I
Изобретение относится к металлургии и может быть использовано, при получении заготовок, отливаемых на установках непрерывной отливки стали и сплавов.,
По основному авт. св. № 35052 известно устройство для непрерывной разливки металлов,состоящее из наружного и соосно установленного с ним внутреннего кристаллизатора. Рабочая поверхность внутреннего кристаллизатора выполнена в виде полуэллипса, вытянутого в сторону, противоположную направлению извлечения слитка, а полость внутреннего кристаллизатора соединена с вакуумной системой
Недостатком данного изобретения является низкая производительность устройства, а также ухудшение-качества непрерывного слитка, отливаемого при повыиенной скорости разливки.
Цель изобретения - повышение производительности устройства и улучшение качества непрерывного слитка.
отливаемого при повышенных скоростях разливки.
Указанная цель достигается тем, что в устройстве кроме предусмотренных наружного кристаллизатора и внутреннего, рабочая часть которого выполнена в виде полуэллипса, вытянутого в сторону, противоположную направлению извлечения слитка, а также соединенной его полости с вакуумной сис10темой, облицовка внутреннего кристаллизатора выполнена из пористого материала , в котором размещены аодоохлаждаемые трубки, а в верхнем торце внутреннего.кристаллизатора герметич15но установлена крыика с трубками по-, дачи инертного газа, причем облицовка внутреннего кристаллизатора выполнена из пористой меди.
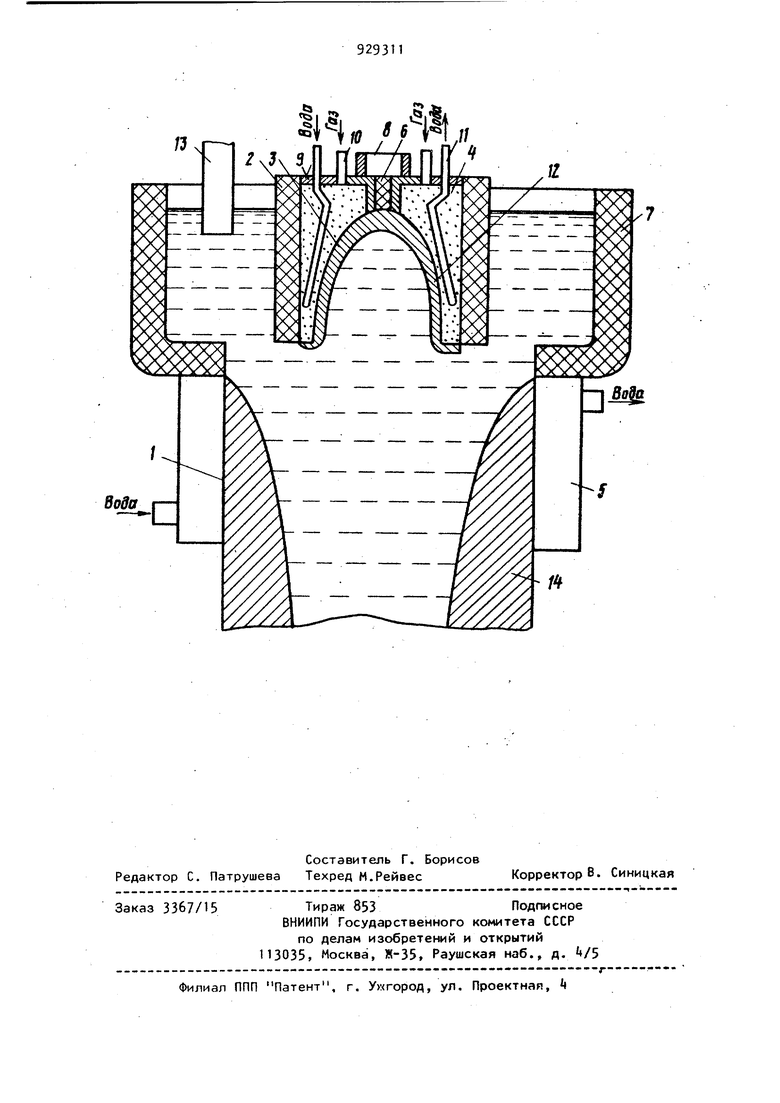
На чертеже представлено предлагагоемое устройство.
