Од СО
со
ел
эо
1 1
Изобретение относится к литейному производству, а именно к составам формовочных и стержневых смесей.
Цель изобре-сения - улучшение выбиваемости, снижение трудозатрат и улучшение санитарно-гигиенических условий труда, за счет введения в состав смеси глиноземистого .шлака, являющегося отходом производства глинозема, и содержащего мас.%; СаО 35,35, 42,93,
Введение в состав смеси глинозеистого ишака способствует образованию модификации двухкальциевого силиката, что способствует улучщению ее выбиваемости.
Использование глиноземистого шлака в количестве 5,0-12,45% создает условия, при которых получается до 95% двухкальциевого силиката.
Такое содержание дгухкальциевого силиката после термообработки (т.е. осле заливки металлом обеспечиает полный переход , в у-моификацию по всему объему материаа, образование структуры у- Ca Si04ведет к увеличению объема материаа (до 12%).
Выбранное количество глиноземистого шлака позволяет максимально интенсифицировать процесс перестройки двухкапьи,иевого силиката в Y-моификацию. Уменьшение содержания лака в смеси не позволяет ему проявить свои модифицирующие свойства, а увеличение не эффективно, так как образовываются соединения, не ciioсобствующие разупрочнению смеси.
Кроме того, использование глиноземистого шлака позволит предотвратить загрязнение окружающей среды отходами производства.
Количество жидкого стекла и воды, используемой для уплотнения смеси, не превьппает допустимой величины, обусловленной требованиями, предъявляемыми к формовочным материалам и
связукщим.
Предлагаемьй состав смеси после запивки формы металлом в процессе охлаждения обеспечивает разрыхление смеси, удаление которой требует лишь незначительного усилия (лёгкого удара).
Предлагаемая смесь обладает свойством облегченной выбиваемости при заливке сплавов в широком интервале температур (1100 - 1600°С). При этом металл характеризуется однородной структурой без газовых раковин.
39582
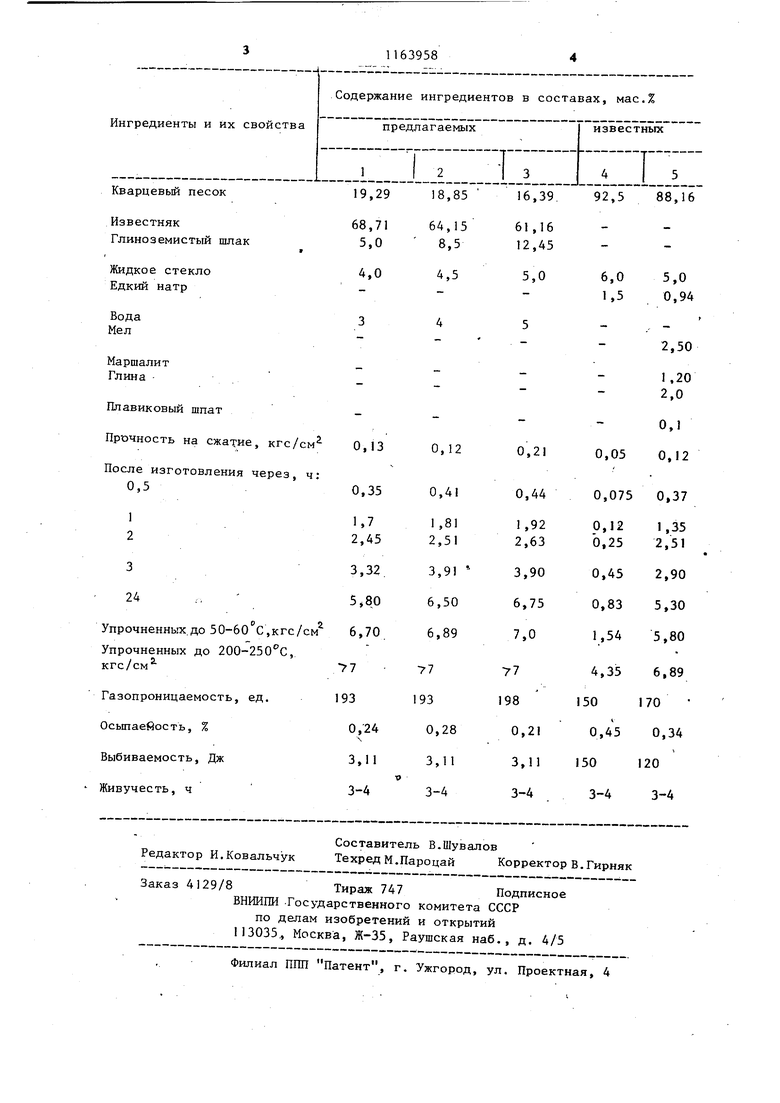
Для получения смеси были подготовлены три состава, отличающиеся между собой содержанием компонентов (см. табл.) . Известняк вводился как 5 карбонатсодержащий компонент.
