1
Изобретение относится к машиностроению, в частности к станкостроению, особенно для станков, производящих нарезание резьбы с крупным шагом.
Известны конструкции борштанг, которые предусматривают изготовление на борштанге гнезда или кольца с заполнением пх специальным наполнителем для уменьшения вибраций.
Недостатком этой конструкции является сложная технология изготовления борштанги, необходимость экспериментальной проверки объема и места гасителя вибрации.
Цель изобретения - гашение вибрации и упрощение конструкции борштанги.
Это достигается тем, что предварительная и окончательная обработка осуществляется с одной борштанги, выполненной из двух частей, одна из которых представляет корпус с концентричными отверстиями для размещения пииоли и ее привода, а другая является дополнительной опорой для пиноли, причем пиноль в месте опоры имеет в сечении форму квадрата.
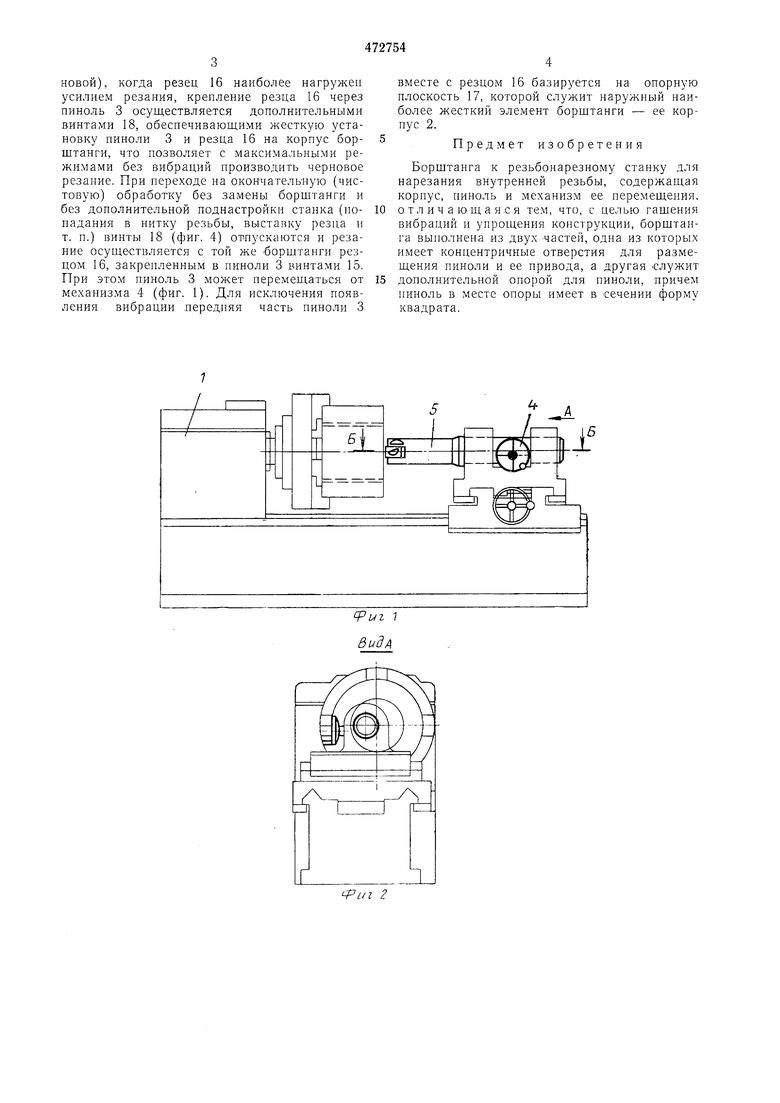
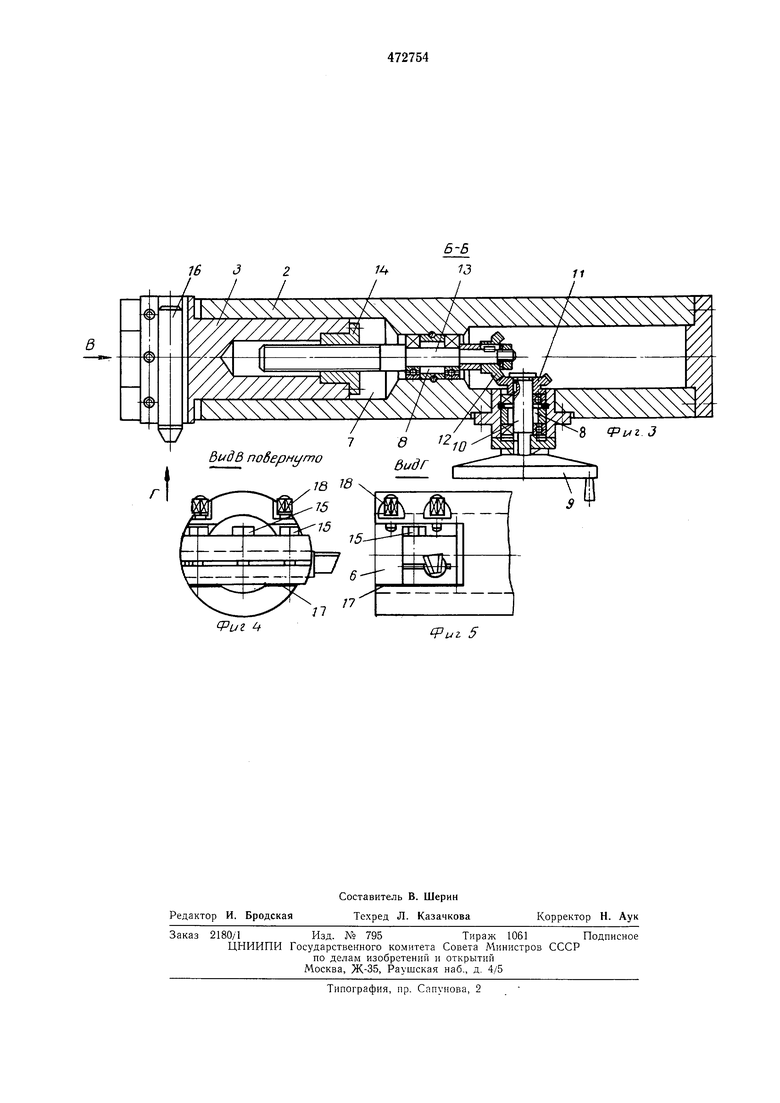
Па фиг. 1 изображена предлагаемая борштанга, установленная на станке, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - вид по стрелке В па фиг. 3; па фиг. 5 - вид по стрелке Г на фиг. 3.
Борштанга (фиг. 1 и 2) устанавливается на станке 1 и состоит из корпуса 2, пиноли 3 и механизма 4 перемещения пиноли. Борштанга в собранном виде может быть
установлена на токарном и тому подобных станках на поперечном суппорте. В корпусе 2 борштанги 5 имеется паз 6 и расточки 7 и 8, в которых смонтированы опоры механизма неремещения и пиноль 3. Механизм 4 неремещения состой г из маховика 9, посаженного на ось 10, шестерен 11 и 12, последняя из которых установлена на винте 13, зацепленным с гайкой 14 пиноли 3. Передняя часть пиноли 3 имеет поперечпое отверстие, в котором крепится винтами 15 резец 16. Паз 6 корпуса 2 борштанги 5 служит для перемещения передней части ПИНОЛП 3.
Площадка 17 паза 6 является опорной плоскостью для передней части пиполи 3, несущей резец 16. Впиты 18, устаповлепные в корпусе 2 борштанги 5, обеспечивают дополнительную, возможность крепления передней части пиноли 3 на корпус 2 в пазу 6.
Работа борштанги осуществляется следующим образом.
