(54) УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ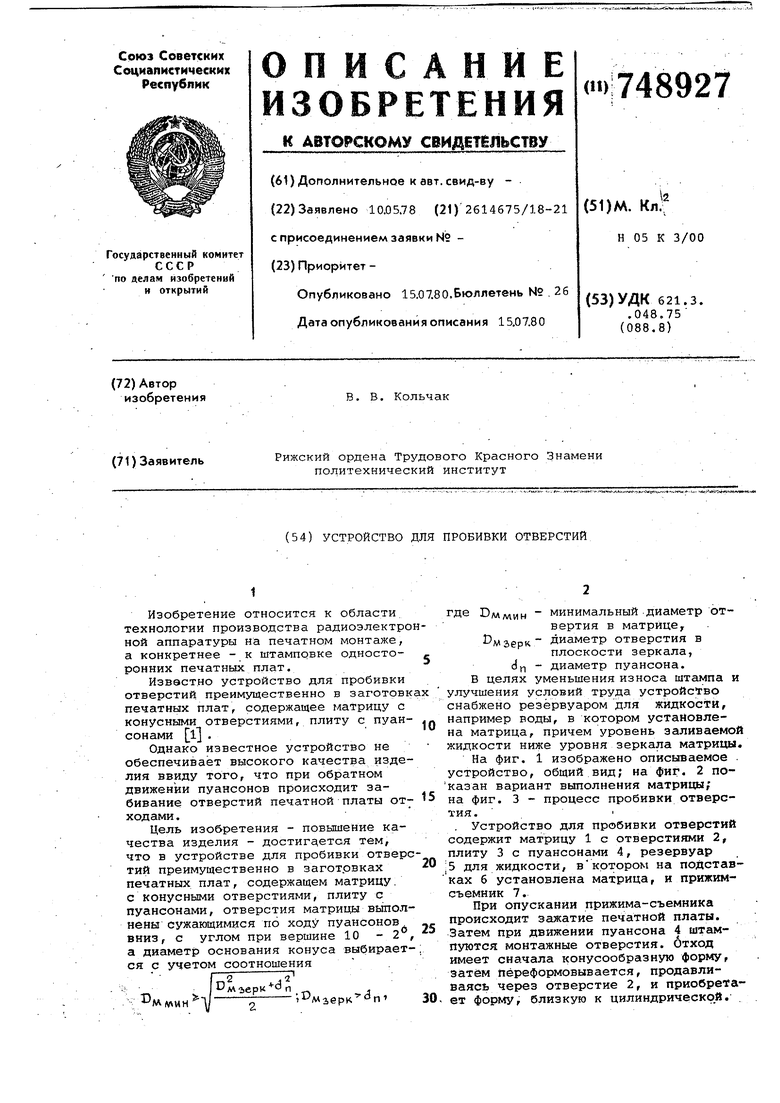
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в листовом материале | 1989 |
|
SU1697940A1 |
| Пробивной пуансон | 1978 |
|
SU816627A1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Штамп для пробивки близко расположенных отверстий | 1976 |
|
SU573234A1 |
| Устройство для пробивки отверстий | 1978 |
|
SU706946A1 |
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
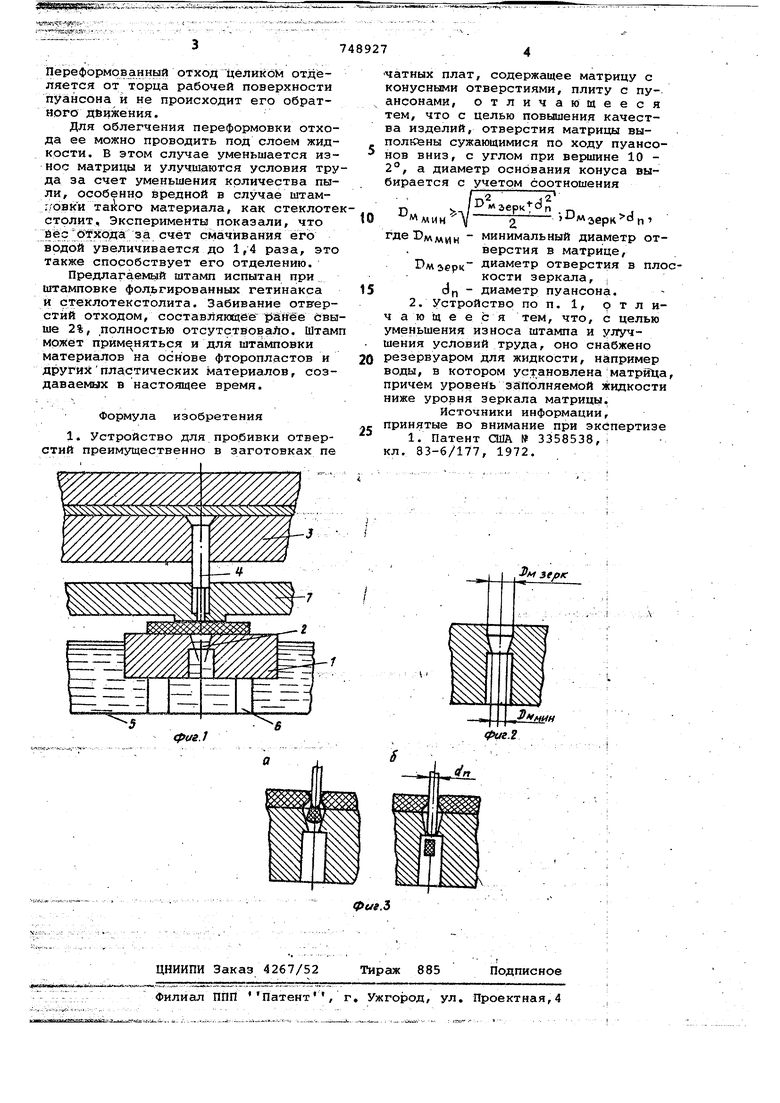
Изобретение относится к области технологии производства радиоэлектр ной аппаратуры на печатном монтаже, а конкретнее - к штамповке односторонних печатных плат. Известно устройство для пробивки отверстий преимущественно в заготов печатных плат, содержащее матрицу с конусными отверстиями, плиту с пуан сонами l . Однако известное устройство не обеспечивает высокого качества изде лия ввиду того, что при обратном движении пуансонов происходит забивание отверстий печатной платы от ходами. Цель изобретения - повышение качества изделия - достигается тем, что в устройстве для пробивки отвер тий преимущественно в заготрвках печатных плат, содержащем матрицу. с конусными отверстиями, плиту с пуансонами, отверстия матрицы выпол нены сужающимися по ходу пуансонов вниз, с углом при вершине 10 - 2 а диаметр основания конуса выбирает ся с учетом соотношения MiepK мзерк п WfWMH где Вллмин минимальный-диаметр отвертия в матрицеу Dyjepn диаметр отверстия в плоскости зеркала, dfi - диаметр пуансона. В целях уменьшения износа штампа и улучшения условий труда устройс гво снабжено резервуаром для жидкости, например воды, в котором установлена матрица, причем уровень заливаемой жидкости ниже уровня зеркала матрицы. На фиг. 1 изображено описываемое . устройство, общий вид; на фиг. 2 показан вариант выполнения матрицы; на фиг. 3 - процесс пробивки отверстия. . Устройство для пробивки отверстий содержит матрицу 1 с отверстиями 2, плиту 3 с