Изобретение относится к прокатно му производству, в частности к устройствам для установки раствора рабочих валков прокатной клети и может быть применено на станах горячей и холодной прокатки металла. Известно устройство управления нажимным механизмом прокатного стана, которое содержит механизм нажим него устройства прокатного стана, сельсин-датчик положения верхнего всшка и сельсин-приемник . Известно также устройство управления положением валков на дрессировочных станах холодной прокатки, где в системе установки валков в ка честве датчика положения нажимных в тов используется реверсивный счетчик, вход которого подключен к импульсному реверсивному датчику пере мещения нажимных винтов 2 . Недостаток указанных -устройств заключается в том, что они имеют ни кую точность установки раствора рабочих валков. Наиболее близким по технической сущности и достигаемому результату изобретению является устройство, ко торое содержит преобразователь угла поворота нажимных винтов в последовательность импульсов, выход которого соединен со входом блока определения направления вращения нажимных винтов, выходы которого соединены с шинами сложения и вычитания реверсивного счетчика импульсов, подключенного выходом к первому входу вычислительного блока, второй вход которого соединен с выходом задатчика раствора рабочих валков, причем первый выход вычислительного блока соединен с первым входом первого триггера, второй выход-соединен с первым входом второго триггера, а третий выход - с первым входом схемы сравнения, второй вход которой подключен к выходу счетчика импульсов, подключен-ного входом к выходу преобразователя, а выход схемы сравнения соединен со вторыми входами первого и второго триггеров, выходы которых подключены к.схеме управления приводом нажимных винтов з. Известное устройство обладает низкой точностью работы, обуславливаемой тем, что в нем для расчета величины, на которую необходимо переместить рабочий валок, учитывается средняя величина свободного выбега валка, определяемая экспериментально. При этом
фактическая величина свободного выбега может значительно отличаться от средней.
Цель изобретения - повышение точности работы устройства за счет учета фактического свободного выбега рабочих валков.
Указанная цель достигается тем, что в известное устройство для установки раствора рабочих валков прокатной клети, содержащее преобразователь угла поворота нажимных винтов в последовательность импульсов, выход которого соединен со входом блока определения направления вращения нажимного винта, первый выход которого соединен с шиной сложения, а второй - с с шиной вычитания реверсивного счетчика импульсов, своим выходом подключенного к первому входу вычислительного блока, второй вход которого соединен с выходом задатчика раствора рабочих валков, причем первый выход вычислительного блока соединен с первым входом первого триггера, второй выход соединен с первым входом второго триггера, а третий выход - с первым входом схемы сравнения, второй вход которой через счетчик импульсов подключен к выходу преобразователя, а выход схемы сравнения соединен со вторыми входами первого и второго триггеров, выходы которых подключены к схеме управления приводом нажимного винта, введены, схема И, одновибратор и второй счетчик импульсов, выход которого соединен с третьим входом вычислительного блока, а вход с выходом схемы И, соединенной первым входом с выходом преобразователя а вторым - с выходом одновибратора, вход которого соединен с выходом схемы сравнения.
Введение в устройство одновибратора и схеглы И, соединенных как указано вьЕне, дает возможность зафиксировать величину свободного выбега рабочего валка после отключения привода нажимных винтов.
Введение второго счетчика импульсов позволяет сформировать управляющий сигнал, равный величине фактического свободного выбега рабочего валка, подаваемый на вход вычислительного блока для расчета величины, на которую необходимо переместить рабочий валок при следующей устз1новке раствора.
