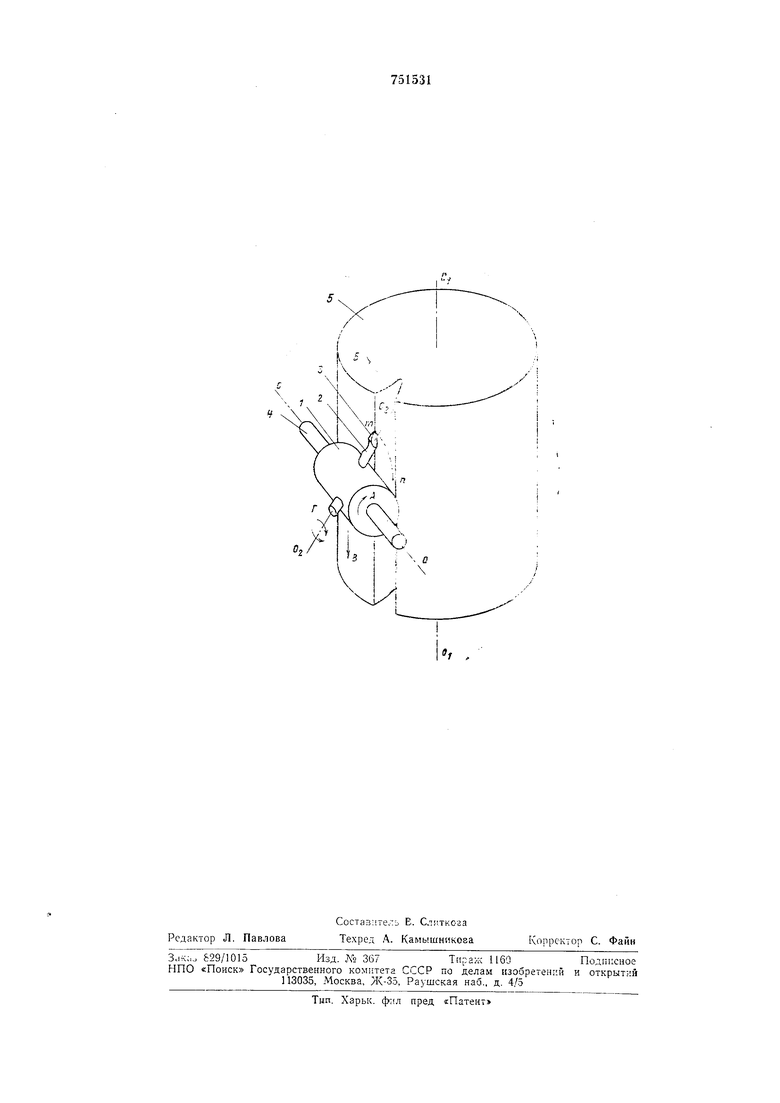
кромка в процессе резания располагается |;асатсльно к поверхности зуба. После выxoRd режущей кромки из контакта с поверхностью зуба державку поворачивают вокруг ООН 02 - 02 в обратном указанному выше направлении, она занимает первоначальное положение, и цикл обработки повторяется в той же лоследовательностп.
П р i; м е р. На станке модели 5К324 было обработано колесо эвольвентного зацепления (/И 8 мм, , ) из стали 40ХН с твердостью зубьев Я/ С52-55. Режущая кромка в начале резания располагалась касательно к поверхности зуба у его вершины. Угол скреш,ивакия между осями инструмента и колеса составлял 30. Поворот державки режущей кромки вокруг оси Ov - 02 сообш,ался от коиира, рассчитанного для принятых параметров обработки. После выхода режущей кромки из контакта с поверхностью обрабатываемого зуба по,50ротом вок;руг оси 02-02 державка возвращалась в исходное положение. За оборот инструмента вокруг оси О - О колесо поворачивалось вокруг оси Oi- Oi на угол i/Z. Инструмент имел подачу в направлении, параллельном оси заготовки. Обработка производилась инструментом, оснащенным тверды1М сплавом с углом наклона режущей крок-кк 60° при
следующих режимах резания: (7 30 ммин. мм1об., / 0,3 мм. Точность обработки характеризуется следующими показателями: погрешность профиля - 2Q мкм, отклонение шага зацеплен1ия - 15 мкм, накоплен 1ая погрещность щага по зубчатому колесу - 60 мкм.
Формула изобретения
Способ чистовой обработки цилиндрических зубчатых Колес инструментом с одной режущей кромкой, П1ри (Котором осуществляют непрерывное взаимосвязаиное вращеНИе обрабатываемого колеса и инструмента вокруг своих осей, а последнему сообщают поступательное перемещение, иараллельиое оси колеса, отличающийся
тем, что, с целью повыщен1ия точности осработки зубьев высокой твердости и крупного модуля, режущей кромке инструмента сообщают возвратно-поворотное движение вокруг оси, скрещивающейся с осью инструмента иод углом 90°.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР Л-ь 654361, кл. В 23 F 5/12, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ комбинированной обработки цилиндрических зубчатых колес | 1988 |
|
SU1703310A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| Зубострогальная гребенка | 1982 |
|
SU1155383A1 |