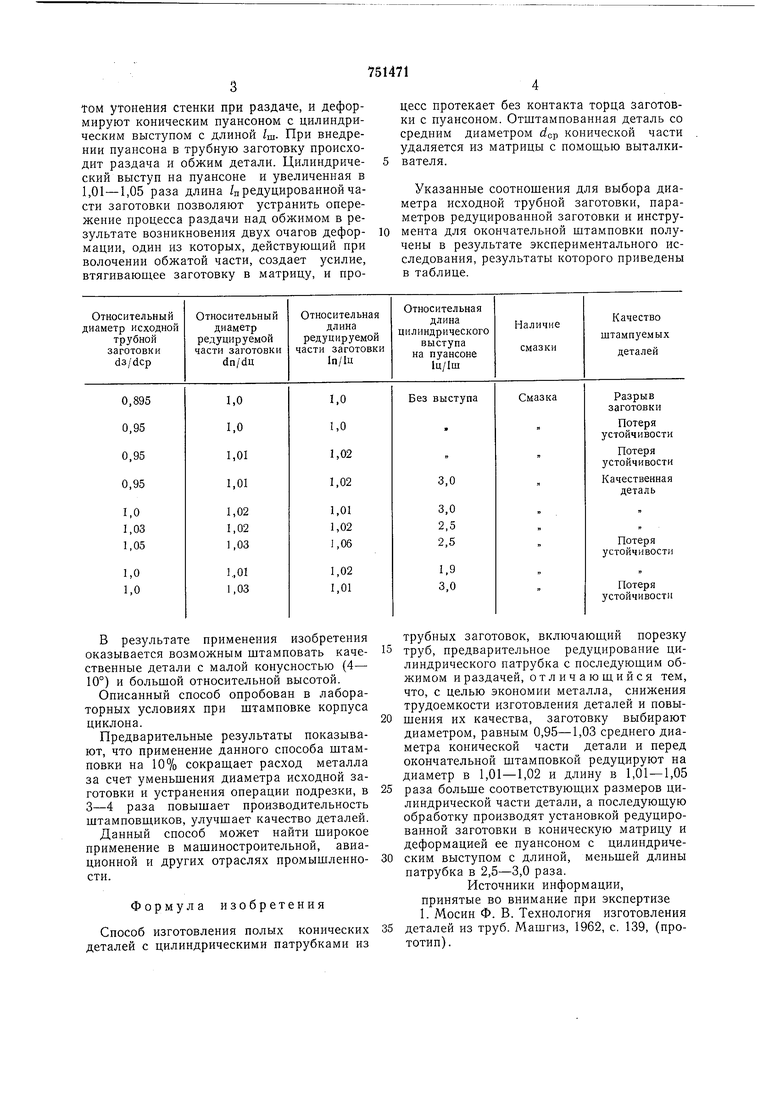
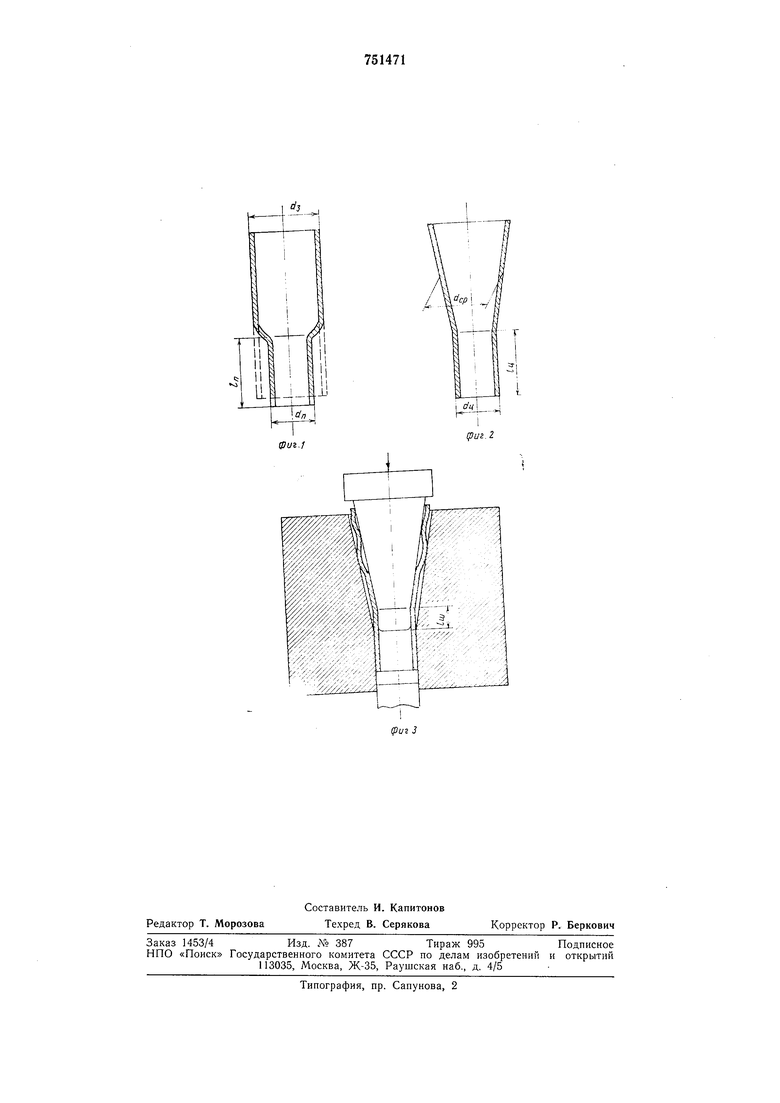
TOM утонения стенки при раздаче, и деформируют коническнм пуансоном с цилиндрическим выступом с длиной /ш- При внедрении нуансона в трубную заготовку происходит раздача и обжим детали. Цнлнндрический выступ на пуансоне и увеличенная в 1,01-1,05 раза длина /п редуцированной части заготовки позволяют устранить опережение процесса раздачи над обжимом в результате возникновения двух очагов деформации, один из которых, действуюш,ий при волочении обжатой части, создает усилие, втягивающее заготовку в матрицу, и процесс протекает без контакта торца заготовки с пуансоном. Отштампованная деталь со средним диаметром dcp конической части удаляется из матрицы с помощью выталкивателя.
