1
Изобретение относится к области металлургии, конкретнее к непрерывной разливке металлов и сплавов.
Известна установка для горизонталь , ной непрерывной разливки металлов, содержащая промежуточную емкость, кристаллизатор, соединительный огнеупорный стакан, приспособление вторичного охлаждения и тянущие кле- |Q ти 1 .
Недостатком известной установки является неудовлетворительная поверхность отливаемых заготовок, возникгиощая за счет образования зазора между 5 рабочей поверхностью кристаллизатора и соединительным стаканом. В этот зазор затекает металл и корочка мета.лла, сильно охлаждаясь, в последующем не сваривается с общим металлом заго-20 товки. Причиной образования указанного .зазора является быстрый износ кромки огнеупорного соединительного стакана, в том числе за счет соприкосновения с жесткими корочкс1ми заготов- 25 ки. Зазор увеличивается тгжже за счет значительной величины термического коэффициента расширения соединительного огнеупорного стакаша и кристал- .пизатора, а также за счет раз.личной 30
величины этого коэффициента для стакана и кристаллизатора.
Неудовлетворительная поверхность заготовок возникает также по причине достаточно большой смачиваемости мета.плом стенок кристаллизатора и отЬутствия .их смазки в условиях горизонтальной разливки,.
С целью повышения качества поверхности отливаемлх заготовок, соединительный стакан снабжен вставкой, установленной в выточке на его торце со стороны кристаллизатора, причем рабочая поверхность кристаллизатора и вставйа выполнены из нитрида бора, связанного окисью кремния.
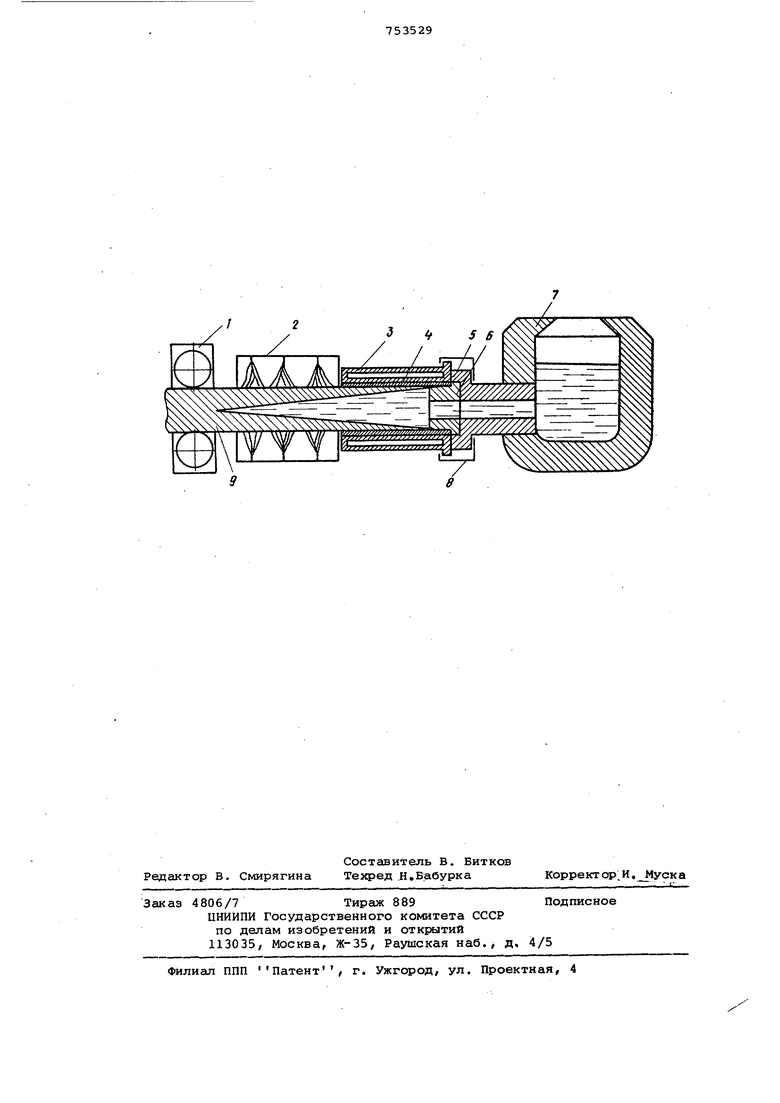
На чертеже представлен общий вид установки.
