Изобретение относится к автоматизации сварочных процессов, а именно к автоматизации электродуговой ки изделий произвольного профиля с предварительным программированием перемещения сварочного электрода, и может быть использовано при сварке стыков некруглых труб.
Цель изобретения - упрощение механической части узла сварочной головки путем ликвидации привода перемещения головки в нормальном направлении к программной траектории.
Цель достигается тем, что согласно способу сварки с программным перемещением сварочной головки с одновременной коррекцией положения сварочной головки по сигналу датчика расстояния, при котором коррекцию положения головки осуществляют в направлении нормали к программной траектории, корректирующее перемещение головки в . нормальном направлении к программной траектории производят программйыми приводами, причем результирующие сигналы на приводы определяют по формулам :
x(t)«Xnp(t)+4Xi(t),
axi - 5 Vx(t)-dt-sign(d),
(
QD СО 4
00
y(t) Упр( йУ;(:),
ЛУ;
и
Vv
V,,(t)-dt. sign(/5).
ij-ij, V-sini;,
V- cosv,
где la
U V измеряемая датчиком длина дуги;
заданная эталонная длина Ю дуги;
скорость корректирующего перемещения электрода в нормальном направлении к траектории.15
Задание величины корректирующего смещения по координатам х, у производится путем интегрирования составляющих скоростей нормального перемещения с учетом их знака.. Таким обра- 20 зом, нормальное перемещение сварочной головки осуществляется взаимосвязанной работой приводов перемещения головки по координатам х, у, что ис- ключает необходимость использования 5 специального электропринода.