Установленная на суппорте станка 1 борштанга 5 перемещается вместе с суппортом станка, производит нарезку резьбы резцом 16, закрепленным в ппиоли 3. В процессе нарезанпя резьбы, например предварительной (чер3
новой), когда резец 16 наиболее нагружен усилием резания, крепление резца 16 через пиноль 3 осуществляется дополнительными винтами 18, обесиечивающими жесткую установку пиноли 3 и резца 16 на корпус борштанги, что позволяет с максимальными режимами без вибраций производить черновое резание. При переходе на окончательную (чистовую) обработку без замены борштанги и без дополнительной поднастройки станка (попадания в нитку резьбы, выставку резца п т. п.) винты 18 (фиг. 4) отпускаются и резание осуществляется с той же борщтанги резцом 16, закрепленным в пиноли 3 винтами 15. При этом пиноль 3 может перемещаться от механизма 4 (фиг. 1). Для исключения появления вибрации .передняя часть пиноли 3
вместе с резцом 16 базируется на опорную плоскость 17, которой служит наружный наиболее жесткий элемент борштанги - ее корпус 2.
Предмет изобретения
Борштанга к резьбонарезному станку для нарезания внутренней резьбы, содержащая корпус, пиноль и механизм ее перемещения, отличающаяся те.м, что, с целью гашения вибраций и упрощения конструкции, борштанга выполнена из двух частей, одна из которых имеет концентричные отверстия для размещения пиноли и ее привода, а другая служит дополнительной опорой для пиноли, причем пиноль в месте опоры имеет в сечении форму квадрата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга к резьбонарезному станку | 1978 |
|
SU749586A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ГЛУБИНЫ РЕЗАНИЯ НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ | 2009 |
|
RU2417866C2 |
| Устройство для нарезания резьбы на токарном станке | 1980 |
|
SU933320A1 |
| Приспособление к токарному станку для нарезания резьбы | 1986 |
|
SU1404218A1 |
| Многорезцовая резьбонарезная головка | 1982 |
|
SU1047632A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Шпиндельный узел расточного станка | 1975 |
|
SU529013A1 |
| Головка | 1974 |
|
SU465278A1 |
В
(Риг 8
ui 5 j
