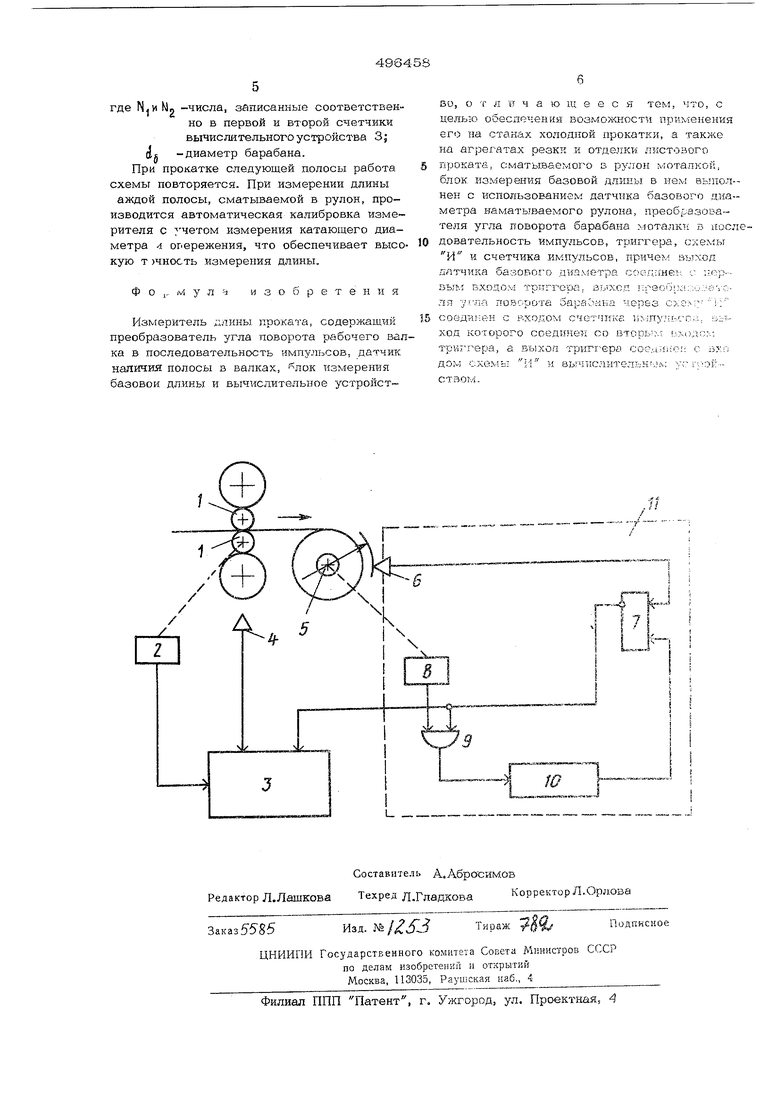
Изобретение оздосится к прокатному производству. Известен измеритель длины проката, в котором с рабочим валком нрокатной кле, ти кинетически.соединен преобразователь угла поворота валка в последовательность импульсов. Выход преобразователя подключен ко входу вычислительного устройства, к другт м входам вычислительного : устройства подключены выходы датчика, фиксирую щего моменты входа и вьгхода полосы из валков и двух датчиков, фиксирующих базовую длину. Однако известный измеритель не может быть применен, например, на листовых холодной поркатки, где моталка распо-j j лагается непосредственно за последней клетью стана, что не позволяет установить датчики бйзовой длршы и производить авто матическую калибровку, кроме того, его нельзя использовать также на агрегатах пр дольной резки и отделки листового проката, I где из-за изгибов полосы и образования пе тель невозможнр с помощью базовых датчиков зафиксировать на полосе отрезок базовб длины. Цепь изобретения - обеспечить возможность применнения на станах холодной прокатки, а также на агрегатах резки и отделки листового проката,, сматвтаемого в рулон моталкой. Для этого Б предлагаемом измерителе блок измерения базовой длины выполнен с исрользованием датчика базового диаметрй наматываемого рулона, п:реобразс)вателч угла поворота барабана моталки в последователь-. ность импульсов, триггера, схемы И и счетчика импульсов, причем выход датчика базового диаметра соединен с первым входом триггера, выход преобразователя угла поворота барабана через схему И соеди-.. йен с входом счетчйка импульоов, выход которого соединен со вторым входом триггера, а выход триггера соединен с входом схемы И и вычислительным устройством. I На чертеже схематически изображен прей Слагаемый измеритель длины проката. I Измеритель содержит рабочие валки 1 |прокатной клети, кинематически соединенные 1с преобразователем 2 угла поворота валков B последовательность импульсов. Выход преобразователя соединен с вход вычислительного устройства 3, Другой вход вычислительного устройства соединен с вых дом датчика 4, фиксирующего моменты вхо и выхода полосы из вштков 1. На моталке 5 Лстановлен датчик 6 базового диаметра , выход которого соединен с входом триггера 7. С барабаном моталки кинемати чески соединен нреобразователь 8 утла поворота барабана в последовательность имлульсоц. Выход преобрабователя 8 через сх.-гму 9 соединен с входом счетчика 10импульсов, выход которого соединен с 5,ходом )риггера 7. триггера 7 соед нен с входов) схемь И 9 и входом вычис л;ите; ьного устройства 3. Датчик О базово диаметра, триггер 7, преобразователь 8, схема И 9 и счетчик 10 образуют узел 11фиксаим базовой длины. Измеритель работает следующим образом. В исходном состоянии при отсутствии ;и:и;осы сигнал на выходах датчиков 4 и 6 отсутствует. Вычислительное устройство 3, Tpur-rcjp 7 и счетчик 10 находятся в нулевом состоянии. Сигналы на выходах тригге)а и счетчика отсутствуют. Подсчет имиуг:,соЕ преобразователя 2 угла поворота ;за.-;кп 1 -ычис/гительным устройством 3 не 1:;:10ИЗЬОП1ГГСЯ. Ilpi; нходе 1олосы в валки 1 на выходе Есггчпка 4 появляется сигнал, и первый сче чик вь;числительного устройства 3 начинает считать импульсы преобразователя 2. Fi процессе намотки полосы при достижении диаметром базового значения c/j на выходе датчика 6 появляется сигнал, и гриргер 7 перебрасывается в состояние И выходе триггера появляется сигнал, и li.viiyjn.ch; преобразователя 8 через схему начинают поступать на вход счетчика 10. Одновременно второй счетчик вьгчис;п5тель;1ого устройства 3 начинает счиTUTii импульсы от преобразователя 2. При постуллепии в счетчик 1О количества импульсов преобразователя 8, соответствую .его одному обороту барабана моталки, на выходе счетчика появляется сигнал. Однако известный измеритель не мол-сет быть применен, например, на листовых станах холодной прокатки, где моталка располагается непосредственно за последней клеть стана, что не нозвогшет установить датчики базовой длины и производить автоматическу кат брэвку. кроме того, его нельзя использовать также на агрегатах продольной резки н отделки листового проката, где из-за ис.