Настоящее изобретение относится ж конструкции .приспособления для автоматической сварки коротких швов лежачим электродом подсЛОем; флюса.
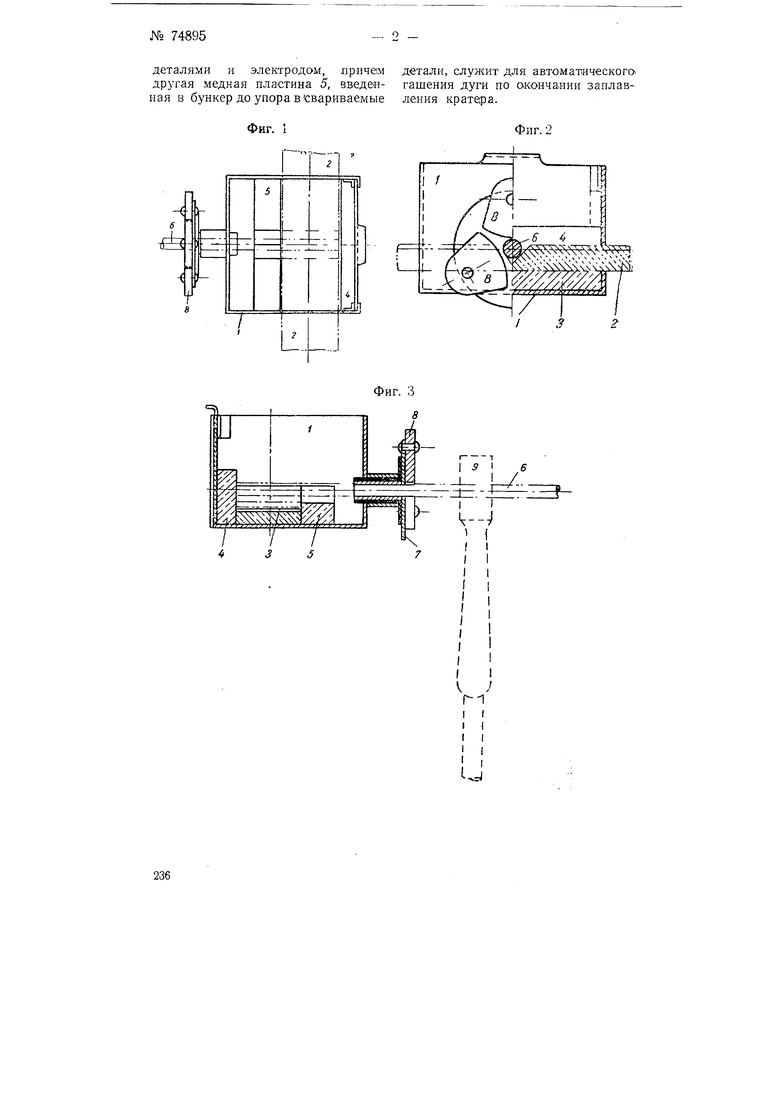
Приспособление состоит из бункера } (фиг. 1, 2 и 3), изготовленного из тонкот листового Жвлеза и укрепляемого «а предварительно собранные в сборочном приспособлении свари ваемые детали 2, вхо.дящие в бункер через вырезы Оо.ответствующей фор1мы в его боковых стенках.
К дну и к боковым стенкам бункера приварены медные пластины 3, 4 и 5, Ограничивающие поверхность свариваемых издел.ий с трех сторон.
Пластина 4 :служит для зажигания .дуги и имеет желобок для -помещения запала. Пластина 5 служит для гашения дуги.
Электрод 6 вводится в бункер через внутренний патрубок 7, изолированный от корпуса бункера, закрепляется в нужном положении щеками 8 и изолируется от поверххности свариваемых деталей про.кладкой из тонкого листового асбеста. БуНКер наполняется доверху флюсом.
При включении сварочного тока пр.и помощи переносной клеммы 9 сгорает запал и образуется сварочная дуга между концами электрода и свариваемыми деталями в начале шва. Дуга постепенно перемещается по направлению к пластине 5; по окончании заплавлен.ия кратера она гаснет.
