1 .
Изобретение относится к инструментам для обработки листового материала и может быть использовано при изготовлении печатных монтажных плат Известен пробивной пуансон, снабженный отлипателем для сбрасывания детали или отхода, подпружиненным в осевом направлении fl.
Этот пуачсон конструктивно сложен и, при диаметрах пробиваемых отверстий 1-1,5 мм, ненадежен в работе. Известен пробивной пуансон, имеющий корпус со ступенчатым отверстием, внутри которого размещен упор. Через ЭТО отверстие выступает выталкиватель в виде штифта, внутренний . конец которого имеет головку, вступающую в контакт с упором; наружный конец выталкивателя несколько выступа:ет из отверстия пуансона. В отверстии пуансона расположен отделенный от упора удерживающий элемент, выполненный из деформируемого материала. Участок этого элемента образует посадочное место для внутреннего конца выталкивателя. При этом удерживгийщий элемент удерживает выталкиватель от осевого смещения в отверстии 2.
Известен пуансон с отлипателем, снабженным головкой. Вокруг стержня
отлипателя под его головкой расположена специальная прокладка из уретана, действующая как средство распределения нагрузки и смягчения удара.
Прокладка сконструирована таким образом, что не препятствует проходу, воздуха к рабочей поверхности пуансойа для нарушения вакуума и облегчает удаление отходов З.
Недостаток этих пуансонов - слож.ность конструкции. При диаметре пуансонов порядки 1 мм и менее при пробивке отверстий в материале толщиной 1 мм и более, когда особенно важно
принудительное удаление отходов,
обеспечить надежную работу пуансона такой конструкции сложно из-за малого поперечного сечения пуансона. Известен пуансон, со ступенчатым
торцом, имеющим углубление на торце, выполненное таким образом, что на пересечении боковых граней пуансона с углублением образуются острые кромки f4.
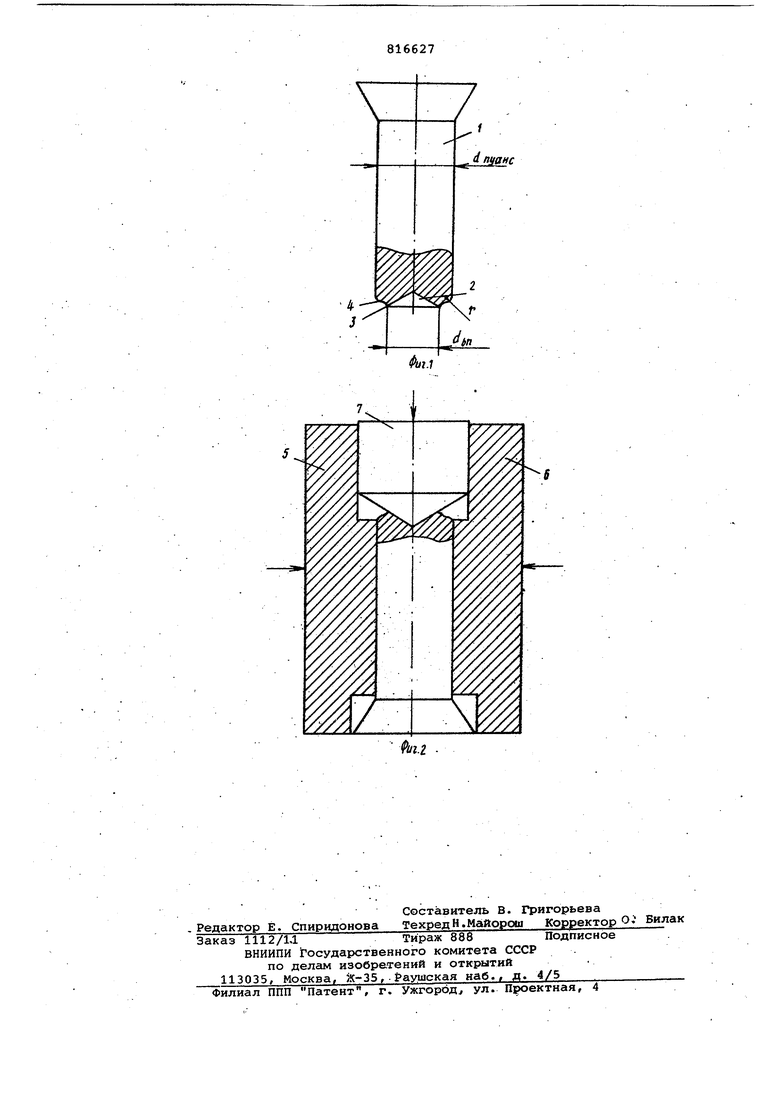
При использовании такого пуансона, особенно диаметром 1 мм и менее нельзя обеспечить значительную и равную по периметру затяжку фольги в отверстие печатной платы при полу.чёнйи монтажных отверстий с частичной металлизацией в связи с наличием на пуансоне острых, срезающих фольгу кромок и их различной конфигурацией по периметру, включая существенно различающиеся углы резания при пробивке материала. Кроме того, пуанч:он нетехнологичен в изготовлении. Цель изобретения - упрощение изготовления пуансона и повьпиения качества обрабатываемых деталей, типа печатных плат с отверстиями, размерами не превышающими толщину пробиваемого материала, Для достижения указанной цели пуансон, имеющий углубление в центральной части рабочего торца, снабжен выступом, размещенным на торце, эквидистантно углублению. Углубление на торце выполняют с ди аметром, преимущественно равным 0,20,6 диаметра, пуансона. На фиг. 1 показан пуансон; на фиг. 2 - способ получения рабочей по верхности пуансона. На торце пуансона 1 имеется углуб ление 2 и кольцевой выступ 3, боковая и торцовая 4 поверхности сопрягаются дугой радиуса г. Рабочий торец пуансона получают . в разъемном корпусе, состоящем из частей 5 и 6, вдавливанием в тело пуансона 1 конуса 7. При использовании предлагаемого пуансона кольцевой выступ 3 на начал ном этапе пробивки контактирует с пр биваемым материалом. Часть материала может заполнять пространство углубления 2. Однако беззазорного контак- та поверхности пуансона с пробиваемым материалом не наблюдается, в свя зи с чем сила сцепления отхода с пуансоном резко снижается. При использовании таких пуа.