(54) ВЫТАЛКИВАЮЩЕЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Выталкивающее устройство к универсальным блокам и штампам | 1975 |
|
SU538787A2 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Штамп для вытяжки изделий | 1984 |
|
SU1222734A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Выталкивающее устройство | 1973 |
|
SU469521A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для глубокой вытяжки | 1988 |
|
SU1556791A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
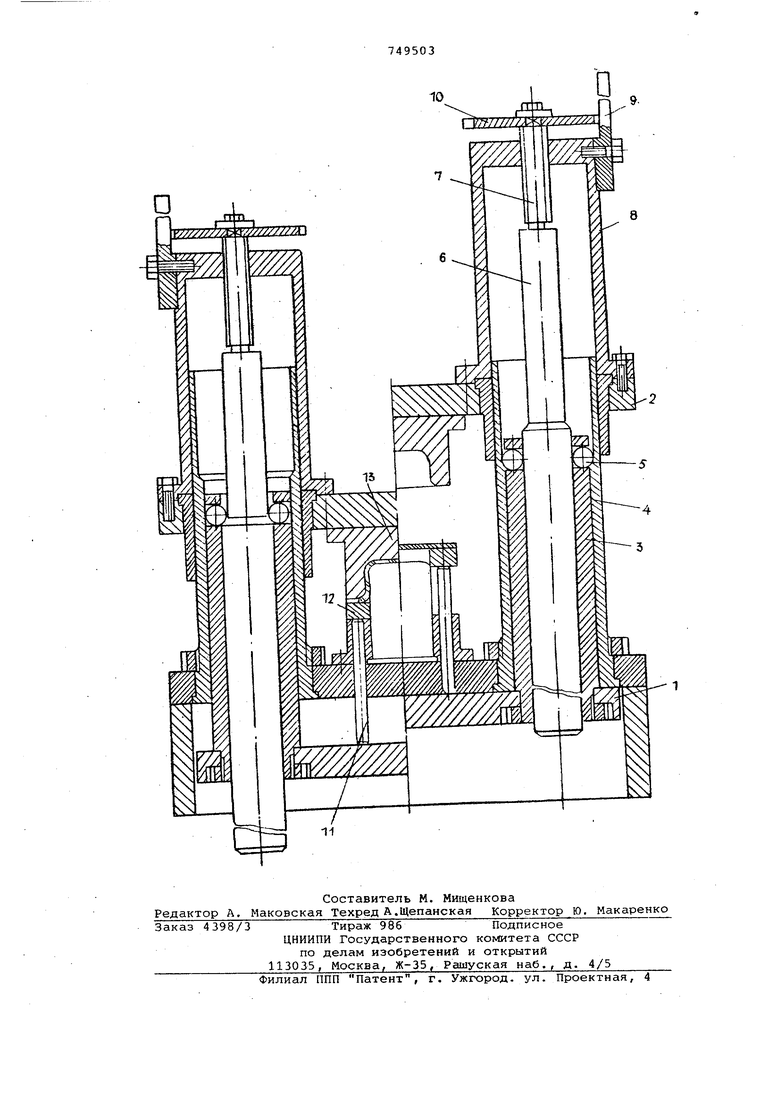
Изобретение относится к выталкивающим Устройствам, используемым в штамповой оснастке, и может найти прит енение в области машиностроения. По основному авт.св. W 469521 известно выталкивающее устройство к бл кам и штампам, содержащее тяги, состоящие из двух частей, одна из которых закреплена на верхней плите, а другая - на поперечине. Вторая (нижняя) часть тяги выполнена полой, а ее выступы в виде радиально подвиж.ных шариков размещены в отверстиях е стенок. Первая (верхняя) часть разме щена -в полости нижней части тяги, и ев выступ выполнен в виде ступени большого диаметра с поверхностью, со прягаемой с поверхностью, ограничивающей полость нижней части тяги. От верстие направляющей втулки выполнено расширяклцИмся в верхней части l Однако при операции глубокой вытяжки или гибки изделий известное ус ройство не обеспечивает прижима заготовки. Цель изобретения - обеспечение постоянного усилия прижима заготовки на всей величине хода рабочиз; частей штампа при операции глубокой вытяжки или гибки изделия. Для достижения указанной цели верхняя часть тяги расположена с возможностью установочного осевого перемещения и на ступени меньшего диаметра имеет резьбовой хвостовик, установленный в резьбовом отверстии направляющего стакана, которым снабжена верхняя плита. Для фиксации положения верхней части тяги резьбовой хвостовик снабжен регулировочным диском, а направляющий стакан - взаимодействующей с ним стопорной планкой. На фиг. 1 представлено выталкивающее устройство, исходное положение; на фиг. 2 - то же, положение после окончания формообразования. Устройство состоит из поперечины 1, соединенной с верхней плитой 2 посредством нижней части 3 тяги размещенной в направляющей втулке 4, радиально подвижных шариков 5, верхней части б тяги, имеющей хвостовик 7 с резьбой, взаимодействующий с резьбовым отверстием направляющего стакана 8,. На стакане 8, закрепленном на верхней плите 2, имеется стопорная планка 9, а на хвостовике 7 - регулировочный диск 10. При. подъеме верхней плиты 2 верхняя часть 6 тяги своим выступом захватывает шарики 5 и поднимает нижнюю часть 3 тяги с закрепленной на ней поперечиной 1 до уширения в направляюще втулке 4. В это время происходит выталкивание изделия.
При дальнейшем подъеме поперечина
1остается неподвижной, так как верхняя часть б тяги выходит из зацепления с нижней частью 3 тяги. В это время штамп размыкаетсяjи его фиксирунвди© и прижимные части занимают исходное положение.
При движении верхней плиты 2 вниз поперечина 1 остается неподвижной до момента перехода шариков 5 с уширения направляющей втулки 4 на выступ верхней части 6 тяги. Части тяги соединяются, и в это время происходит прижим заготовки в штампе. При дальнейшем движении вниз верхней плиты
2поперечина 1, опускаясь, создает постоянное усилие прижима заготовки на всей величине рабочего хода штампа.
Наладка на рабочий режим вытяжки осуществляется следующим образом.
Перед установкой штампа в блок вращением регулировочного диска 10 опускают верхнюю часть 6 тяги, после чего устанавливают штамп в сомкнутом положении. Вращением регулировочного лиска 10, поднимая составную тягу с поперечиной 1, прижимают стержнями 11 прижим 12 к верхней части штампа 13..По результатам пробной штамповки вращением диска 10 производят окон- . чательнуто регулировку усилия прижима .
Изменением длины составной тяги обеспечивается фиксация момента смыкания рабочих частей штампа и переход шариков 5 из уширенной части на.г
правляющей втулки 4 на уступ верхней части б тяги.
Использование предлагаемого устройства обеспечивает постоянно усилие прижима заготовки при операции глубокой вытяжки или гибки и дает возможность производить штамповку на прессах простого действия без применения буферных выталкивающих устройств .
Формула изобретения
Источники информации, принятые во внимание при экспертизе