Устройство состоит из наружного кристаллизатора 1 с oxлakдaюlцeй поверхностью в виде призмы или цилинд-. 39 pa и внутреннего кристаллизатора 2. Охлаждающая поверхность 3 кристаллизатора 2 выполнена в виде полуэллипса, вытянутого в сторону5 противоположную направлению извлечения слит ка. Оба кристаллизатора снабжены охладительными рубашками 4 и 5, причем охладительная рубашка выполнена из пористого материала, например из пористой меди. Полость внутреннего кристаллизатора сообщена со средством вакуумирования посредст вом пористой вставки 6. Наружный кристаллизатор имеет промежуточную емкость 7. Вакуумная система подключается через переходную муфту 8, На торце верхнего кристаллизатора 2 установлена крышка 9, на которой .вмонтированы трубки 10 для подачи инертного газа через пористую рубашку i в полость кристаллизатора 2, В рубашке установлены металлические трубки 11 для протока охлаждающей воды, которые выведены в крышке 9. Работа предлагаемого устройства осуществляется следующим образом. Перед отливкой заготовок сечением мм из стали АОХНМА устройств приводится в готовность путем подачи охлаждающей воды в рубашку k по труб кам 10, установленным в крышке 9. Приводится в готовность работы в импульсном режиме вакуумная система и система подачи инертного газа. Устанавливают затравку (на чертеже не показана) в нижней части кристаллизатора 1 . Одновременно включают меха низм вытягивания из кристаллизатора затравки и систему вакуума и подачи инертного газа. При этом системы работают периодически по режиму вакуум-3 с(подаваемый через переходную муфту 8 и пористую вставку 6) газ 0,2 с, ваккум - 3 с, газ 0,2 с и т.д Разрежение при вакууме создается равным 0,2-0,4 атм. Давление аргона поддерживается в пределах 2-10 атм. В период действия вакуума (3 с) жидкий металл, поднятый в полость рубашки k, охлаждается и частично намораживается на поверхность указанной рубашки в виде корки 12. В по4следующий период, когда вакуум снимается, по трубам через пористую рубашку подается инертный газ(0,2 с), который выталкивает из полости рубашки корку 12 вместе с охлажденным жидким остатком. Процесс разливки осуществляется со скоростью вытягивания слитка Н, равной 0,6 0,7 м/мин, вместо обычной скорости 0,45-0,55 м/мин. За счет интенсивного введения дополнительных корок 13 и охлажденного металла в жидкую сердцевину слитка 14 производительность повышается примерно на 30%, при этом размельчается литая структура и устраняется осевая ликвация в слитке и в получаемом из него прокате. , Экономический эффект определяется за счет повышения производительности и улучшения качества строения литого и катаного металла. Улучшение качества в результате снижения суммарного брака по центральной ликвации и расслою в.прокате, а также снижения брака по поверхности при применении предлагаемого устройства достигает 0,8, по сравнению с 2,2% при использовании известного устройства. . Формула изобретения 1.Устройство для непрерывной разливки металлов по авт. св. № 435052, отли чающееся тем, что, с целью повышения производитель ности устройства и улучшения качества непрерывного слитка, облицовка внутреннего кристаллизатора выполнена из пористого материала в которой размещены водоохлаждаемые трубки, а в верхнем торце этого кристаллизатора герметично установлена крышка с трубками подачи инертного газа. 2.Устройство по п. 1, отли чающееся тем, что, облицовка внутреннего кристаллизатора выполнена из пористой меди. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 435052, кл. В 22 D 11/04, 1972. I , W J-1 Bo
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывной разливки металлов и сплавов | 1980 |
|
SU929312A1 |
| Устройство для обработки и разливки металлов в вакууме | 1975 |
|
SU563439A1 |
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| Устройство для непрерывного литья заготовок | 1980 |
|
SU876272A2 |
| Металлопровод | 1980 |
|
SU929314A2 |
| Устройство для отливки слитков вВАКууМЕ C иНОКуляТОРАМи | 1979 |
|
SU850303A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1972 |
|
SU435052A1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| Способ непрерывной разливки стали | 1981 |
|
SU969434A1 |
| Способ получения слитков | 1978 |
|
SU753527A1 |