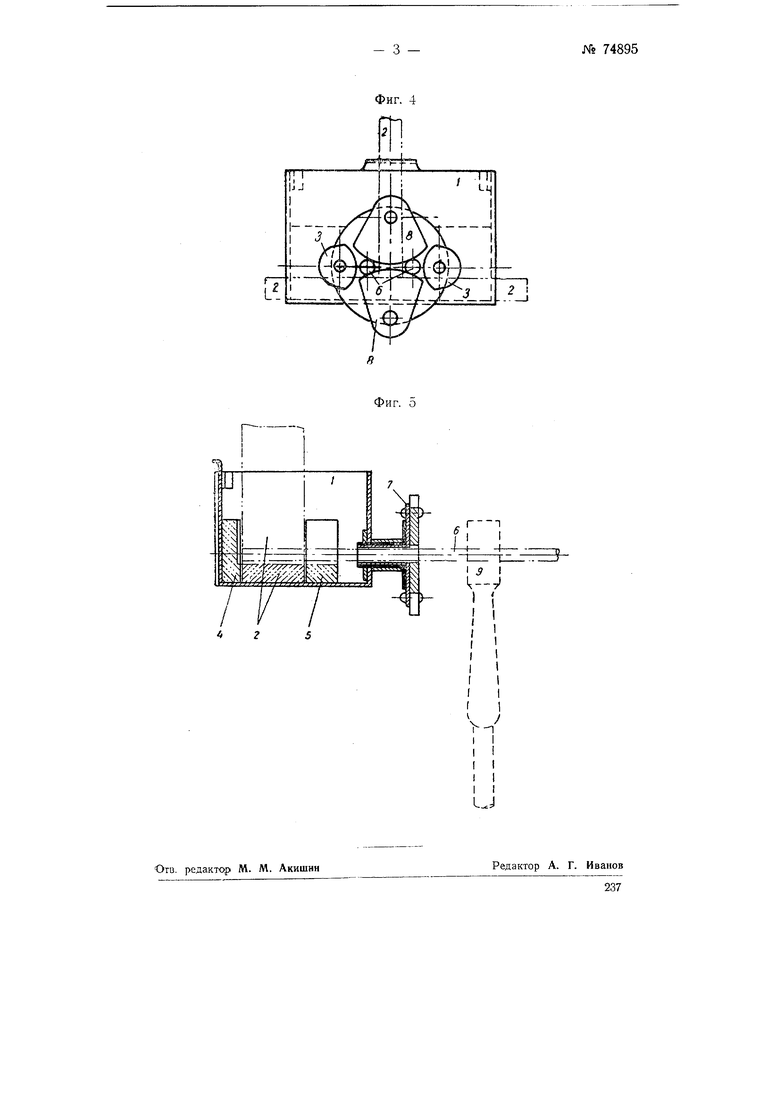
Фиг. 1, 2 и 3 иллюстрируют сварку полосового материала встык, а фиг. 4 и 5- сварку полосового материала впритык.
Предмет изобрете нля
Приспособление для автоматической сварки коротких швов лежачим электродом под слоем флюса, отличающееся тем, что на место соединения устанавливают переносный бункер, в который вводят лежачий электрод и две медные пластины, ограничивающие длину шва, а между одной медной пластиной 4 и концом лежачего электрода помешают запал, служащий для зажигания дуги между .свариваемыми
235 деталями и электродом, причем другая медная пластина 5, введенная в бункер до упора в свариваемые детали, служит для автоматического гашения дуги по окончании заплавления кратера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ окончания процесса автоматической сварки плавящимся электродом | 1987 |
|
SU1542737A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ изготовления сварных крупногабаритных конструкций | 1983 |
|
SU1162563A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Способ сварки лежачим электродом | 1987 |
|
SU1599166A1 |
| Переносное устройство для электрошлаковой сварки | 1961 |
|
SU143943A1 |
| Способ сварки рабочих швов прямошовных труб большого диаметра | 1978 |
|
SU743745A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
-
I1
I 3
I I
-1 I
fI
/I
II
II