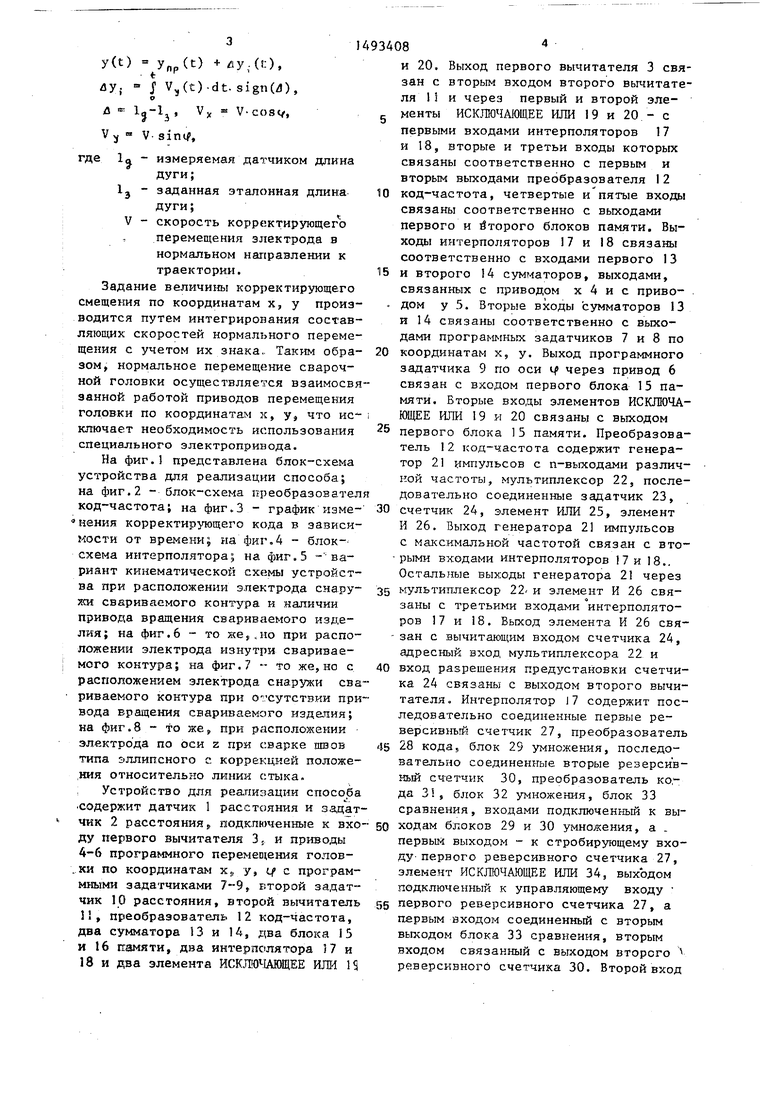
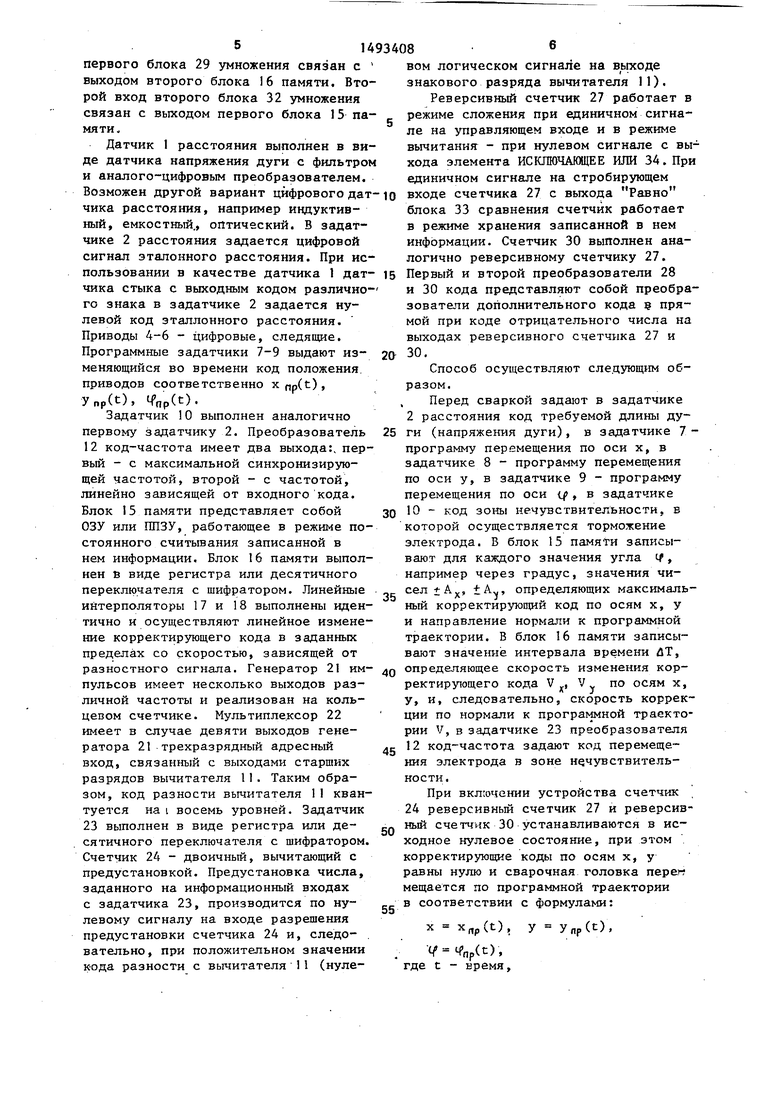
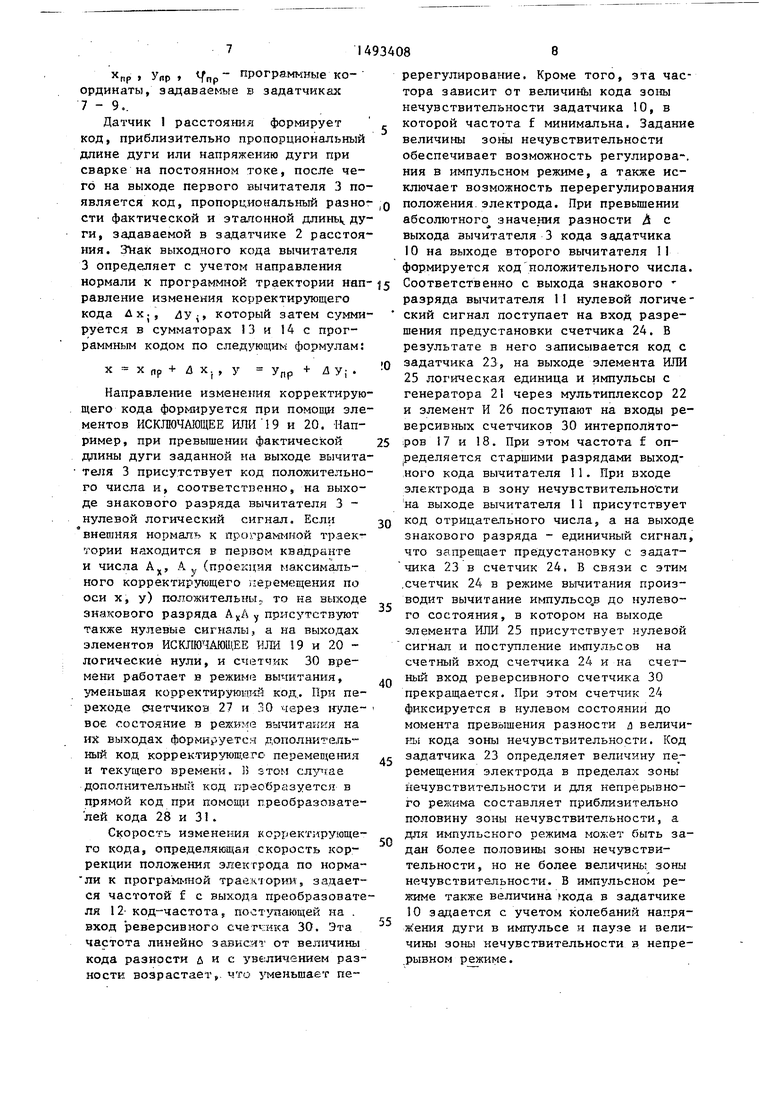
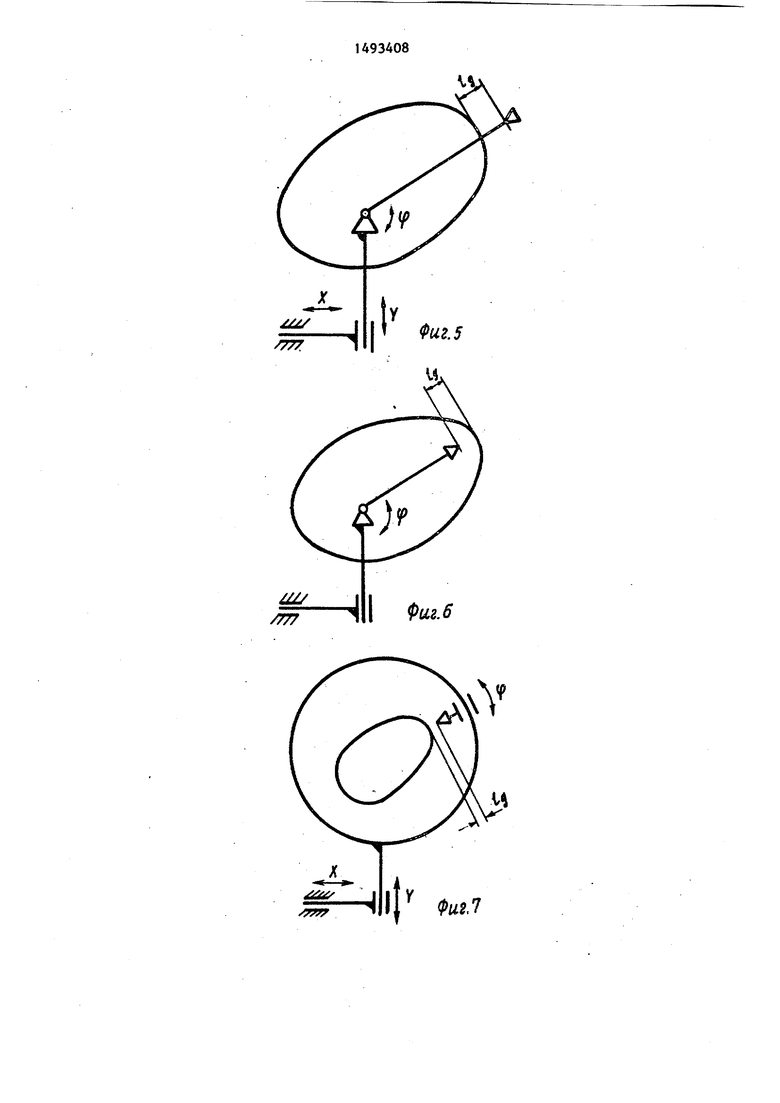
На фиг.J представлена блок-схема устройства для реализации способа; на фиг.2 - блок-схема преобразователя код-частота; на фиг.З - график иэме- 30 нения корректирующего кода в зависимости от времени; на фиг,4 - блок- схема интерполятора; на фиг.5 - вариант кинематической схемы устройства при расположении электрода снару- 35 жи свариваемого контура и наличии привода вращения свариваемого изделия ; на фиг.6 - то же,,но при расположении электрода изнутри свариваемого контура; на фиг.7 то же,но с 40 расположением электрода снаружи сна- риваемого контура при отсутствии привода вращения свариваемого изделия; на фиг.8 - то же, при расположении электрода по оси z при сварке швов 45 типа эллипсного с коррекцией положе- ,ния относительно линия стыка. ; Устройство для реапизации cnocoj6a содержит датчик 1 расстояния и задатg
Ю
15
- 20 я-5
ля - 30 - 35 40а- и45 - a т493A08
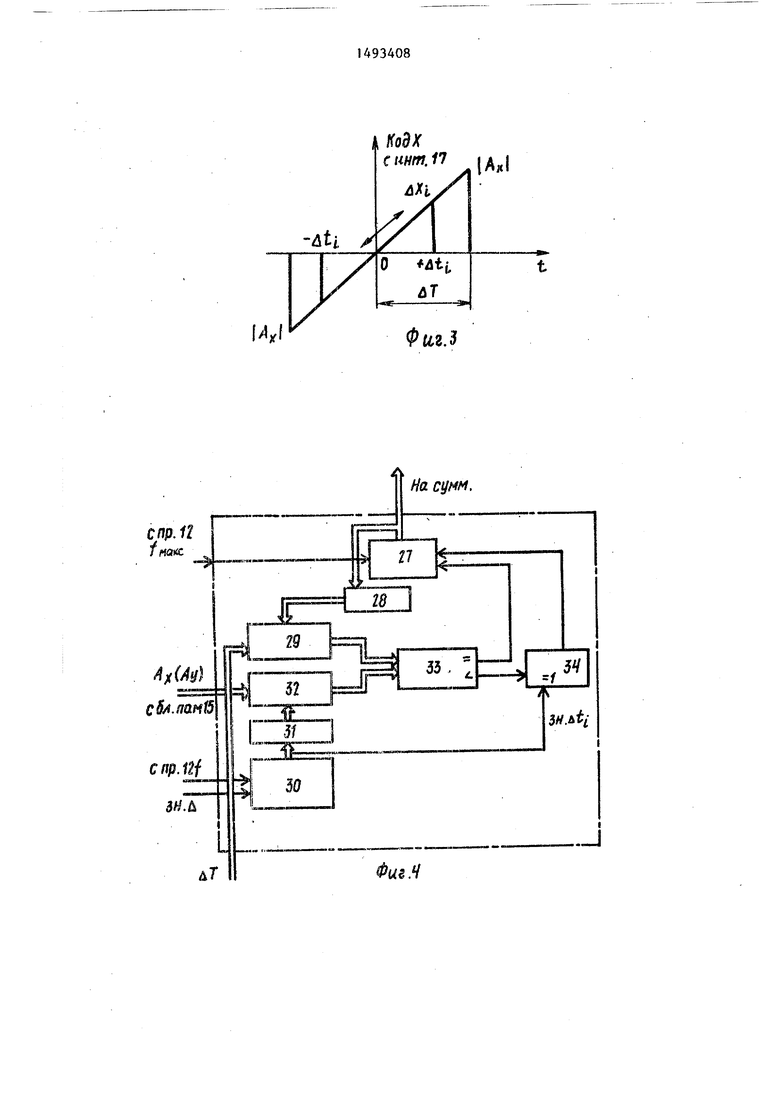