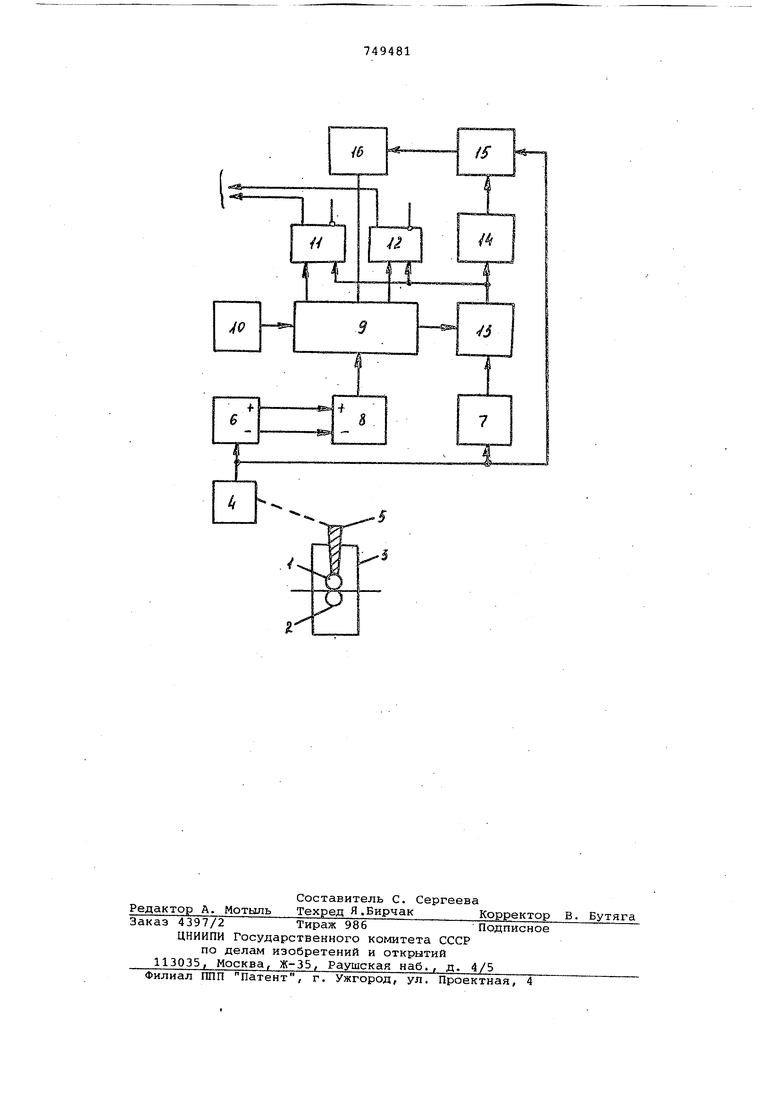
На чертеже приведена схема предлагаемого устройства.
Устройство для автоматической установки раствора рабочих валков 1 и 2 прокатной клети 3 содержит преобразователь 4 угла поворота нажимных винтов 5 в последовательность импульсов. Выход преобразователя 4 подключен к входам блока 6 определения направления вращения нажимных винтов 5 и счетчика 7 импульсов. Выходы блока б связаны с шинами сложения и вычитания реверсивного счетчика 8 импульсов, выход которого соединен с первым входом вычислительного блока р, К второму входу вычислительного бло- ка 9 подключен задатчик 10 раствора рабочих валков 1 и 2. Первый и второй выходы вычислительного блока 9 соединены соответственно с первыми входами триггеров 11 и 12, а третий выл ход - с первым входом .схемы 13 сравнения. Выход счетчика 7 импульсов подключен к второму входу схемы 13 сравнения, выход которой - со вторыми входами триггеров 11 и 12 и одновибратора 14 . Выход одновибратора 14 соединен с первым входом схемы Н 15, второй вход которой подключен к выходу преобразователя 4. Выход схемы И 15 соединен с входом счетчика 16 импульсов, подключенного выходом к третьему входу вычислительного блока 9. Выходы триггеров 11 и 12 подключены к схеме управления приводом (на чертеже не показано) нажимных винтов 5 прокатной клети 3,
Устройство работает следующим образом.
В исходном состоянии счетчик 7, вычислительный блок 9, триггеры 11 и 12 находятся в состоянии, соответствующем нулю, и на их выходах сигналы отсутствуют. В реверсивный счетчик 8 введено число 5, соответствующее фактическому раствору рабочих валков
1 и 2. в счетчик 16 введено число S равное величине свободного выбега верхнего рабочего валка 1 предыдущей установки раствора.
