I
Изобретение относится к области определения свойств формовочных и стержневых смесей, применяемых в литейном производстве. Под выбиваемостью понимают степень трудности удаления стержней или частей формы из остывшей отливки.
Основными условиями приближения воспроизведения Лабораторных условий аыбивки к реальным, в которых находятся стержни в отливках к моменту выбивки, являются состав смеси, температура прогрева стержня, продолжительность вьщержки при различных температурах, величина обьемного сжатия .стержня при усадке металла, скорость охлаждения стержня.
Известные методы выбиваемости делятся по технологическим пробам и по стандартным образцам.
Чтобы воспроизвести в испытуемой смеси реальные условия литейной формы, используют технологическую пробу, т.е. отливку упрощенной конструкции, в большей или меньшей степени моделирующей какую-то группу отливок. Для изменения температуры прогрева
испытуемой смеси технологические пробы изготовляют различных размеров или одного и того же размера, заливая опытный стержень сплавами с различными температурами заливки, например, чугуном, медными и легкими сплавами с температурами заливки соответственно 1350, 1150 и 720°С. В качестве критерия оценки трудоемкости выбивки стержня обычно используют число ударов по отливке, необходимое для высыпания стержня. Поскольtoку до настоящего времени не существует стандартных приборов для определения выбиваемости, невозможно сопоставлять результаты, полученные разными исследователями, так как очень трудно без стандартных прибоISров создать одинаковые условия выбивки опытных стержней. Кроме того, невозможно объективно определить момент конца выбивки из-за образования пригарной корки различной толщины.
20
По стандартным образцам количественная оценка выбиваемости объединяет методы, в которых за величину выбиваем 1С И принимается работа выбивки, затраченная на сквожую , пробивку термообработанного и охлажденного образца с помоищо специального копра, или остаточная прочность нагретых и охлажденных стандартных цилиндрических образцов 1. Определение выбиваемости путем сквозной пробивки образвд на специальном (метод ЦНИИТМАШ) позволяет получить воспроюводимые количественные результаты, но не устраняет недостатки, свойственные методам определения выбиваемости по стандартным образцам, так как опытные образцы при охлаж Дании и в момент испытания не находятся в условиях сжатия, например двухосного сжатия что приводит к существенному различию в напряженном состоянии смеси в процессе выбивки в реальной отливке и в процесс разрушения испытуемого образца; пробивка центра образца специальным бойком отражает реальный процесс удаления стержней из отливок с применением отбойных молотков и не отраж ет целиком процессов разрушения стержней при выбивке на вибрационных решетках, так как в этих случаях воздействие на смесь в виде вибрации или ударов осуществляется не непосредственно, а через стенки отливки или опоки. Известно также, что зксперименты выполня ются с использованием планирования эксперимента 2. Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ определения выбиваемости формовочных и стержневых смесей, заключающийся в том, что стандартны цилиндрический образец отвержденной смеси нагревают, охлаждают и разрушают в условиях двухосного сжатия, после чего определяется остаточная прочность образца при испытании на сжатие 3. Очевидно, что испытание образ ца на сжатие не отражает целиком процессов разрушения стержней при выбивке на вибравдонных решетках. Цель изобрете1ШЯ - приближение условий испытания к процессу разрушения реальных стержней при выбивке на вибрационных реше ках. Цель достигается тем, что производят формирование образца в жаростойкой тонкостенной гильзе, подвергают их совместной теплово обработке с последующей вибрацией, прикладывая ударную нагрузку поочередно к диамет рально противоположным сторонам гильзы на половине высоты образца и перпендикулярно оси образца, с фиксацией времени на удалени образца из гильзы. Возможность определения работы выбивки через время выбивки следует из формулы: A.k-N-t. А - работа, затраченная на выбивку; N - мощность оборудования, на котором осуществляется выбивка; fc - время, необходимое для выбивки; k - величина, постоянная для данного типа испытательных устройств. При выбивке образцов на стационарном приборе, приводимом в движение двигателем постоянной мощности, работа выбивки пропорциональна времени выбивки и мерой выбиваемости может служить время выбивки. Вибрационное разрущение образцов целесообразно осуществлять на специальном устройстве, монтируемом жестко к подвижной части стандартного прибора для определения зернового состава песков модели 026 вместо набора сит. Частота ударов определяется частотой колебаний подвижной части прибора модели 026 и равна 10 Гц. Удары по гильзе направлены Радиально, перпендикулярно оси образца и осуществляются поочередно с диаметрально противоположных сторон гильзы на расстоянии 15 мм от основания. Сила удара по гильзе равна 2,6 Н. При проведении опытов были использованы гильзы высотой 50 мм, в которых тремя ударами стандартного копра формировался образец высотой 30 мм от основания. Предлагаемый способ может быть стандартизован по показателям времени выдержки в печи, температуры нагрева, времени охлаждения, но для целей оптимизации составов стержневых смесей режимы тепловой обработки должны подбират.ься с учетом температуры прогрева реального стержня, котораязависит не только от марки применяемого сплава и температуры заливки, но и от толщины стенки отливки и от времени охлаждения отливки до момента выбивки. Способ определения выбиваемости осуществляется применительно к песчано-глинистым смесям для cтepжз eй фасонных отливок санитарнотexничeckoй арматуры (отливки получают заливкой металла в металлические формы). При этом решается задача нахождения состава песчано-глинистой стержневой смеси, обладающей минимальной