Установка состоит из тянущих клетей 1, приспособления вторичного охлаждения 2, например форсуночного, кристашлизатора 3, рабочая поверхность 4 котсчрого изготовлена из нитрида бора, связанного скисью кремния, огнеупорного соединительного стакана 5, в выточке которого встроена вставка 6, изготовленная из того же материала, что и рабочая поверхность облицовки кристаллизатора 3. Другой
конец стакана 5 закреплен в футеровке -промежуточной емкости 7. Стакан 5 и кристаллизатор 3 жестко соединены скобами 8,
Работает установка следующим образом.
В начальный момент затравка (не показана) вводится в кристаллизатор 3, после чего заполняется емкость 7 жидким металлом, который поступает через стакан 5 и вставку б в кристаллизатор 3, По мере затвердевания металла эатрсшка вытягивает заготовку с помощью тянущих клетей 1. После того, как заготовка 9 вошла в тянущие клети 1, затравка отрезается и процесс вытягивания осуществляется за счет взаимодействия тянущей клети и заготовки 9, Режим процесса вытягивания заготовки 9 осуществляется в соответствии с технологией. При этом необходимо сис.тему из кристаллизатора 3, стакана 5 и промежуточной емкости 7 оставлять жестко скрепленной, а процесс периодического вытягивания осуществлять или за счет колебания указанной системы при постоянной скорости вытягивания заготовки 9 или при неподвижном состоянии той же системы, но путем изменения скорости вытягивания заготовки 9 с помощью тянущих клетей 1.
Благоприятные условия формирования заготовок с резким снижением брака по поверхностным дефектам обеспечиваются благодаря сочетанию рабочей облицовки кристаллизатора и вставки соединительного стакана, имеющих одинаковый температурный коэффициент линейного расширения. Высокая прочность предлагаемого материала способствует высокой ее стойкости. Не смачиваемость материала жидким металлом обеспечивает разливку его без применения смазки. Это обстоятельство разрешает проблему отливки заготовок в условиях закрытого мениска металла и, прежде всего/ при непрерывной горизонтальной разливке металла.
Коэффициент теплопроводности предлагаемого материала примерно в 3 раза выще, чем у огнеупорных материалов но на порядок ниже, чем, например, у стали. Это позволяет снизить тепловой поток в; начальныйпериод формирования корки и существенно снизить вероятность образования на ней трещин.
При этом коэффициент линейного расширения имеет низкое значение и равен 0,15-10 ® что на порядок меньше, чем у меди (1б,410 ) , Это обстоятельство практически исключает возникновение дефектов заготовок, связанных с короблением стенки кристаллизатора, изготовленной из предлагаемого материала. В результате низкого температурного коэффициента расширения
материал оказывается чрезвычайно
термостойким в отношении резко изменяюгдихся в нем температурных градиентов. Поэтому вставка используется неоднократно.
Высокая плотность материала позволяет осуществлять охлаждение его непосредственно охлаждаемыми средами, в том числе и водой, При этом допустимы всевозможные способы подвода воды, включая сверление в материале каналов для ее протока.
Материал чрезвычайно легко обрабатывается на всех металлорежущих станках и Hg требует при этом создания дополнительных условий как по технологии резания, так и по технике безопасности .
Таким образом, предлагаемая установка для горизонтальной непрерывной разливки металлов обеспечивает получение заготовок, лишенных поверхностных дефектов,
Формула изобретения
5Установка для горизонтальной
непрерывной разливки металлов, содержащая промежуточную емкость, кристаллизатор, соединительный огнеупорный . стакан, приспособление вторичного охлаждения и тянущие клети, отличающаяся тем, что, с целью повышения качества поверхности отливаемых заготовок, соединительный стакан снабжен вставкой, установленной в выточке на его торце со стороны кристаллизатора, причем рабочая поверхность кристаллизатора и вставка выполнены из нитрида бора, связанного окисью кремния.
Источники информации,
принятые во внимание при экспертизе
1, Сладкоштеев В. Т. и др, Производство сортовых заготовок на горизонтальной машине.-. Сталь , №4, 1977, с, 314-зГ7,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья заготовок | 1980 |
|
SU876272A2 |
| Огнеупорная шихта | 1979 |
|
SU903357A1 |
| Устройство для непрерывного литья заготовок | 1978 |
|
SU770650A1 |
| Металлопровод | 1980 |
|
SU929314A2 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| Металлопровод | 1978 |
|
SU737107A1 |
| Кристаллизатор для непрерывного горизонтального литья заготовок | 1990 |
|
SU1743677A1 |
| Кристаллизатор для непрерывной разливки металлов и сплавов | 1980 |
|
SU929312A1 |
| Устройство для непрерывной разливки металлов | 1980 |
|
SU929311A1 |
| Способ полунепрерывного литья заготовок | 1981 |
|
SU1066728A1 |