Изобретение относится к изготовлению сварных крупногабаритных конструкций, выполненных в виде оболочек с размещенными на их внутренней поверхности элементами жесткоети, и может быть использовано в различных отраслях народного хозяйства.
Цель изобретения - повьшение качества и производительности изготовления конструкций с элементами жесткости, выполненными из листа толщиной до 10 мм.
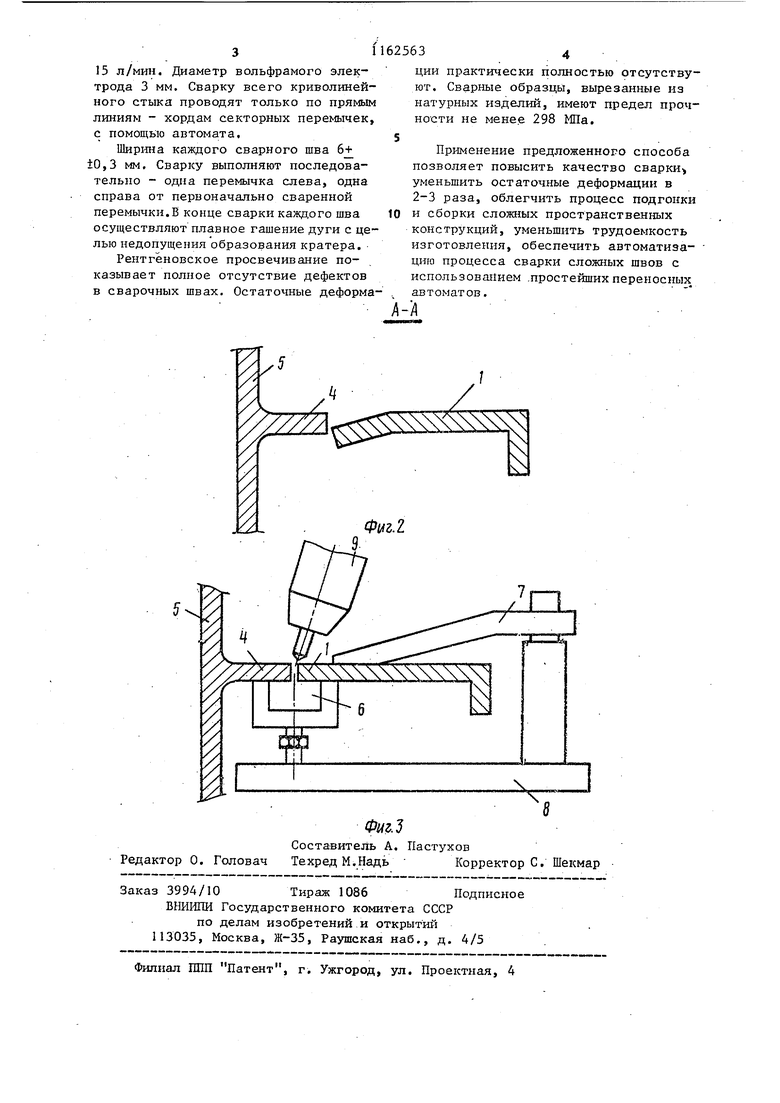
На фиг. 1 изображены детали перед сваркой; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема осуществления способа.
Способ обсуществляется следующим образом.
На злементе жесткости, например шпангоуте 1, предварительно выполняют прорези 2 и образуют секторные перемычки 3. При этом минимальную глубину Н каждой прорези выбирают равной допустимому радиусу гиба для материала шпангоута 1, так как деформация последнего при сборке должна осуществляться независимо на участке каждой секторной перемычки 3. В том случае, если глубина Н прорези 2 меньше допустимого радиуса гиба, в процессе сборки перед сваркой деформируется не только перемычка, по которой ведется сборка, но и последующая перемычка, что приводит к ухудшению качества сборки и сварки. Максимальная глубина Н прорези 2 определяется исходя из условия обеспечения расчетной несущей способности конструкции.
Расстояние Е между прорезями выбирают из учета отклонения хорды каждой секторной перемычки 3 от криволинейной линии стыка на величину не более половины толщины соединяемых деталей.
При отклонении хорды каткцой секторной перемых1ки 3 на величину, больше указанной, возможно несплавлеиие кромок деталей, обусловленное уводом сварного шва от линии стыка. При этом величину, отклонения А хорды от криволинейного стыка изменяют с помощью ширины прорези, а также изменением общего числа прорезей 2.
После подготовки- шпангоута I прои производят его стыковку со свариваемой деталью, например с горизонтальным: ребром 4 панели 5 (фиг. 3).
Стыковку осуществляют на сварочной подкладке 6 при помощи зажимов 7, смонтированных на установочном кольце 8. При этом сварочная головка 9 установлена сверху под углом 30-90° к плоскости свариваемых деталей . После окончания сборки сваривают панель 5 со шпангоутом , причем сварку криволинейного шва осуществляют только по прямым линиям, совпадающим с хордами секторов перемычек 3. Сварку начинают с центральной перемычки, а следующие сваривают последовательно, чередуя их с противоположных сторон, т.е. сначала сваривают перемычку слева от центральной, затем перемычку справа от центральной и т.д.
Пример. Изготавливают коническую обечайку с максимальным диаметром 4000 мм. Обшивка обечайки выполнена из панелей алюминиевого сплава 1201. К поперечным ребрам обшивки 4 приваривают шпангоуты 1, имею1цие Г-образное сечение. Толщина поперечного ребра и шпангоута в месте соединения 3 мм.
Предварительно перед сборкой на поверхности шпангоута 1 выполняют прорези 2 глубиной 6 мм, которые образуют секторные перемычки 3. Хорд каждой секторной перемычки имеет максимальное отклонение А от криволинейной линии на величину 1,2 мм. Ширина каждой прорези в шпангоуте перед сваркой 15 мм, длина камудой секторной перемычки 85 мм.
