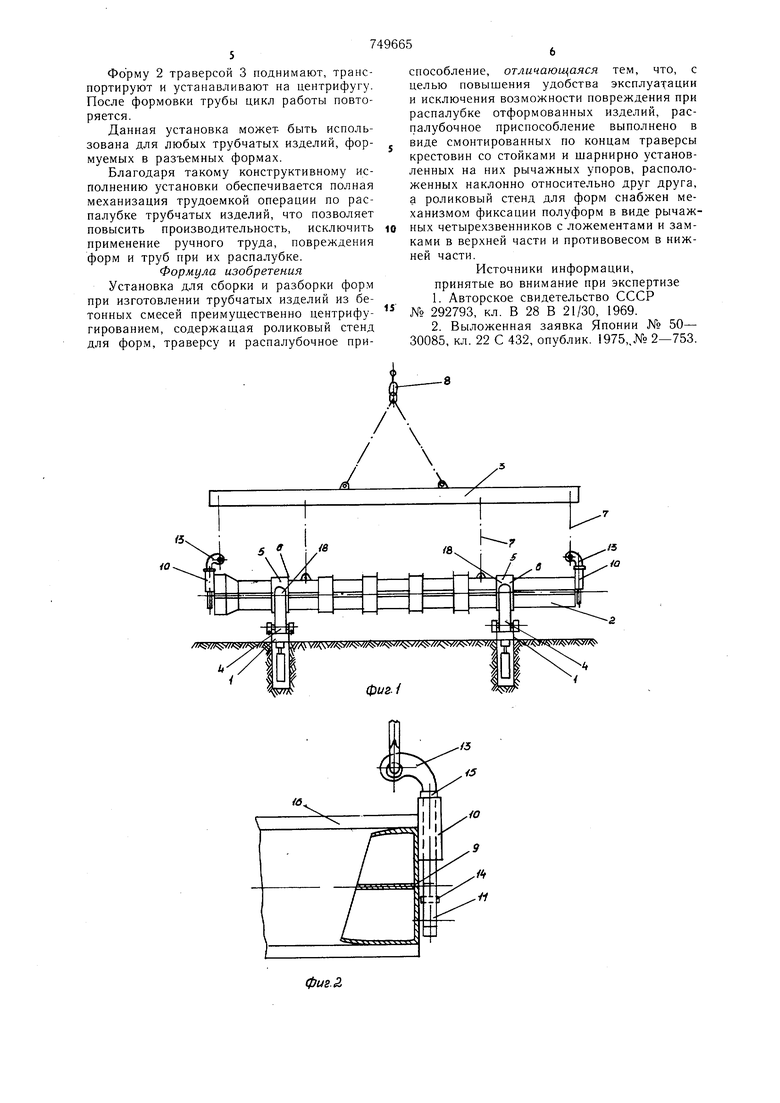
имущественно центрифугированием, вид сбоку; на фиг. 2 - распалубочное приспособление, вид сбоку (в разрезе); на фиг. 3 - то же и механизм фиксации полуформ, вид спереди; на фиг. 4 - то же, вид сбоку; на фиг. 5 - то же, после распалубки трубы, вид спереди.