выбиваемостью. В качестве переменных факторов при исследований выступают Xf - количество- глины, вводимой в смесь; X 2 влажность смеси; количество песка освежения; температура прогрева образца. Влияние остальных факторов на выбиваемость в данных эксперементах не изучалось. Они были зафиксированы на определенных уровнях и в процессе всего эксперимента 2 не изменялись. С целью определения длительности выдержки испытуемых образцов в муфеле для воспроизведения температур прогрева реальных стержней с помощью встроенных термопар были произведены замеры динамики изменения температуры смеси реальных стержней и экспериментальнь Х образцов. Замеры показали, что через 4 мин после заливки металла для получения изучаемой отливки или помещения образца в муфель, прогретый до 800°С, стержень прогревается одинаково, достигая 225°С. Время 7503 5
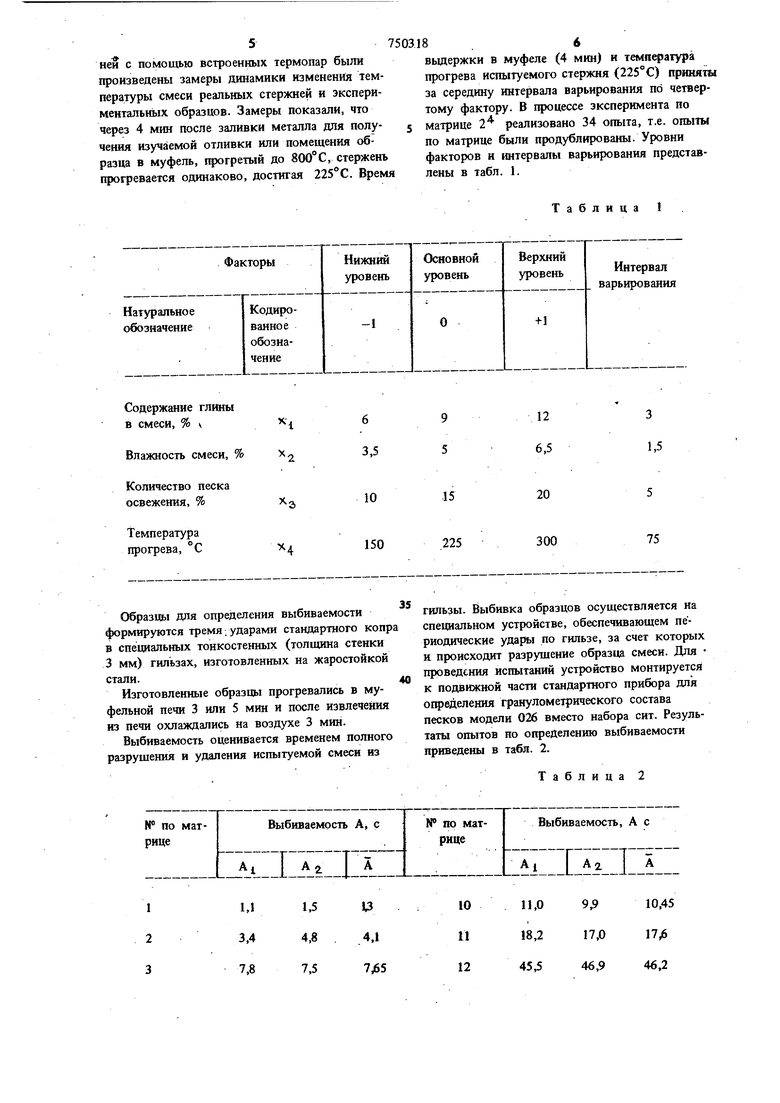
Таблица 1 86 выдержки в муфеле (4 мин) и температура прогрева испытуемого стержня (225°С) приняты за середину интервала варьирования по четвертому фактору. В процессе зксперимента по матрице 2 реализовано 34 опыта, т.е. опыты по матрице были продубл1фованы. Уровни факторов и интервалы варьирования представлены в табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1997 |
|
RU2167021C2 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1764761A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2012 |
|
RU2495731C1 |
| Состав для изготовления литейный форм и стержней | 1982 |
|
SU1163958A1 |
| Литейный стержень | 1991 |
|
SU1787653A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2010 |
|
RU2425732C1 |
| Смесь для изготовления стержней в производстве плавленолитых огнеупоров | 1983 |
|
SU1156804A1 |
| Способ определения индекса пластичности формовочных и стержневых смесей | 2018 |
|
RU2682262C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2010 |
|
RU2445185C1 |
| Способ изготовления литейных форм и стержней | 1984 |
|
SU1243887A1 |
Содержание глины
в смеси, %
Влажность смеси, 9
Количество песка освежения, %
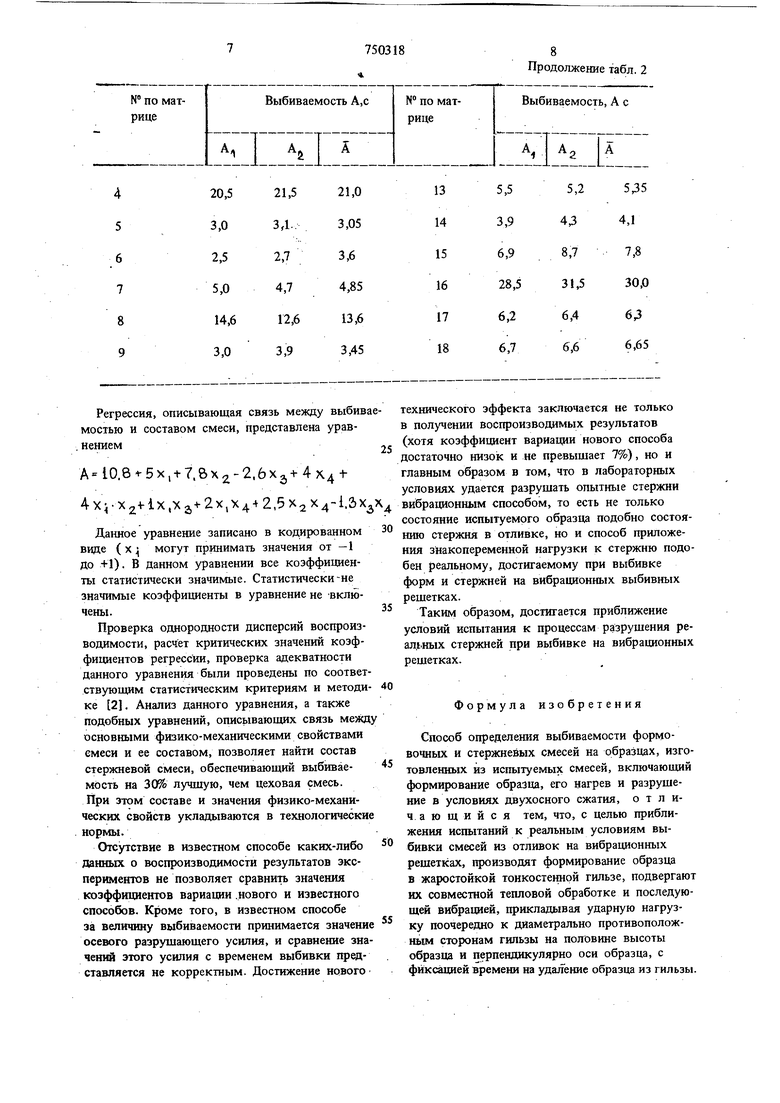
Температура прогрева, °С Образцы для определения выбиваемости формируются тремя. ударами стандартного копр в специальных тонкостенных (толщина стенки 3 мм) гильзах, изготовленных на жаростойкой стали. Изготовленные образцы прогревались в муфельной печи 3 или 5 мин и после извлечения из печи охлаждались на воздухе 3 мин. Выбиваемость оценивается временем полного разрушения и удаления испытуемой смеси из
9
3
12 6,5
5
1,5
20 300
15 225