и 20, Выход первого вычитателя 3 связан с вторым входом второго вычитателя 1 1 и через первый и второй эле- g менты ИСКЛЮЧАЮЩЕЕ ИЛИ 19 и 20 - с первыми входами интерполяторов 17 и 18, вторые и третьи входы которых связаны соответственно с первым и вторьм выходами преобразователя 12 код-частота, четвертые и пятые входы связаны соответственно с выходами первого и йторого блоков памяти. Выходы интерполяторов 17 и 18 связаны соответственно с входами первого 13 и второго 14 сум аторов, выходами, связанных с приводом х 4 и с приво- дом у 5. Вторые входы сумматоров 13 и 14 связаны соответственно с выходами программных задатчиков 7 и 8 по координатам х, у. Выход программного задатчика 9 по оси через привод 6 связан с входом первого блока 15 памяти. Вторые входы элементов ИСКЛЮЧА- КЩЕЕ КГШ 19 и 20 связаны с выходом первого блока 15 памяти. Преобразователь 12 код-частота содержит генератор 21 импульсов с п-выходами различной частоты, мультиплексор 22, последовательно соединенные задатчик 23, счетчик 24, элемент ИЛИ 25, элемент И 26. Выход генератора 21 импульсов с максимальной частотой связан с вторыми входами интерполяторов 17 и 18.. Остальные выходы генератора 21 через мультиплексор 22- и элемент И 26 связаны с третьими входами интерполяторов 17 и 18. Выход элемента И 26 связан с вычитающим входом счетчика 24, адресный вход мультиплексора 22 и вход разрешения предз становки счетчика 24 связаны с выходом второго вычитателя. Интерполятор J7 содержит последовательно соединенные первые ре- версивнъш счетчик 27, преобразователь 28 кода, блок 29 умножения, последовательно соединенные вторые резерсив- ньй счетчик 30, преобразователь кода 31, блок 32 умножения, блок 33 сравнения, входами подключенный к вы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1479225A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для автоматического направления сварочной головки по стыку | 1982 |
|
SU1199516A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1308442A1 |


Изобретение относится к автоматизации сварочных процессов, а именно к автоматизации сварки изделий произвольного профиля с предварительным программированием перемещения сварочного электрода, и может быть использовано при сварке стыков некруглых труб. Цель изобретения - упрощение механической части узла сварочной головки за счет ее перемещения в нормальном по отношению к программной траектории направлении приводами перемещения по координатам Х, У. Особенность способа - задание величины корректирующих смещений по осям Х, У путем интегрирования составляющих скоростей нормального перемещения с учетом их знака. Устройство для реализации способа содержит датчик и задатчик расстояния, первый вычитатель и приводы перемещения с программными задатчиками. Введенные в устройство второй задатчик расстояния, второй вычитатель, преобразователь код-частота, два сумматора, два блока памяти, два интерполятора и два элемента Исключающее ИЛИ позволяют производить коррекцию программной траектории в импульсном режиме без использования дополнительного привода коррекции. 2 с. и 1 з.п.ф-лы, 8 ил.