Внутренний диаметр конической обечайки по горизонтальному ребру в месте приварки шпангоута 3180 мм, поэтому по дуге стыка выполняют 100 секторных перемычек и 100 прорезей.
Полку шпангоута I стыкуют по горизонтальному ребру 4 панели 5 с помощью разжимной сварочной подкладки 6 и фиксируют стык прижимом 7. Сварочные подкладки - секционные, т.е. под каждую секторную перемычку устанавливают свою подкладку.
Ширина канавки в сварочной подкладке 6 мм, глубина канавки 0,8 мм
Сварку каждой секторной перемычки выполняют отдельно на постойнном токе прямой полярности в гелии вольфрамовым электродом. Источник питания ВСВУ-315. Сварочный ток 80А,скорость сварки 12 м/ч. Расход гелия 3 15 л/мин. Диаметр вольфрамого электрода 3 мм. Сварку всего криволинейного стыка проводят только по прямым линиям - хордам секторных перемычек, с ПОМОЕ;ЫО автомата, Ширюта каждого сварного шва 6+ ±0,3 мм. Сварку выполняют последовательно - одна перемычка слева, одна справа от первоначально сваренной перемычки.В конце сварки каждого шва осуществляют плавное гашение дуги с це лью недопущения образования кратера. Рентгеновское просвечивание показывает полное отсутствие дефектов в сварочных швах. Остаточные деформа 63 ции практиг1ески полностью отсутствуют. Сварные образцы, вырезанные из натурных изделий, имеют предел прочности не менее 298 МПа. Применение предложенного способа позволяет повысить качество сварки уменьшить остаточные деформации в 2-3 раза, облегчить процесс подгонки и сборки сложных пространственных конструкций, уменьшить трудоемкость изготовления, обеспечить автоматизацига процесса сварки сложных швов с использованием .простейших переносных автоматов.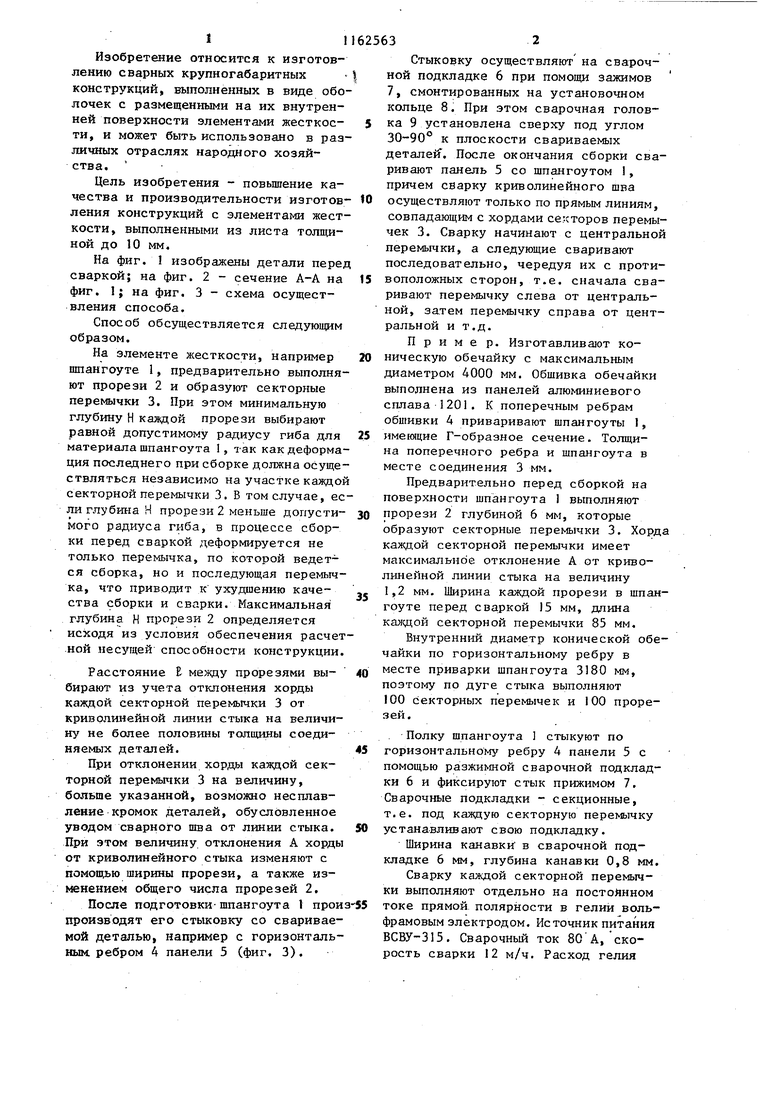
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Подкладка для электронно-лучевой сварки | 1987 |
|
SU1496959A1 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Способ дуговой сварки криволинейных швов | 1984 |
|
SU1281354A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРН 1СРУгаОГАБАРИТНЫХ КОНСТРУКЦИЙ, при котором на свариваемых кромках выполняют ряд симметрично расположен пазов с перемычками между соседним пазами, а сварку ведут по состыков ным перемычкам, отличающийс я тем, что, с целью повышения качества и производительности изготовления конструкций, выполненных в ввде оболочек с размещенными па их внутренней поверхности элементов жесткости из листа толщиной до 10 мм, длш1у каледой перемычки выбирают из условия . h 0,5 S, где h - максимальное отклонение хорды перемычки от криволинейной линии стыка, мм; S - толщина элемента жесткости, а сварку осуществляют по линии хорд перемычек.
/
S
| Способ сварки крупногабаритных деталей большого поперечного сечения | 1972 |
|
SU455830A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