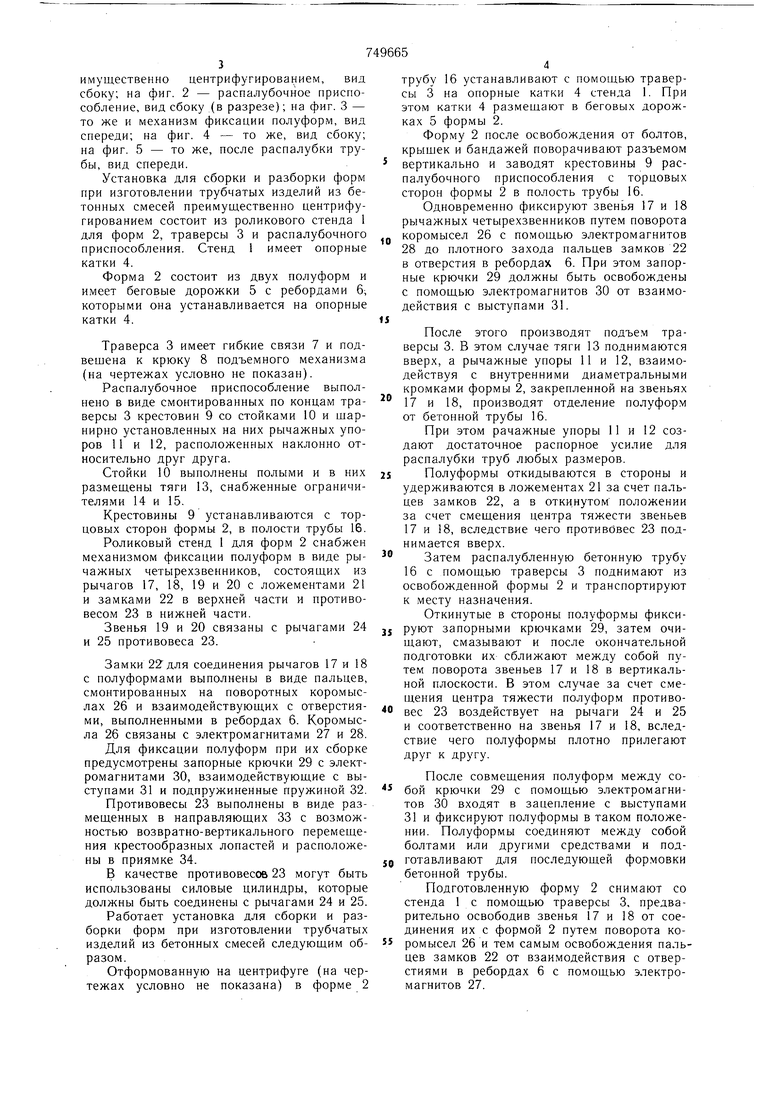
Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей преимущественно центрифугированием состоит из роликового стенда 1 для форм 2, траверсы 3 и распалубочного приспособления. Стенд 1 имеет опорные катки 4.
Форма 2 состоит из двух полуформ и имеет беговые дорожки 5 с ребордами 6; которыми она устанавливается на опорные катки 4.
Траверса 3 имеет гибкие связи 7 и подвешена к крюку 8 подъемного механизма (на чертежах условно не показан).
Распалубочное приспособление выполнено в виде смонтированных по концам траверсы 3 крестовин 9 со стойками 10 и шарнирно установленных на них рычажных упоров 11 и 12, расположенных наклонно относительно друг друга.
Стойки 10 выполнены полыми и в них размещены тяги 13, снабженные ограничителями 14 и 15.
Крестовины 9 устанавливаются с торцовых сторон формы 2, в полости трубы 16.
Роликовый стенд 1 для форм 2 снабжен механизмом фиксации полуформ в виде рычажных четырехзвенников, состоящих из рычагов 17, 18, 19 и 20 с ложементами 21 и замками 22 в верхней части и противовесом 23 в нижней части.
Звенья 19 и 20 связаны с рычагами 24 и 25 противовеса 23.
Замки 22 для соединения рычагов 17 и 18 с полуформами выполнены в виде пальцев, смонтированных на поворотных коромыслах 26 и взаимодействующих с отверстиями, выполненными в ребордах 6. Коромысла 26 связаны с электромагнитами 27 и 28.
Для фиксации полуформ при их сборке предусмотрены запорные крючки 29 с электромагнитами 30, взаимодействующие с выступами 31 и подпружиненные пружиной 32.
Противовесы 23 выполнены в виде размещенных в направляющих 33 с возможностью возвратно-вертикального перемещения крестообразных лопастей и расположены в приямке 34.
В качестве противовесов 23 могут быть использованы силовые цилиндры, которые должны быть соединены с рычагами 24 и 25.
Работает установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей следующим образом.
Отформованную на центрифуге (на чертежах условно не показана) в форме 2
трубу 16 устанавливают с помощью траверсы 3 на опорные катки 4 стенда 1. При этом катки 4 размещают в беговых дорожках 5 формы 2.
Форму 2 после освобождения от болтов, крьииек и бандажей поворачивают разъемом вертикально и заводят крестовины 9 распалубочного приспособления с торцовых сторон формы 2 в полость трубы 16.
Одновременно фиксируют звенья 17 и 18 рычажных четырехзвенников путем поворота коромысел 26 с помощью электромагнитов 28 до плотного захода пальцев замков 22 в отверстия в ребордах 6. При этом запорные крючки 29 должны быть освобождены с помощью электромагнитов 30 от взаимодействия с выступами 31.
После этого производят подъем траверсы 3. В этом случае тяги 13 поднимаются вверх, а рычажные упоры 11 и 12, взаи.модействуя с внутренними диаметральными кромками формы 2, закрепленной на звеньях
17 и 18, производят отделение полуформ от бетонной трубы 16.
При этом рачажные упоры 11 и 12 создают достаточное распорное усилие для распалубки труб любых размеров.
S Полуформы откидываются в стороны и удерживаются в ложементах 21 за счет пальцев замков 22, а в откинутом положении за счет смещения центра тяжести звеньев 17 и 18, вследствие чего противовес 23 поднимается вверх.
Затем распалубленную бетонную трубу 16 с помощью траверсы 3 поднимают из освобожденной формы 2 и транспортируют к месту назначения.
Откинутые в стороны полуформы фиксиJ руют запорными крючками 29, затем очищают, смазывают и после окончательной подготовки их сближают между собой путем поворота звеньев 17 и 18 в вертикальной плоскости. В этом случае за счет смещения центра тяжести полуформ противовес 23 воздействует на рычаги 24 и 25 и соответственно на звенья 17 и 18, вследствие чего полуформы плотно прилегают друг к другу.
После совмещения полуформ между со бой крючки 29 с помощью электромагнитов 30 входят в зацепление с выступами 31 и фиксируют полуформы в таком положении. Полуформы соединяют между собой болтами или другими средствами и подQ готавливают для последующей формовки бетонной трубы.
Подготовленную форму 2 снимают со стенда 1 с помощью траверсы 3, предварительно освободив звенья 17 и 18 от соединения их с формой 2 путем поворота ко ромысел 26 и тем самым освобождения пальцев замков 22 от взаимодействия с отверстиями в ребордах 6 с помощью электромагнитов 27.
Форму 2 траверсой 3 поднимают, транспортируют и устанавливают на центрифугу. После формовки трубы цикл работы повторяется.
Данная установка может- быть использована для любых трубчатых изделий, формуемых в разъемных формах.
Благодаря такому конструктивному исполнению установки обеспечивается полная механизация трудоемкой операции по распалубке трубчатых изделий, что позволяет повысить производительность, исключить применение ручного труда, повреждения форм и труб при их распалубке. Формула изобретения
Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей преимущественно центрифугированием, содержащая роликовый стенд для форм, траверсу и распалубочное приспособление, отличающаяся тем, что, с целью повышения удобства эксплуа- -ации и исключения возможности повреждения при распалубке отформованных изделий, расГ1алубочное приспособление выполнено в виде смонтированных по концам траверсы крестовин со стойками и шарнирно установленных на них рычажных упоров, расположенных наклонно относительно друг друга, а роликовый стенд для форм снабжен механизмом фиксации полуформ в виде рычажных четырехзвенников с ложементами и замками в верхней части и противовесом в нижней части.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 292793, кл. В 28 В 21/30, 1969.
2.Выложенная заявка Японии № 50- 30085, кл. 22 С 432, опублик. 1975,,№ 2-753.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей | 1986 |
|
SU1395514A1 |
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1096120A1 |
| Устройство для сборки и разборки форм трубчатых изделий | 1979 |
|
SU874376A1 |
| Опалубка для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU895681A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1131661A1 |
| Форма для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1988 |
|
SU1556921A2 |
| Замковое соединение формы для изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1726270A1 |
| Распалубочное приспособление | 1985 |
|
SU1303420A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |



в
/5
фиг. 5
-гз.
.
55
5
У.
- - - фиг.