чкк 2 расстояния, подключенные к вхо- вО ходам блоков 29 и 30 умножения, а .
ду первого вычитателя 3, и приводы 4-6 программного перемещения голов- . ки по координатам х,, у, ц с программными задатчиками 7-9, второй задатчик 10 расстояния, второй вычитатель И, преобразователь 12 код-частота, два сумматора 13 и 14, два блока 15 и 16 камяти, два интерполятора 17 и 18 и два элемента ИCKЛЮ AЩEE ИЛ1 1 IS
первый выходом - к стробирующему входу- первого реверсивного счетчика 27, элемент ИСКЛЮЧАЮЩЕЕ ИЛИ 34, выходом подключенный к управляющему входу 55 первого реверсивного счетчика 27, а первым входом соединенный с вторым вьпсодом блока 33 сравнения, вторым входом связанный с выходом второго реверсивного счетчика 30. Второй вход
первого блока 29 згмножения связан с выходом второго блока 16 памяти. Второй вход второго блока 32 умножения связан с выходом первого блока 15 памяти
Датчик 1 расстояния выполнен в виде датчика напряжения дуги с фильтром и аналого-цифровым преобразователем.
Возможен другой вариант цифрового дат-1о входе счетчика 27 с выхода Равно чика расстояния, например индуктив- блока 33 сравнения счетчик работает ный, емкостный,, оптический. В задат- в режиме хранения записанной в нем чике 2 расстояния задается цифровой сигнал эталонного расстояния. При исинформации. Счетчик 30 выполнен аналогично реверсивному счетчику 27.
пользовании в качестве датчика 1 дат- is Первый и второй преобразователи 28
чика стыка с выходным кодом различно- го знака в задатчике 2 задается нулевой код эталлонного расстояния. Приводы 4-6 - цифровые, следящие. Программные задатчики 7-9 выдают изменяющийся во времени код положения, приводов соответственно Xnp(t), Упр(Ь), Ч пр(С).
Задатчик 10 выполнен аналогично первому задатчику 2. Преобразователь 12 код-частота имеет два выхода:, первый - с максимальной синхронизирующей частотой, второй - с частотой, линейно зависящей от входного кода. Блок 15 памяти представляет собой ОЗУ или ППЗУ, работающее в режиме постоянного считывания записанной в нем информации. Блок 16 памяти выполнен в виде регистра или десятичного переключателя с шифратором. Линейные
и 30 кода представляют собой преобразователи дополнительного кода э прямой при коде отрицательного числа на выходах реверсивного счетчика 27 и
2а 30.
Способ осуществляют следующим образом.
Перед сваркой задают в задатчике 2 расстояния код требуемой длины ду25 ги (напряжегдая дуги), в задатчике 7 - программу перемещения по оси х, в задатчике 8 - программу перемещения по оси у, в задатчике 9 - программу перемещения по оси tf, в задатчике
30 10 код ЗО1-1Ы нечувствительности, в которой осуществляется торможение злектрода. В блок 15 памяти записывают для каждого значения угла if, например через градус, значения чисел ± AJJ,
,...jj, ±А, определяющих максимальинтерполяторы 17 и 18 выполнены иден- ный корректирующий код по осям х, у тично и осуществляют линейное измене- и направление нормали к программной ние корректирующего кода в заданных траектории. В блок 16 памяти записы- пределах со скоростью, зависящей от вают значение интервала времени ДТ, разностного сигнала. Генератор 21 им- д определяющее скорость изменения корректирующего кода V , У по осям х, у, и, следовательно, скорость коррекции по нормали к программной траектории V, в задатчике 23 преобразователя 45 12 код-частота задают код перемещения электрода в зоне нечувствительности.