пуансонами 4, резервуар |5 для жидкости, вкотором на подставках 6 установлена матрица, и прижимсъемник 7. При опускании прижима-съемника происходит зажатие печатной платы. Затем при движении пуансона 4 штампуются монтажные отверстия. Отход имеет сначала конусообразную форму, затем переформовывается, продавливаясь через отверстие 2, и приобретает форму, близкую к цилиндрической. ,
748927
Переформованный отход целиком отделяется от торца рабочей поверхности пуансона и не происходит его обратного дйижения.
Для облегчения переформовки отхода ее можно проводить под слоем жидкости. В этом случае уменьшается износ матрицы и улучшаются условия труда за счет уменьшения количества пыли, особенно вредной в случае штамповки такого материала, как стеклотестолит. Эксперименты показали, что йёрбгхо да за счёт сма чйвания его водой увеличивается до 1,4 раза, это также способствует его отделению.
Предлагаемый штамп испытан при штамповке фольгированных гетинакса и стеклотекстолита. Забивание отнерстйй отходом, составляющееШйёе йвыше 2%, полностью отсутствовало. Штам может приме няться и для штамповки материалов на основе фторопластов и другихпластических материалов, создаваемых в настоящее время.
Формула изобретения
чатных плат, содержащее матрицу с конусными отверстиями, плиту с пуансонами, отличающееся тем, что с целью повышения качества изделий, отверстия матрицы выпол1Сены сужающимися по ходу пуансонов вниз, с углом при вершине 10 2°, а диаметр основания конуса выбирается с учетом соотношения
,-, V -W зерк ° п
гдеРммин минимальный диаметр отверстия в матрице, Рмэсрк диаметр отверстия в плокости зеркала, , dn диаметр пуансона. 2. Устройство по п. 1, 9 т л ич а ю щ е е с я тем, что, с целью уменьшения износа штампа и улучшения условий труда, оно снабжено резервуаром для жидкости, например воды, в котором установлена:матрица причем уровень заполняемой жидкости ниже уровня зеркала матрицы. Источники информации, принятые во внимание при экспертизе