75 гильзы. Выбивка образцов осуществляется на специальном устройстве, обеспечивающем периодические удары по гильзе, за счет которых и происходит разрущение образца смеси. Для проведения испытаний устройство монтируется к подвижной части стандартного прибора для определения гранулометрического состава песков модели 026 вместо набора сит. Результаты опытов по определению выбиваемости приведены в табл. 2. Таблица 2 Регрессия, описывающая связь между выбив мостью и составом смеси, представлена урав.нением А 10.8+-5 X, 17.В X 2 - 2.6 X2, + 4 х -14х),Х2,,, Данное уравнение записано в кодированном виде ( X могут принимать значения от - 1 до +1). В данном уравнении все коэффициенты статистически значимые. Статистически-не значимые коэффициенты в уравнение не -включены. Проверка однородности дисперсий воспроизводимости, расчет критических значений коэффициентов регрессии, проверка адекватности данного уравнения были проведены по соответ ствующим статистическим критериям и методи ке 2. Анализ данного уравнения, а также подобных уравнений, описьшающих связь межд основными физико-механическими свойствами емеси и ее составом, позволяет найти состав стержневой смеси, обеспечивающий выбиваемость на 30% лучшую, чем цеховая смесь. При этом составе и значения физико-механических свойств укладываются в технологически нормы. Отсутствие в известном способе каких-либо данных о воспроизводимости результатов экспериментов не позволяет сравнить значения коэффивдентов вариации .нового и известного способов. Кроме того, в известном способе за величину выбиваемости принимается значени осевого разрушающего усилия, и сравнение зна чений этого усилия с временем выбивки представляется не корректным. Достижение нового технического эффекта заключается не только в получении воспроизводимых результатов (хотя коэффициент вариащи нового способа достаточно низок и не превышает 7%), но и главным образом в том, что в лабораторных условиях удается разрушать опытные стержни вибрационным способом, то есть не только состояние испытуемого образца подобно состоянию стержня в отливке, но и способ приложения знакопеременной нагрузки к стержню подобен реальному, достигаемому при выбивке форм и стержней на вибрационных выбивных решетках. Таким образом, достигается приближение условий испытания к процессам разрушения реал.1.ных стержней при выбивке на вибрационных решетках. Формула изобретения Способ определения выбиваемости формовочных и стержневых смесей на образцах, изготовленных из испытуемых смесей, включающий формирование образца, его нагрев и разрушение в условиях двухосного сжатия, о т л ич. а ю щ и и с я тем, что, с целью приближения испытаний к реальным условиям выбивки смесей из отливок на вибрационных решетках, производят формирование образца в жаростойкой тонкостенной гильзе, подвергают их совместной тепловой обработке и последующей вибрацией, прикладывая ударную нагрузку поочередно к диаметрально противоположным сторонам гильзы на половине высоты образца и перпендикулярно оси образца, с фиксацией времени на удаление образца из гильзы.
975031810
Источники информации,2. Адлер Ю. П. и др. Планирование экспепринятые во внимание при экспертизеримента при поиске оптимальных условий; М.,
нологические испытания формовочных матерна-3. Авторское свидетельство СССР N 351126,
лов. М., Машиностроение, 1973, с. 204-210.кл. В 22 С 1/00, G 01 N 3/32, 1970.