нсонов для получения монтажных отверстий с частичной металлизацией в печатных платах из односторонне фольгированного диэлект рика кольцевой выступ не. только споспобствует отлипанию отхода от рабочей поверхности пуансона, но и созда ет концентрацию напряжений в области фольги. В итоге уменьшается количест во удаляемой при пробивке фольги, а глубина и равномерность затягивания по периметру отверстия в пробиваемое отверстие увеличивается. Вы полнение углубления с диаметром 0,2anvRH(i ® обеспечивает стабильного отделения отхода, а при d вп О-f nsAHt глубина затягивания фольги. Наличие на пуансоне радиуса закругления г способствует затягиванию фольги. Наибольшее затягивание фольги обеспечивается пр радиусе г, равном 0,5 от диаметра пуансона (для диаметров около 1 мм) При радиусах г, равных 0,2 и 1,5 диаметра пуансона, затягивание фольги снижается примерно в -1,5 и 2,5 раза соответственно. После окончания процесса пробивки отход отделяется от торца пуансона вследствие того, что зона контакта с пробиваемым мате4 иалом оказывается разорванной (не- . сплошной) и, кроме того, происходив пружинение материала. Для получения рабочей поверхности пуансона с углублением и выступом производят центрирование и зажатие пуансона в разъемных элементах, далее соосно с пуансоном устанавливают конусный элемент и производят вдавливание его в торец рабочей части пуансона путем приложения дозированной нагрузки. Результаты лабораторных экспериментов при пробивке фольгированных материалов показывают, что при использовании предлагаемого пуансона получают монтажные отверстия с повышенной глубиной затягивания фольги, с равномерным затягиванием по периметру отверстия. KpdMe того, для различных случаев (диаметр отверстий, температура материала, скорость пробивки и др.) количество забиваний отверстий отходом снижается в 4-30 раз. Формула изобретения 1.Пробивной пуансон, имеющий углубление в центральной части рабочего торца, отличающийся тем, что, с целью упро11{ения его изготовленияи повышения качества обрабатыва мых деталей, типа печатных плат с отверстиями, размерами не превышающими толщину пробиваемого материала, пуансон снабжен выступом, размещенным на рабочем торце эквидистантно углублению. 2.Пуансон по п. 1, отличающ и и с я тем, что углубление вы- . полнено с диаметром, составляющим 0,2-0,6 диаметра пуансона. Источники информации, принятые во внимание при экспертизе 1. Смирнов-Аляев Г.А., Вайнтрауб Д. А. Холодная штамповка в приборостроении. М.-Л.,1963, с. 287, фиг. 55. 2.Патент США № 3233487, кл. ,08.02.66. 3.Патент США № 2620113, кл. 14153, 02.12.52. 4.Скворцов Р.Д. Основы конструирования штампов для холодной листовой штамповки. М., Машгиз, 1972, с. 147 (прототип).
