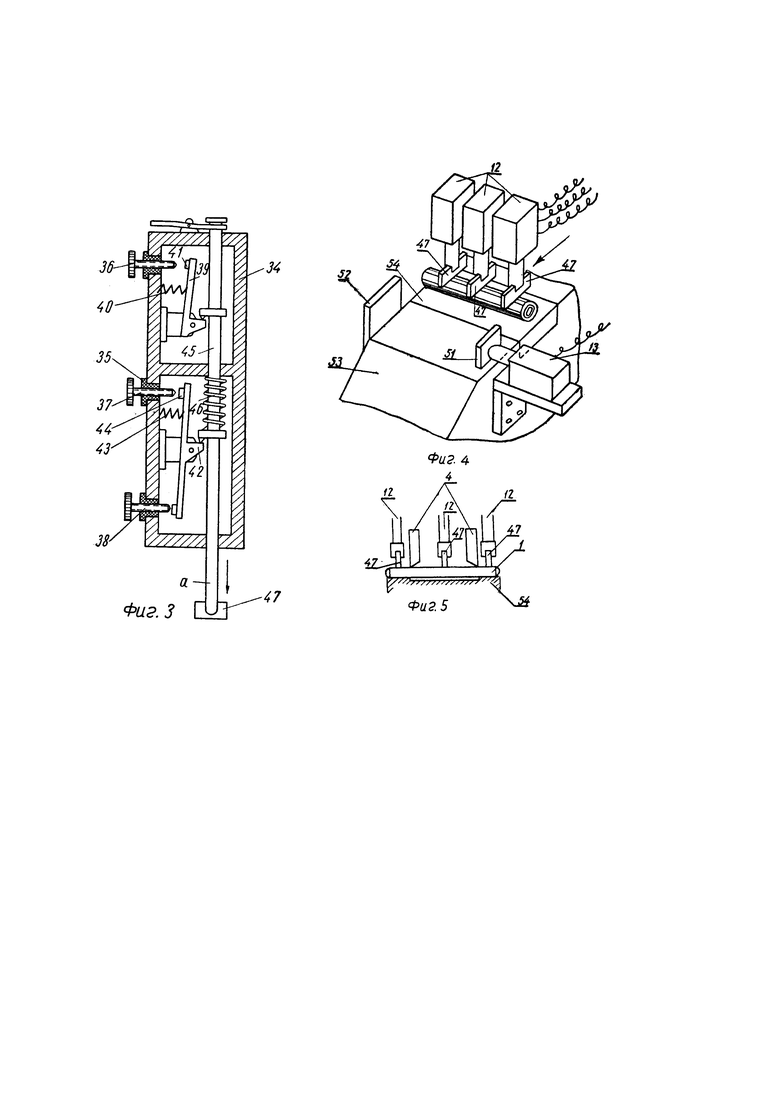
На фиг. 1 схематически изображено устройство; на фиг. 2 - его принципиальная электрическая схема; на фиг. 3 - трехконтактная измерительная головка; на фиг. 4 и 5 - прохождение контролируемого изделия через мерительный узел устройства.
Устройство выполнено в виде станины 1 (фиг 1), в верхней части которой находится подвижная каретка 2; на последней шарнирно укреплены на оси 3 два плоских толкателя 4, подпружиненные пружинами 5. Каретка 2 движется возвратно-поступательно по направляющим 6 с помощью кулисы 7, кривошипа 8, укрепленного на приводном валу 9, и электродвигателя 10 с редуктором 11. На верхней части станины монтированы электроконтактные измерительные головки 12 и 13. В средней части станины устроен загрузочный бункер 14 со змеевидным каналом 15, собачкой 16 и пружиной 17. С правой стороны станины укреплены сортирующий совок 18, приводимый в движение электромагнитом 19, и направляющие желоба 20, 21, 22 и 23 к приемным бункерам изделий.
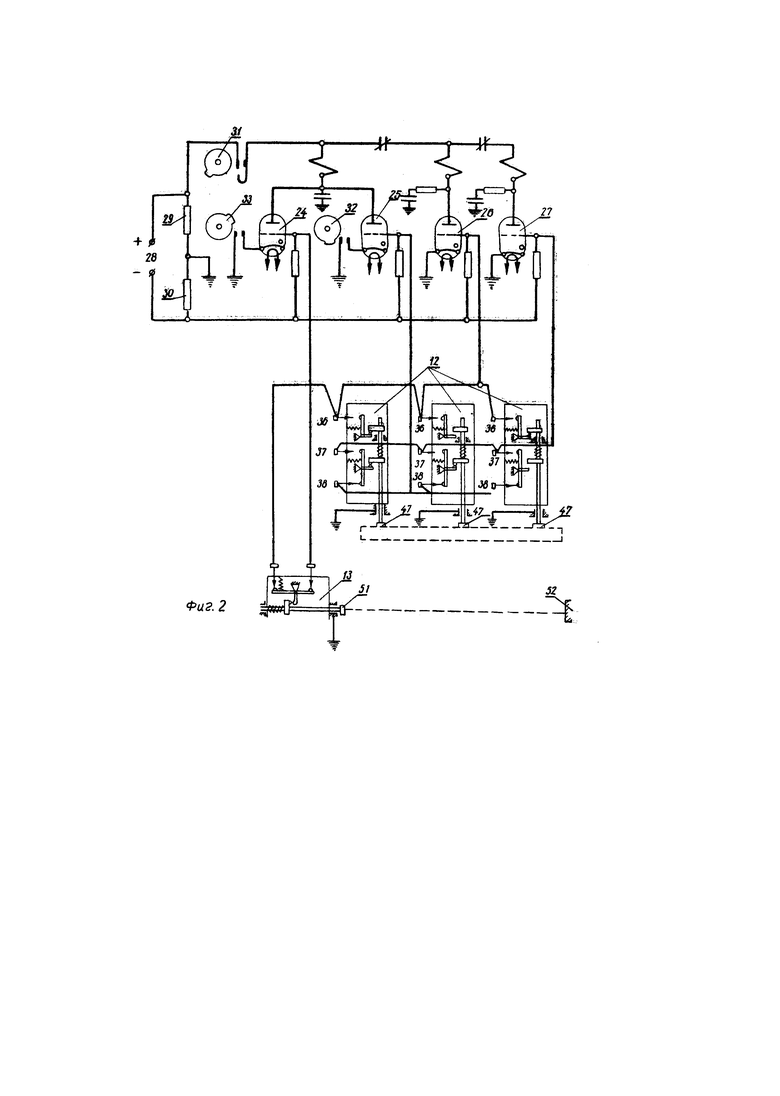
Четыре тиратрона 24, 25, 26 и 27 (фиг. 2) питаются от общего источника 28 постоянного напряжения. Делитель напряжения, состоящий из сопротивлений 29 и 30, обеспечивает с одной стороны подачу анодного напряжения, а с другой стороны - запирающего сеточного напряжения на тиратроны.
Три вращающиеся кулачка 31, 32 и 33, закрепленные на валу 9 кривошипного механизма, замыкают или размыкают в требуемый момент соответствующие электрические цепи. Кулачок 31 разрывает общеанодную цепь тиратронов перед каждым поступлением контролируемых изделий под электроконтактные измерительные головки. Кулачок 32 предназначен для подачи напряжения на тиратрон 25 только на время пребывания изделия под электроконтактными измерительными головками 12. Кулачок 33 управляет подачей напряжения на тиратрон 24 только на время пребывания изделия под электроконтактной измерительной головкой 13. Электрическая связь между контактами измерительных головок 12 и 13 и сетками тиратронов 24, 25, 26 и 27 показана на самой схеме.
Устройство трехконтактной электроизмерительной головки 12 изображено на фиг. 3. В корпусе 34 в изолирующих втулках 35 монтированы на резьбе три контакта 36, 37 и 38. В верхней части корпуса на шарнире укреплен рычаг 39, удерживаемый пружиной 40; контакт 41 замыкается с контактом 36 на корпус коробки 34. В нижней части коробки на шарнире укреплен двуплечий рычаг 42, удерживаемый пружиной 43. Контакт 44 в верхней части рычага замыкает контакт 37 на корпус. Контакт 38 замыкается контактом в нижней части рычага 42. Шпиндель 45, отжимаемый пружиной 46 (как показано на чертеже стрелкой), взаимодействует с рычагами 39 и 42. В нижней части шпинделя укреплен плоский наконечник 47. Настройка измерительной головки осуществляется вращением контактов 36, 37 и 38. Все контакты находятся в разомкнутом состоянии, когда контролируемое изделие имеет размер в пределах допуска. Контакты 44 и 37 замыкаются, когда контролируемое изделие имеет диаметр, лежащий в пределах другого допуска. Контакты 36 и 41 замыкаются, когда контролируемое изделие имеет диаметр выше установленного полного допуска.
Работа устройства протекает следующим образом.
Включая электродвигатель 10, приводят в движение каретку 2; при этом, при передвижении последней вправо, как это показано на фиг. 1 стрелкой, толкатели 4, отжимая собачку 48 пластиной 49, подают изделие к измерительным головкам 12 и 13, прокатывая его по калиброванной опорной плоскости 54 (как это показано на фиг. 4 и 5) под наконечниками 47, трехконтактных измерительных головок 12. При этом происходит контроль диаметра изделия в нескольких сечениях и подача импульса сортирующему совку 18 по диаметру изделия.
После выхода из-под измерительных головок 12 изделие попадает в прорезь 50 и далее, уже без прокатывания, проходит между наконечником 51 двухконтактной измерительной головки 13 и неподвижной калиброванной плоскостью 52 (фиг. 4); в этот момент происходит контроль длины изделия и подача импульса сортирующему совку 18 по длине. Пройдя этот контроль, изделие подводится к наклонной плоскости 53; при этом оно освобождается из прорези 50, скатывается в сортировальный желоб, устанавливающийся под действием поданных ранее импульсов у соответствующего наклонного желоба, подающего изделие в свой приемный бункер.
1. Электрическое устройство для автоматического контроля и сортировки деталей по их линейным размерам с применением нескольких параллельно включенных контактных измерительных головок, управляющих через промежуточные тиратронные реле исполнительными механизмами, отличающееся тем, что для последовательного контроля деталей по диаметрам и по длине применены соответственно две группы тиратронных реле, в общую часть анодной цепи которых включен контакт, замыкающийся при поступлении детали под измерительные головки и размыкающийся после прохода ее через сортирующий совок, а в катодные цепи введены контакты, замыкающиеся на время нахождения детали под соответствующими измерительными головками.
2. Электрическое устройство по п. 1, отличающееся тем, что включенные в анодные цепи тиратронных реле исполнительные реле имеют дополнительные контакты, также включенные в эти анодные цепи и обеспечивающие определенную последовательность доминирования одного из измеряемых параметров над другими.
3. Форма выполнения устройства по п. 1, отличающаяся применением плоских толкателей, прижимающих под действием пружины проверяемое изделие к опорной измерительной плоскости и предназначенных при их продольном возвратно-поступательном перемещении для прокатывания изделия по плоскости под удлиненными наконечниками измерительных головок, с целью измерения всех диаметров контролируемого изделия с последующим его выбрасыванием в сортирующее приспособление.