-пбов пэлэсы и образования нетель невозijvvUiD с пэмх.щью базовых датчиков зафик( jjjOEaTb на лолосе отрезок базовой длины. Цель изобретения - обеспечить возможность применения измерителя на станах холодной прокатки, а также на агрегатах резки и отделки листового проката, сматываемого в рулон моталкой. Для этого в предлагаемом измерителе блок измерения базовой длины выполнен с использованием датчика базового диаметра наматываемого рулона, преобразователя угла поворота барабана моталки в последовательность импульсов, триггера, схемьг И и счетчика импульсов, причем выход датчика базового диаметра соединен с первым входом триггера, выход преобразователя поворота барабана через схему И соединен с входом счетчика импульсов, выход которого соединен со вторым входом триггера, а вь1ход триггера соединен с входом схемы схемы И и вычислительным устройством,. На чертеже схематически изображен предлагаемый измеритель длины проката. Измеритель содержит рабочие валки 1 прокатной клети, кинематически соединенные с преобразователем 2 угла поворота валков в последовательность импульсов. Выход преобразователя соединен с входом вычислительного устройства.3. Другой вход вычис,1штельногс устройства соединен с выходом датчика 4, фиксирующего моменты входа и выхода полосы из валков 1. На моталке 5 установлен датчик 6 базового диаметра рулонов, выход которого соединен с входом триггера 7, С барабаном моталки кинематически соединен нреобразователь 8 угла поворота барабана в последовате.льность импульсов, Выход преобразователя 8 через схему И 9 соединен с входом счетчика 10 импульсов, выход которого соединен с в входом триггера 7, Выход триггера 7 сое- Д -1нен с входом схемы И 9 и входом вычислительного устройства 3. Датчик 6 базового диаметра, триггер 7, нреобразователь 8, Схема И 9 и счетчик 10 образуют узел 11 фиксации базовой длины. При этом триггер 7 возвращается в состояние О и сигнал на его выходе пропаает. Второй счетчик вычислительного устойства прекращает считать импульсы преобразователя 2, В момент выхода полосы из валков 1 перый счетчик вычислительного устройства таке прекращает счет импульсов преобразоваеля 2. Длина полосы L , смотанной в рулон, расчитывается вычислительным устройством 3 по формуле: ., где -числа, зйписанкые соответственно в первой и второй счетчики вычислительного устройства 3| ig -диаметр барабана. При прокатке следующей полосы работа схемы повторяется. При измерении длины аждой полосы, сматываемой в рулон, производится автоматическая калибровка измерителя с учетом измерения катающего диаметра л огережения, что обеспечивает высо кую т )чность измерения длины. Ф о J, м у л ч о о р е т е и и я Измеритель длины проката, содержащий преобразователь угла поворота рабочего ва ка в последовательность импульсов, датчик налич:ия полосы в валках, лок измерения базовой длины и вычислительное устройство, о т л и ч а ю щ е е с я тем. что, с целью обеспечения возможности применения его на станах хо.чодной прокатки, а также на агрегатах резки .и отделки листового проката, сматываемого в рулон моталкой, блок измерения базовой длин;.-. в нем вьпюл-нен с использованием датчика базового диаметра наматываемого рулона, преобразос-.ателя угла поворота барабана моталкн в последовательность импульсов, триггера, схемы И и счетчика импульсов, причем вьтход датчика базового диах.етра соег.;;ше:ь, с :;,ер-БЫЛ входом трзтггера, выход r c-eGni:(:.,j:-(i cлг yrjia поворота бараоика через i; соеда;;ен с счетчика и ;пy :ь:ciл. .. ход которого соединен со вторЬ;.; ьхолс:и триг-гера, а выхоа тригг-еро сое.аиис;: с йхг; дом Ii м вычислительк л.; ус ПЭГством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Устройство для управления моталкой прокатного стана | 1981 |
|
SU984533A1 |
| Измеритель длины полосы | 1979 |
|
SU875205A1 |
| Устройство автоматического управления моталкой литейно-прокатного агрегата | 1983 |
|
SU1135514A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ | 1966 |
|
SU188455A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для измерения длины материала при намотке на барабан | 1981 |
|
SU1013740A1 |
| Измеритель длины проката | 1980 |
|
SU1075073A1 |