Указанные соотношения для выбора диаметра исходной трубной заготовки, параметров редуцированной заготовки и инструмента для окончательной щтамповки получены в результате экспериментального исследования, результаты которого приведены в таблице.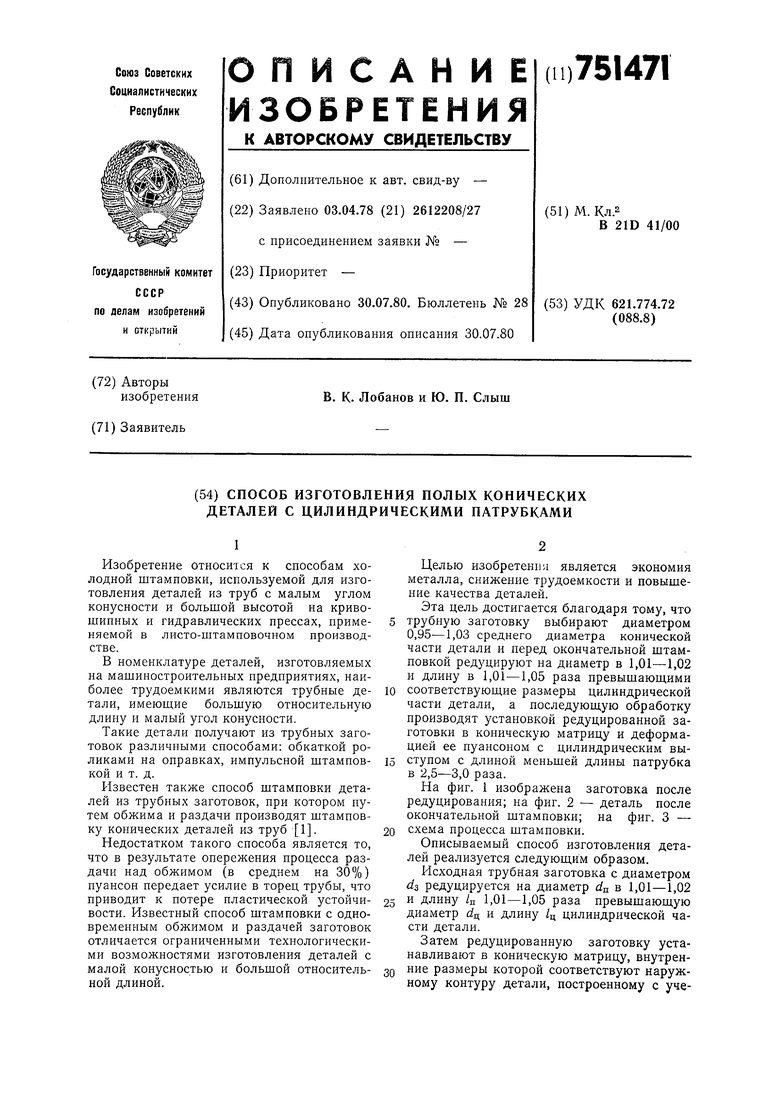
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных осесимметричных деталей из трубчатых заготовок | 1982 |
|
SU1074634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087235C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087232C1 |
В результате применения изобретения оказывается возможным щтамповать качественные детали с малой конусностью (4- 10°) и больщой относительной высотой.
Описанный способ опробован в лабораторных условиях при щтамповке корпуса циклона.
Предварительные результаты показывают, что применение данного способа щтамповки на 10% сокращает расход металла за счет уменьщения диаметра исходной заготовки и устранения операции подрезки, в 3-4 раза повыщает производительность штамповщиков, улучшает качество деталей.
Данный способ может найти широкое применение в машиностроительной, авиационной и других отраслях промышленности.
Формула изобретения
Способ изготовления полых конических деталей с цилиндрическими патрубками из
трубных заготовок, включающий порезку
труб, предварительное редуцирование цилиндрического патрубка с последующим обжимом и раздачей, отличающийся тем, что, с целью экономии металла, снижения трудоемкости изготовлеиия деталей и повыщения их качества, заготовку выбирают диаметром, равным 0,95-1,03 среднего диаметра конической части детали и перед окончательной штамповкой редуцируют на диаметр в 1,01-1,02 и длину в 1,01 -1,05
раза больше соответствующих размеров цилиндрической части детали, а последующую обработку производят установкой редуцированной заготовки в коническую матрицу и деформацией ее пуансоном с цилипдрическим выступом с длиной, меньщей длины патрубка в 2,5-3,0 раза.
Источники информации, принятые во внимание при экспертизе 1. Мосин Ф. В. Технология изготовления
деталей из труб. Машгиз, 1962, с. 139, (прототип).
фиг.1
риг. 2