пульсов имеет несколько выходов различной частоты и реализован на кольцевом счетчике. Мультиплексор 22 имеет в случае девяти выходов генератора 21 трехразрядный адресный вход, связанный с выходами старших разрядов вычитателя 11. Таким образом, код разности вычитателя 11 квантуется на 1 восемь уровней. Задатчик 23 выполнен в виде регистра или десятичного переключателя с шифратором. Счетчик 24 - двоичный, вычитающий с предустановкой. Предустановка числа, заданного на информационный входах с задатчика 23, производится по нулевому сигналу на входе разрешения предустановки счетчика 24 и, следо- . вательно, при положительном значении к-ода разности с вычитателя 1 1 (нулевом логическом сигнале на вьпсоде знакового разряда вычитателя 11).
Реверсивный счетчик 27 работает в режиме сложения при единичном сигнале на управляющем входе и в режиме вычитания - при нулевом сигнале с выхода элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 34. При единичном сигнале на стробирующем
входе счетчика 27 с выхода Равно блока 33 сравнения счетчик работает в режиме хранения записанной в нем
информации. Счетчик 30 выполнен аналогично реверсивному счетчику 27.
и 30 кода представляют собой преобразователи дополнительного кода э прямой при коде отрицательного числа на выходах реверсивного счетчика 27 и
Способ осуществляют следующим образом.
Перед сваркой задают в задатчике 2 расстояния код требуемой длины дуги (напряжегдая дуги), в задатчике 7 - программу перемещения по оси х, в задатчике 8 - программу перемещения по оси у, в задатчике 9 - программу перемещения по оси tf, в задатчике
10 код ЗО1-1Ы нечувствительности, в которой осуществляется торможение злектрода. В блок 15 памяти записывают для каждого значения угла if, например через градус, значения чисел ± AJJ,
,...jj,
ный корр и направ траектор вают зна определя
ный корректирующий код по осям х, у и направление нормали к программной траектории. В блок 16 памяти записы- вают значение интервала времени ДТ, определяющее скорость изменения корректирующего кода V , У по осям х, у, и, следовательно, скорость коррекции по нормали к программной траектории V, в задатчике 23 преобразователя 12 код-частота задают код перемещения электрода в зоне нечувствительности.
При включении устройства счетчик 24 реверсивный счетчик 27 и реверсивный счетч {к 30 устанавливаются в исходное нулевое состояние, при этом корректирующие коды по осям х, у равны нулю и сварочная головка nepei- мещается по программной траектории в соответствии с формулами:
-лр
(t). У Улр(с).
лр
,
Пр
время.
х„р , у„р , программные координаты, эaдaвae {ыe в задатчиказс 7 - 9..
Датчик 1 расстояния формирует код, приблизительно пропорциональный длине дуги или напряжек:ию дуги при сварке на постоянном токе, после чего на выходе первого вычитателя 3 появляется код, пропорциональный разности фактической и эталонной длины1 дуги, задаваемой в за,цатчике 2 расстояния. выходного кода вычитателя 3 определяет с учетом направления нормали к пpoгpa мнoй траектории направление изменения корректирующего кода ДХ;, йу , который затем суммируется в сумматорах 13 и 14 с программным кодом по следующим формулам:
X X
пр + Л X. , у
пр - Л У; Направление изменения корректирующего кода формируется при помопщ элементов ИСКЛЮЧАЮЩЕЕ ИЛИ 19 и 20. Например, при превышении фактической длины дуги заданной на выходе вычитателя 3 присутствует код положительного числа и, соответственно, на выходе знакового разряда вычитателя 3 нулевой логический сигнал. Если внешняя нормаль к программной траектории находится в первом квадранте и числа Aj, А., (проекция максимального корректирующего 1еремещения по оси X, у) положительны,, то на выходе знакового разряда у присутств утат также нулевые сигналы, а на выходах элементов ИСКЛЮЧАЮШ,ЕЕ ИЛИ 19 и 20 - логические нули, и счетчик 30 времени работает в режиме вычитания, уменьшая корректируишй код.. При переходе счетчиков 27 и 30 через кулевое состояние в режиме вычитания на их выходах формируется дополнитсгль- ный код корректирующего псремепде:ни:я и текущего времени, зтом дополнительный код преобразуется в прямой код при помощи преобразователей кода 28 и 31.
Скорость изменения корректирующего кода, определяющая скорость коррекции положения электрода по норма- ли к програм1-пюй траектории, задается частотой f с выхода преюбразовате ля 12 код-частота, поступающей на . вход реверсивного счет1:;ика 30. Эта частота линейно зависит от величины кода разности л и с уве:личением разности возрастает,, что уменьшает пе
0
5
0
5
0
5
0
5
ререгулирование, Кроме того, эта час- тора зависит от величий) кода зоны нечувствительности задатчика 10, в которой частота f минимальна. Задание величины зоны нечувствительности обеспечивает возможность регулирова-. ния в импульсном режиме, а также исключает возможность перерегулирования положения.электрода. При превьшении абсолютного значения разности & с выхода вычитателя 3 кода задатчика 10 на выходе второго вычитателя 11 формируется код положительного числа. Соответственно с выхода знакового разряда вычитателя И нулевой логический сигнал поступает на вход разрешения предустановки счетчика 24. В результате в него записывается код с задатчика 23, на выходе элемента ИЛИ 25 логическая единица и импульсы с генератора 21 через мультиплексор 22 и элемент И 26 поступают на входы реверсивных счетчиков 30 интерполйто- ров 17 и 18. При этом частота f определяется старшими разрядами выходного кода вычитателя 11. При входе электрода в зону нечувствительности на выходе вычитателя 11 присутствует код отрицательного числа, а на выходе знакового разряда - единичный сигнал, что запрещает предустановку с задатчика 23 в счетчик 24. В связи с этим .счетчик 24 в режиме вычитания производит вычитание импульср в до нулевого состояния, в котором на выходе элемента ИЛИ. 25 присутствует нулевой сигнал и поступление импульсов на счетный вход счетчика 24 и на счетный вход реверсивного счетчика 30 прекращается. При этом счетчик 24 фиксируется в нулевом состоянии до момента превышения разности л величи- rat кода зоны нечувствительности. Код задатчика 23 определяет величину перемещения электрода в пределах зоны нечувствительности и для непрерывного режима составляет приблизительно половину зоны нечувствительности, а для импульсного режима может быть задан более ПО.ПОВИНЫ зоны нечувствительности , но не более величинь; зоны нечувствительности. В импульсном режиме также величина жода в задатчике 10 задается с учетом колебаний напря- ж ения дуги в импульсе и паузе и величины зоны нечувствительности а непрерывном режиме.
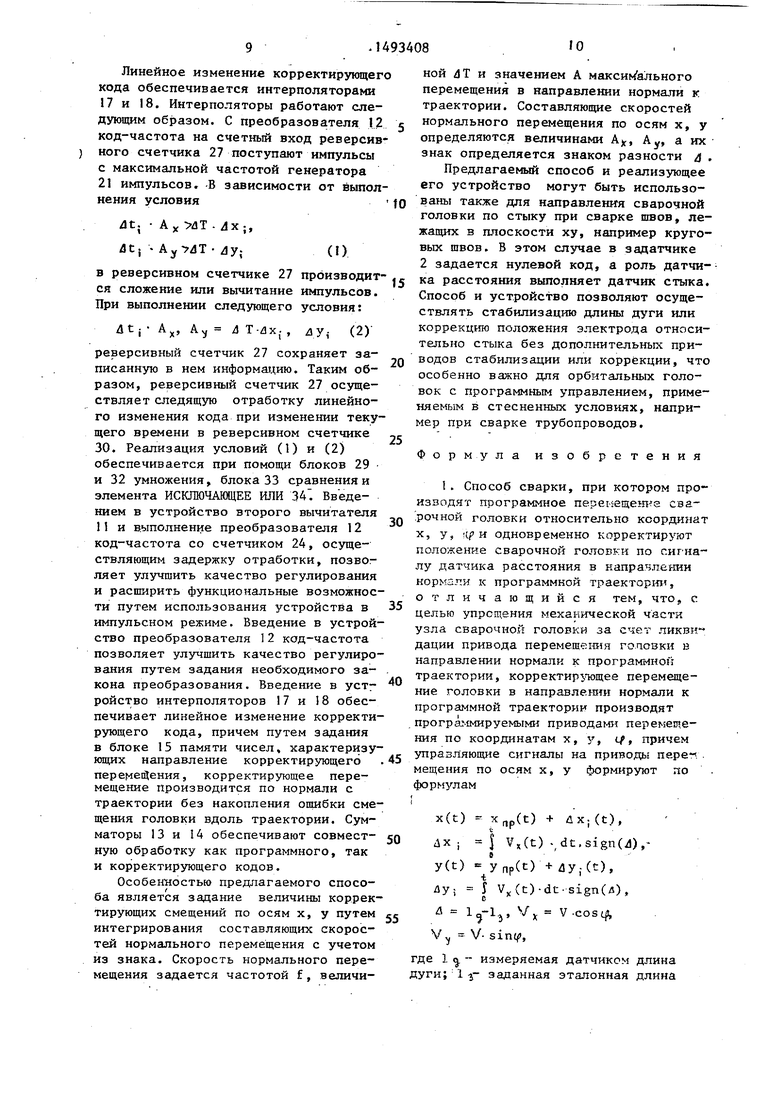
Линейное изменение корректирующего кода обеспечивается интерполяторами 17 и 18. Интерполяторы работают следующим образом. С преобразователя 12 с код-частота на счетный вход реверсивного счетчика 27 поступают импульсы с максимальной частотой генератора 21 импульсов. В зависимости от выполнения условия to
/It. -АХ dT - ЛХ;,
ЛС| . (I)
в реверсивном счетчике 27 производит- , ся сложение или вычитание импульсов. При выполнении следующего условия:
4tj- А„, AV, ai-a-K., лу. (2)
реверсивный счетчик 27 сохраняет записанную в нем информацию. Таким образом, реверсивный счетчик 27 осуществляет следящзпо отработку линейного изменения кода при изменении текущего времени в реверсивном счетчике 30. Реализация условий (1) и (2) обеспечивается при помощи блоков 29 и 32 умножения, блока 33 сравнения и элемента ИСКПЮЧАЩЕЕ ИЛИ 34. Введением в устройство второго вычитателя 1 и выполнение преобразователя 12 код-частота со счетчиком 24, осуществляющим задержку отработки, позвог ляет улучшить качество регулирования и расширить функциональные возможности путем использования устройства в импульсном режиме. Введение в устройство преобразователя 12 код-частота позволяет улучшить качество регулирования путем задания необходимого закона преобразования. Введение в устг ройство интерполяторов 7 и 18 обеспечивает линейное изменение корректирующего кода, причем путем задания в блоке 15 памяти чисел, характеризующих направление корректирующего перекеп ения, корректирующее перемещение производится по нормали с траектории без накопления опшбки смещения головки вдоль траектории. Сумматоры 13 и 14 обеспечивают совместную обработку как программного, так и корректирующего кодов.