Задание S,j на установку раствора рабочих валков 1 и 2 с задатчика 10 раствора вводится в вычислительный блок 9.При этом вычислительный блок 9 запускается и рассчитывает в какую сторону вверх или вниз и на сколько необходимо переместить верхний рабочий валок 1,чтобы получить заданный раствор валков 1 и 2 по формуле
- SCP - SBuS
После окончания вычисления сигнал равный величине &S,подается на вход схемы 13 сравнения. Одновременно перебрасывается один из триггеров 11 и 12 в зависимости от знака величины Д5. Сигнал с выхода одного из триггеров 11 или 12 подается в схему управления приводом (на чертеже не показана) нажимных винтов 5, верхний рабочий валок 1 начинает перемещаться в нужном направлений.
Угол поворота нажимных винтов 5 преобразуется в последовательность импульсов, которые с выхода преобразователя 4 начинают поступать на вход счетчика 7 импульсов, подключенного к одному из входов схемы 13 сравнения. Таким образом, на входы схемы 13 сравнения поступают заданная величи на А S перемещения рабочего валка от вычислительного блока 9 и величина фактического перемещения рабочего валка от счетчика 7 импульсов. При равенстве этих величин на выходе схемы 13 сравнения появляется нуль, что приводит к срабатыванию триггеров 11 и 12 и отключению привода на жимных винтов 5. Сигнал о величине свободного выбега рабочего валка 1 от преобразователя 4 поступает на один из входо схемы И 15. Одновременно с остановом привода нажимньк винтов 5 сигналом на выход схемы 13 сравнения запускается одно вибратор 14, длительность импульсов которого выбирается несколько большей максимально возможного времени свободного выбега верхнего рабочего валка 1. После прекращения перемещения рабочего валка 1 исчезает импульс на выходе одновибратора 14 и содержимое счетчика 16 импульсов в точности соответствует фактической величине сво бодного выбега рабочего валка 1. Таким образом, в предлагаемом устройстве для установки раствора ра бочих валков учитывается не средняя а фактическая величина свободного вы бега рабочего валка при прокатке пре дыдущей полосы, что обеспечивает высокую точность установки заданного раствора для прокатки последующей полосы и обуславливает улучшение. качества прокатной продукции. Формула изобретения Устройство для установки раствора рабочих валков прокатной клети, со.держащее преобразователь угла поворота нажимных винтов в последовательность импульсов, выход которого соедкнен со входом блока определения направления вращения нажимных винтов, ВБ1ХОДЫ которого соединены с шинами сложения и вычитания реверсивного счетчика импульсов, подключенного выходом к первому входу вычислительного блока, второй вход которого соединен с выходом задатчика раствора рабочих валков,причем первый выход вычислительного блока соединен с первым входом первого триггера, второй выход с первым входом второго триггера, а третий выход - с первым входом схемы сравнения, второй вход которой подключен к выходу счетчика импульсов, подключенного входом к выходу преобразователя, а выход схемы сравнения соединен со вторыми входами первого и второго триггеров, выходы которых подключены к схеме управления приводом нажимных винтов, отличающееся тем, что, с целью повышения точности работы устройства, в него введены схема И, одновибратор и второй счетчик импульсов, выход которого соединен с третьим входом вычислительного блока, а вход - с выходом схемы И, соединенной первым входом с выходом преобразователя, а вторым - с выходом одновибратора,вход которого соединен с выходом схемы сравнения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 472710, кл. В 21 В 37/08, 05.06.75. 2.Авторское свидетельство СССР № 253007, кл. В 21 В 37/08, 30.09.69. 3.Устройство для установки раствора рабочих валков прокатной клети, разработанное ЦЛА ММК (Техническая документация ), чертеж № 2828-54, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
| Измеритель длины проката | 1974 |
|
SU496458A1 |
| Устройство для регулирования формы полосы в процессе непрерывной прокатки | 1990 |
|
SU1729644A1 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство программного управления положением нажимных механизмов многовалкового прокатного стана | 1981 |
|
SU954129A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1981 |
|
SU997878A1 |