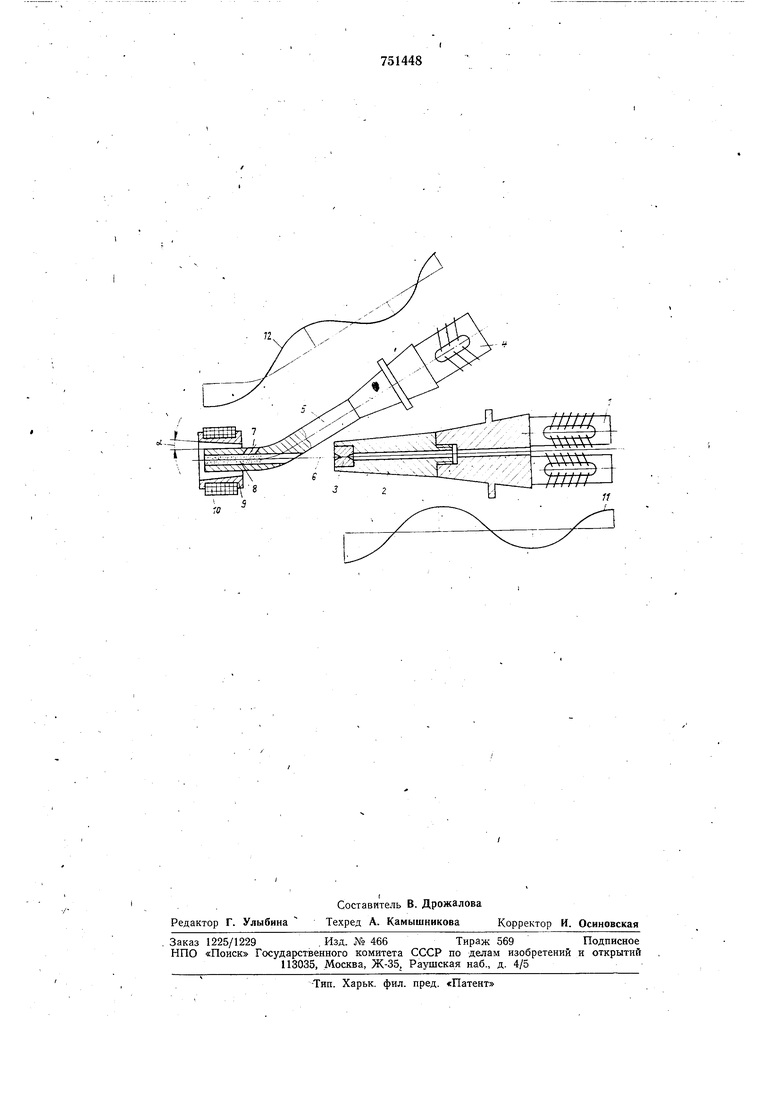
а, на iKOTopoH : расположен магнитопровод 10.
iHa чертеже также дредст.авлена эпюра 11, характеризующая распределение колебаний волновода 2 и вюлоки 5 и эпюра 12, характеризующая рёспределение «олебаний волновода 5 с ма1гнит.но-абразивньш порошкам iS.
Обработку .проволоки осуществляют следующим образом.
|Конец л,ро®оло.ки 6 со сматывающей катущки (не показана) дропускают 4ерез волоку 3, отверстие в волноводе 5 и захрелляют на катушке тянущего механизма (не показан). Затем в отверстие волновода 5 через отверстие 7 засыпают магнитно-абразйвный лорощок 8 и .создают магнитное поле от магнктопровода vlO. Под действием магнитно1го поля вокруг, проволоки 6 в отверстии .чолнов.ода 5 из магнитно-абр.азивного п.ор.ош.ка создается магнитно-абраз.ивная щетка. Включают ,ульт,раз1вуковые исТОЧ.НИКИ 1 SI 4 vi тянущий механизм прюволоки..
Вследствие того, что катуинка 9 выполнена с коническим отверстием, .магнитноабразивная щетка имеет различную жест.кость по длине проволоки. Чем меныще диаметр конического отверстия катушки, тем более жесткая щетка, и с обрабатываемого изделия сни1У{иется больший .припуск. На тор:це в.оЛ(Ново)да, напряженности магнитного .поля .меньше, :ма1гвитно-абразив.ная щет.ка и.меет .меньшую жесткость, вследствие чего она снимает м.еньщий припуск, что пониж ает щероховатость обрабатываемого изделия. Магнитно-аб.разиБНые зе1р.на в отеер,стии .в.олновода 6 под действием ультразвуковых колебаний перемещаются, что
резко .повышает производительность процесса абр1а1ботки.
.Изменяя амплитуды колебаний ультразвуковых источЕнков и напряженность магнитнаго .поля, можно получить заданную шероховатость обрабатываемого изделия и достигнуть оптимальной производительности продеоса..
Способ изготовления проволоки позволяет производить обработку проволоки различной длины и диаметра, получить шероховатость класса чистоты, удалить с поверхности проволоки дефектный слой (окалину, наклеп, царапины и т. д.).
Формула изобретения
Способ изготовления проволоки, включающий .волочение при воздействии ультразву.ко.вых колебаний и шлифование маг.нитН0-а1бразив.ным пор.ошком в магнитном поле, о т л и ч а ющи й.с я тем, что,, .с целью улучшения качества обработки, на магнитно-абразивный порошок и проволоку накладывают ульт|развуковые колебания, при этом пучность .колебаний порошка совпадает с пучностью колебаний проволоки и .напряженность магнитного поля убывает по, напр.авлен.ию перемещения проволоки.
Источники информации, принятые во внимаЕие при проведении экспертизы:
1.Сакулев1ич Ф. lO. и др: Магнитно-аб.разив.ная обработка точных деталей. МИЕСК,
«Высщая Щкола, 1977, с. 12, 202. . ..
2.Марков А. И. Ультразвуковое резание труднообрабатываемых материалов, М., «Машиностроение, 1968, с. 194-195.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля дефектов протяженных изделий | 1981 |
|
SU989452A2 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1981 |
|
SU1066692A2 |
| Способ контроля дефектов протяженных изделий | 1979 |
|
SU868543A1 |
| Способ обработки отверстий | 1980 |
|
SU931391A1 |
| Установка для гидростатического прессования с применением ультразвука | 1983 |
|
SU1159674A1 |
| Акустический волновод для волочения металла с применением ультразвуковых колебаний | 1982 |
|
SU1079329A1 |
| Способ формования длинномерных изделий из порошковых материалов и устройство для его осуществления | 1990 |
|
SU1780923A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2347645C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |