Приспособления для изготовления обуви из пластических масс, основанные на применении обогреваемой составной формы, снабженной отверстиями для нагнетания пластической массы в полость формы, а также и для удаления из формы излишков массы, уже известны.
Предлагаемое изобретение для изготовления обуви из пластической массы отличается от известных тем, что форма снабжается сменным вкладышем, служаш,им специально для образования верха и Низа обуви из различных смесей. Чтобы создать возможность для смены вкладыша без нарушения всей формы, в приспособлении предусмотрено применение жесткой направляюш,ей, при перемещении внутри которой форма заполняется массой. Паправляюшая снабжена отверстиями для нагнетания массы и окном для смены вкладыша.
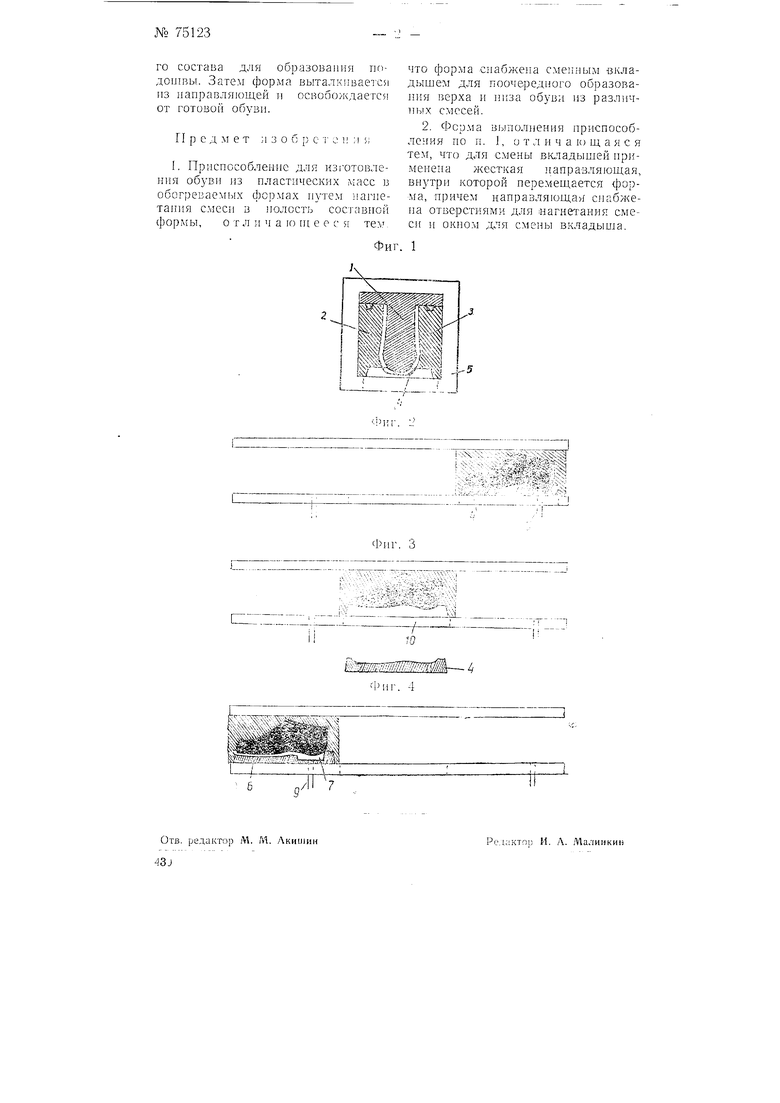
На фиг. 1 изображен поперечный разрез формы, находяп1,ейся внутри направляющей 5.
Форма состоит из четырех частей: двух боковых 2-3, имеющих оттиски поверхности ботинка, одной верхней части , к которой прикреплена колодка, снабженная поднарядом; одной нижней части 4, сменяемой в
процессе работы вкладышем 6 (фиг. 4) для образования лодошвы. Все части формы скреплены между собой шипами.
В таком виде форма подается в жесткую направляющую 5, которая не дает частям формы нарушить свое положение во время поступления в нее массы под больцгим давлением.
Пластическая масса представляет собой смесь из полпхлорвиниловых смол и наполнителей, причем состав смеси для верха п низа обу-ви различен.
На фиг. 2, 3 и 4 изображен ход образования верха и низа обуви в период пребывания формы в направляющей 5.
Когда форма заппмает первое положение (фиг. 2), в нее подается прессом смесь для образования обуви без подошвы.
По окончанш процесса форма смещается па середину .направляющей (фиг. 3), над отверстием 10 в последней, позволяющим удалить нижнюю часть 4 формы и заменить ее вкладышем 6.
Пссле этой операции форма продвигается еще левее (фиг. 4) и устанавливается над отверстием .9, через которое подается смесь друго4 9
го состава для ооразования гюдо1лвы. Затем форма выталкивается из направляющей и освобождается
от готовой обЗВИ.
Предмет и з о б р с т с i; :i ;;
I. Пряспособленне для Н31-отовленпя обуви из пластических масс в обогреваемых формах путем нагпетаппя смесп в полость составной формы, о тл ч а ю П1 е е с я тел.
что форма снабжена смеинвгм екладышем для поочередного образования верха н обув; из разлпчпых смесей.
2. Форма выполнения приснособлеиия по п. 1, от л н ч а ю ш, а я с я тем, что для смены в1-сладышей нримепена жесткая направляющая, внзтри которой перемещается форма, причем направляющая спабжена отверстиями для иагнетания смеси и окном для смены вкладыша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви типа сабо | 1982 |
|
SU1088696A1 |
| ПРЕССФОРМА ДЛЯ ПРИКРЕПЛЕНИЯ НИЗА ОБУВИ | 1968 |
|
SU232058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Способ получения заменителя кожи | 1939 |
|
SU58287A1 |
| Прессформа для горячей вулканизации низа обуви | 1955 |
|
SU102402A1 |
| Машина для изготовления обуви типа "Парко" | 1948 |
|
SU79547A1 |
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Способ изготовления обуви с литьевой подошвой | 1982 |
|
SU1098540A1 |
(. 3