Y
d пуднс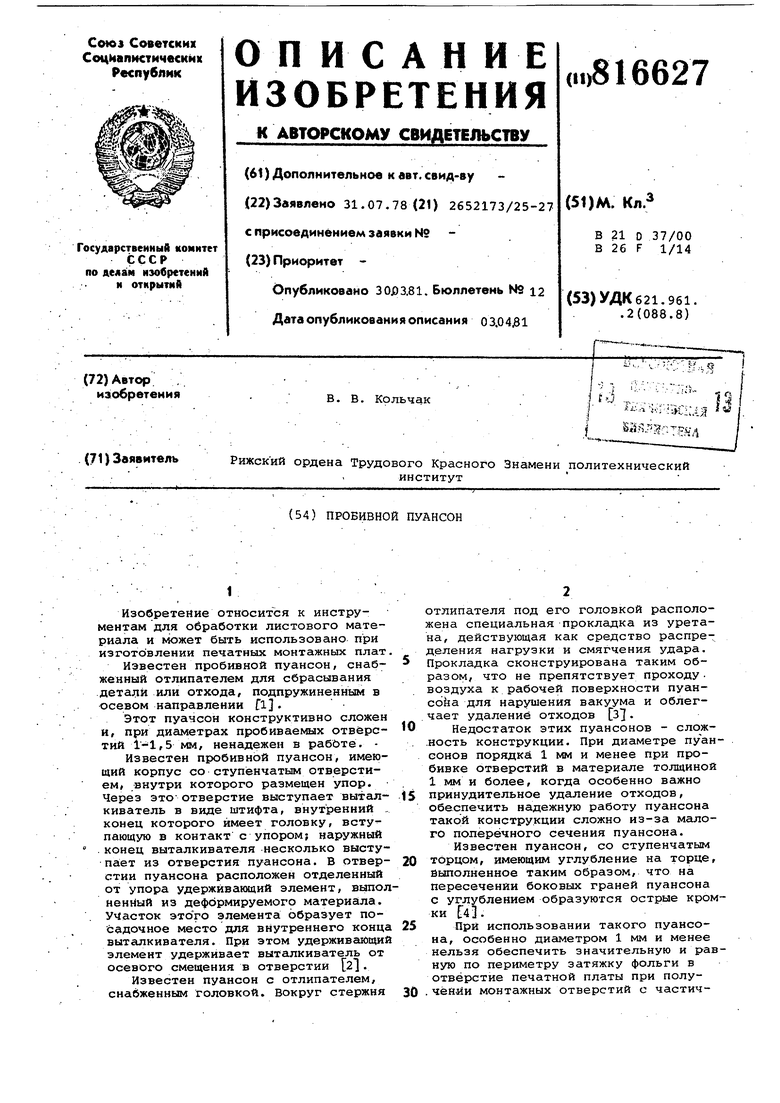
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Устройство для пробивки отверстий | 1978 |
|
SU706946A1 |
| Способ изготовления печатных плат | 1972 |
|
SU482032A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ | 1973 |
|
SU361004A1 |
| Способ изготовления перфорированных фольгированных материалов | 1987 |
|
SU1555023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОГО БЛОКА МАГНЕТРОНА | 1993 |
|
RU2046441C1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИРОВАННЫХ ПЕЧАТНЫХ ПЛАТ | 1971 |
|
SU296293A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |