1
Изобретение относится к автоматизации непрерывных листовых станов и может быть эффективно использовано в системах регулирования толщины листа на выходе стана холодной прокатки.
Известно устройство, использующее сигнал отклонения толщины на выходе стана от задания с воздействием на изменение скорости приводных двигателей последней клети и одновременным воздействием на перемещение нажимного механизма этой же клети .
Недостаток этого устройства заключается в том, что из-за изменяю- . щихся от условий прокатки передаточных коэффициентов по каналам воздействия на скорость приводных двигателей и перемещение нажимных механизмов при регулировании толщины полосы может происходить значительное изменение натяжения в последнем промежутке, что вызывает сокращение диапазона регулирования, а в ряде случаев приводит к нарушению технологического процесса прокатки (обрыву
полосы).
Наиболее близким к изобретению по технической., сущности и достигаемому результату является устройСво, использующее сигнал отклонения толщины на выходе стана, содержащее и; меритель толщины, первый элемент
5 сравнения, регулятор толщины , из1 ритель натяжения, второй элемент
иссравнения, регулятор натяжения,
приводфых тему управления скоростью привс. двигателей последней клети, сист му
10 управления двигателем нажимного еханизма этой же клети, первый бл к . я умножения, причем выход измерите толщины соединен через первый эл
ра мент сравнения со входом регулят со
15 толщины, выход которого соединен ью входо системы управления скорое приводных двигателей, выход изме
И|ройтеля натяжения соединен через вт :яэлемент сравнения со входом регу
20 тора натяжения, выход первого эл
перв JM мента сравнения соединен с
IblXO. входом первого блока умножения,
;мы которого соединен со входом сист леуправления двигателем нажимного
25 ханизма Гз.
Недостаток этого-устройства; з
обестечи ключатеся в том, что оно не
торпцивает в процессе регулирования поны полосы постоянства натяжения
30 следнем промежутке на всех режик ах
работы стана и при прокатке различного сортаме 1та, в результате этого прюисходит снижение качества регулирования толщины полосы. Это происходит потому, что в устройстве не учитываются изменения коэффициента передачи по каналам воздействия;
Цель изобретения повышение точности регулирования толщины полосы при минимальном изменении натяжения полосы в межклетевом промежутке.
Поставленная цель достигается тем что устройство для регулирования толщины на выходе непрерывного стана холодной прокатки, в котором величина коэффициента передачи (усиления) по каналу воздействия на изменение положения нажимного механизма последней клети формируется автоматически в функции сигнала отклонения толщины на выходе стана и сигнала отклонения натяжения в предыдущем промежутке, дополнительно снабжено интегратором и вторым умножителем, причем первый и второй входы второго блока умножения соединены соответственно с выходом первого элемента сравнения и выходом регулятора натяжения, выход второго блока умножения через интегратор соединен со вторым входом первого блока умножения.
Такое конструктивное,выполнение , устройства для регулирования толщины полосы на выходе непрерывного стана обеспечивает повышение точности регулирования толщины полосы за счет независимости с точностью до ошибки регулирования величины натяжения для всех сортаментов прокатываемого металла при воздействии регулятора толщины на двигатель последней клети и сигнала с выхода задатчика толщины на нажимной механизм этой же клети.
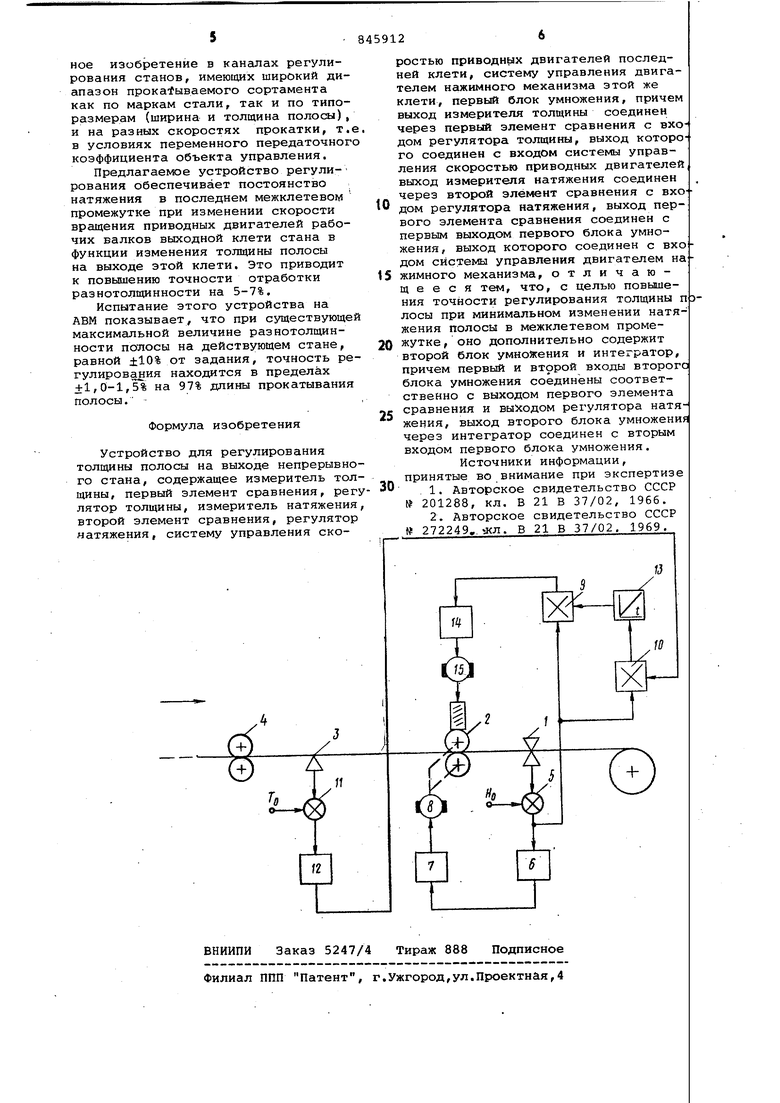
На чертеже показана структурная схема устройства для регулирования толщины полосы на выходе непрерывно|fо стана холодной прокатки.
Устройство имеет измеритель 1 толщины полосы, установленный на выходе непрерывного стана (за клетью 2), и измеритель -3 натяжения, установленный в предыдущем промежутке между клетями (4 и ) .-jВыход измерителя 1 через первый элемент 5 сравнения присоединен к регулятору б толщины, выход которого подсоединен к системе 7 управления скоростью приводных двигателей 8 последней клети 2. Выход элемента 5 сравнения соединен с пер.внми входами соответственно первого и второго блоков 9 и 10 умножения. Выход измерителя 3 натяжения через второй элемент 11 сравнения присо- г единен к регулятору 12 натяжения,выход которого присоединен ко второму входу блока 10 умножения, выход которого присоединен ко входу интегратора 13. Выход интегратора 13 прИ
соединен ко второму входу первого блока 9 умножения, а выход блока 9 умножения присоединен ко входу системы 14 управления привода 15 нажимного механизма последней клети 2. Устройство работает следующим образом.
При увеличении толщины полосы на выходе стана от заданного значения Н о срГгнал с выхода элемента 5 сравнения поступает на вход регулятора 6, который воздействует на систему 7 управления скоростью приводных двигателей 8 в сторону увеличения их скоростей, при этом натяжение полосы между клетями 2 и 4 увеличивается, что приводит к увеличени обжатия металла в валках клети 2, т.е. к компенсации измеренного отклонения. Одновременно с этим сигнал с выхода элемента 5 сравнения через первый блок 9 умножения воздействует на перемещение нажимных механизмов клети 2 вниз, что приводит к уменьшению натяжения в промежутке между клетями 2 и 4. Величина этого воздействия определяется как сигналом с выхода элемента 5 сравнения, так и величиной выходного напряжения интегратора 13. Если при отработке положительной разнотолщинности увеличение натяжения полосы от воздействия регулятора б толщины полностью не скомпенсировано перемещением нажимного механизма клети 2, то на выходе блока 10 умножения появляется сигнал, который поступает на вход интегратора 13, в результате чего увеличивается напряжение на выходе интегратора 13, т.е. коэффициент передачи по каналу воздействия на нажимной механизм клети 2 увеличивается. Если при отработке этой разнотолщинности увеличение натяжения полосы от воздействия регулятора б толщины перекомпенсировано перемещением нажимного механизма, т.е. в результате этих двух воздействий натяжение уменьшается, то на выходе блока 10 умножения появляется сигнал другого знака. Это приводит к уменьшению напряжения на выходе интегратора 13, а следовательно, к уменьшению коэффициента усиления по каналу воздействия на перемещения цажимного механизма. Таким образом, в результате процесса адаптации установлен такой коэффициент передачи в канале воздействия на нажимный механизм клети 2 от регулятора 6 толщины, при котором обеспечивается минимальное отклонение натяжения в межклетевом промежутке при воздействии регулятора б толщины на систему 7 управления скоростью приводных двигателей 8 клети 2 на систему управления положение М нажимного механизма этой же клети. Вследствие этого становится возможным использовать дан
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосы | 1972 |
|
SU528975A1 |
| Устройство для регулирования толщины полосы на непрерывном стане | 1979 |
|
SU772634A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Устройство для регулирования толщины полосы | 1977 |
|
SU719728A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| Устройство для регулирования межклетевых натяжений в непрерывном стане холодной прокатки | 1977 |
|
SU686795A1 |
| Регулятор натяжения прокатываемой полосы | 1982 |
|
SU1058653A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ CTAHF | 1973 |
|
SU385640A1 |