В таблице приведены свойства известной смеси 5 и базового объекта смеси, применяемой в производстве для получения стальных отливок 0 (смесь 4), здесь же приведены физико-механические и технологические свойства смесей.
Смесь готовят путем смешивания исходных материалов в лабораторных S бегунах. Перемешивание проводят в течение 10 мин, засыпая вначале сыпучие .материалы, а затем добавляя жидкое стекло и воду. Отверждение предлагаемой смеси происходит при 0 подсушке ее на протяжении одного часа при 50-60 С. Возможна также подсушка образцов в течение одного часа при 200-250°С.
Определение физико-механических 5 и технологических свойств предлагаемых смесей проводят в соответствии с требованиями, предъявляемьми к материалам такого типа. Из полученной смеси готовят образцы цилиндри ческой формы, диаметром и высотой
.50 мм.Газопроницаемость и прочность в сыром состоянии приведена в таблице.
После отверждения смеси образцы помещают в форму из песчано-глинистой смеси и заливают сталью. Температура расплава .
Выбиваемость смесей определяют двумя способами. Первое определение проводят в лабораторных условиях путем термообработки стандартных образцов - стержней из разработанной
.смеси при 1300, 1350, 1400 С. Испытуемые образцы рассыпают в процессе охлаждения в печном пространстве
(в течение 1 ч.
Во втором случае определяют; выбиваемость стандартных образцов при получении стальных отливок. После 2 ч -охлаждения испытуемые образцы выбивают из отливки одним ударом лабораторного копра с весом груза 6,35 кг, падающего с высоты 5 см. В этом случае при удалении о.бразца выполняется работа 3,11 Дж. ,
. А П Ь. h .,
где п - количество ударов бойка , G - вес падающего груза , h - высота падения груза.
Кварцевьй песок
92,5 88,16
16,39.
18,85
19,29
| название | год | авторы | номер документа |
|---|---|---|---|
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 1980 |
|
SU944722A1 |
| ПРОТИВОПРИГАРНЫЙ МАТЕРИАЛ ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 1989 |
|
RU2033881C1 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1775211A1 |
| Смесь для изготовления литейных форм и стержней | 1986 |
|
SU1342580A1 |
| Смесь для изготовления литейных форм и стержней | 2019 |
|
RU2703637C1 |
| Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней | 1986 |
|
SU1404152A1 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 2021 |
|
RU2771422C1 |
| Смесь для изготовления литейных стержней и форм | 1978 |
|
SU734912A1 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 1985 |
|
SU1289580A1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1503972A1 |
СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, включающий кварцевый песок, жидкое стекло, карбонат и технологическую добавку. отличающийся тем, что, с целью улучшения выбиваемости, снижения трудозатрат и улучшения санитарно-гигиенических условий труда, состав в качестве технологической добавки содержит отход производства глинозема-глиноземистый шлак, в котором содержание оксида кальция ССаО) и оксида алюминия ) составляет соответственно 35,35 и 42,93 мас.% при следующем соотношении ингредиентов, мас.%: Кварцевый песок 16,39-19,29 Жидкое стекло 4,0-5,0 Карбонат 61,16-68,71 Глиноземистый шлак указанного сос(Л тава 5,0-12,45 Вода3,0-5,0.
| Способ получения стальных отливок | 1960 |
|
SU133197A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Смеси для изготовления литейных стержней | 1959 |
|
SU130633A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ФОРМОВОЧНАЯ СМЕСЬ | 0 |
|
SU266157A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