Особенностью предлагаемого способа является задание величины корректирующих смещений по осям х, у путем интегрирования составляющих скоростей нормального перемещения с учетом из знака. Скорость нормального перемещения задается частотой f, величи-
с o
0
5
0
5
0
5
0
5
ной 4Т и значением А максим ального перемещения в направлении нормали к траектории. Составляющие скоростей нормального перемещения по осям х, у определяются величинами Ajf, Ay, а их знак определяется знаком разности 4 . Предлагаемый способ и реализующее его устройство могут быть использованы также для направления сварочной головки по стыку при сварке швов, лежащих в плоскости ху, например круговых швов. В этом случае в задатчике 2 задается нулевой код, а роль датчи-- ка расстояния выполняет датчик стыка. Способ и устройство позволяют осуществлять стабилизацию длины дуги или коррекцию положения электрода относительно стыка без дополнительных приводов стабилизации или коррекции, что особенно важно для орбитальных головок с программным управлением, применяемым в стесненных условиях, например при сварке трубопроводов.
Фор м у ла изобретения
I . Способ сварки, при котором про изводят программное перекещеш г сва- рочной головки относительно координат X, у, у и одновременно корректируют положение сварочной головки по сигналу датчика расстояния в направлении коркапи к программной траектории, отличающийся тем, что, с целью упрощения механической части узла сварочной головки за счет ликвидации привода перемешелшя головки в направлении нормали к программной траектории, корректирз,тощее перемещение головки в направлегаш нормали к программной траектории производят програ:ммируемыми привода1-ш переме1де- ния по координатам х, у, t/, причем управляющие сигналы на приводьг neper, мещения по осям х, у формируют по формулам I
X(t) (t) + ИХ; (с),
с
dx i J Vx(t) .,dt,sign(4),
0 y(t) у np(t) -3y;(t),
ЛУ5 J V(t)-dt-sign(fl), & , V V.cosc, V, V- sintf,
где 1 ij. измеряемая датчиком длина дуги; - - заданная эталонная длина
дуги; V - скорость корректир ующего перемещения электрода в нормальнО М направлении к траектории.
Q 5 0 5 о ..Q
5
через привод Lp связан с входом первого блока памяти, вторые входы зле- ментов ИСКЛЮЧАЮЩЕЕ ИЛИ связаны с выходом первого блока памяти, при этом преобразователь код-частота содержит генератор импульсов с п-выходами различной частоты, мультиплексор, последовательно соединенные задатчик, счетчикJ, элемент ИЛИ, элемент И, при этом выход генератора импульсов с максимальной частотой связан с вторыми входами интерполяторов, остальные выходы генератора импульсов через мультиплексор и элемент И связаны с третьими входами интерполяторов, выход элемента И связан с вычитающим входом счетчика, адресный вход мультиплексора и вход разрешения предустановки счетчика связаны с выходом второго вычитателя.
Фц,гЛ
unmepnJIf S
Ш
/777
УЯ
Фиг. б
Фи2,7
/77777
Составитель В.Покровский Редактор С.Лисина Техред А.Кравчук Корректор М.Максимишинец
Заказ 3932/15
Ти:р)1ж 894
ВНШ ПШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно издат€ льский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.8
Подписное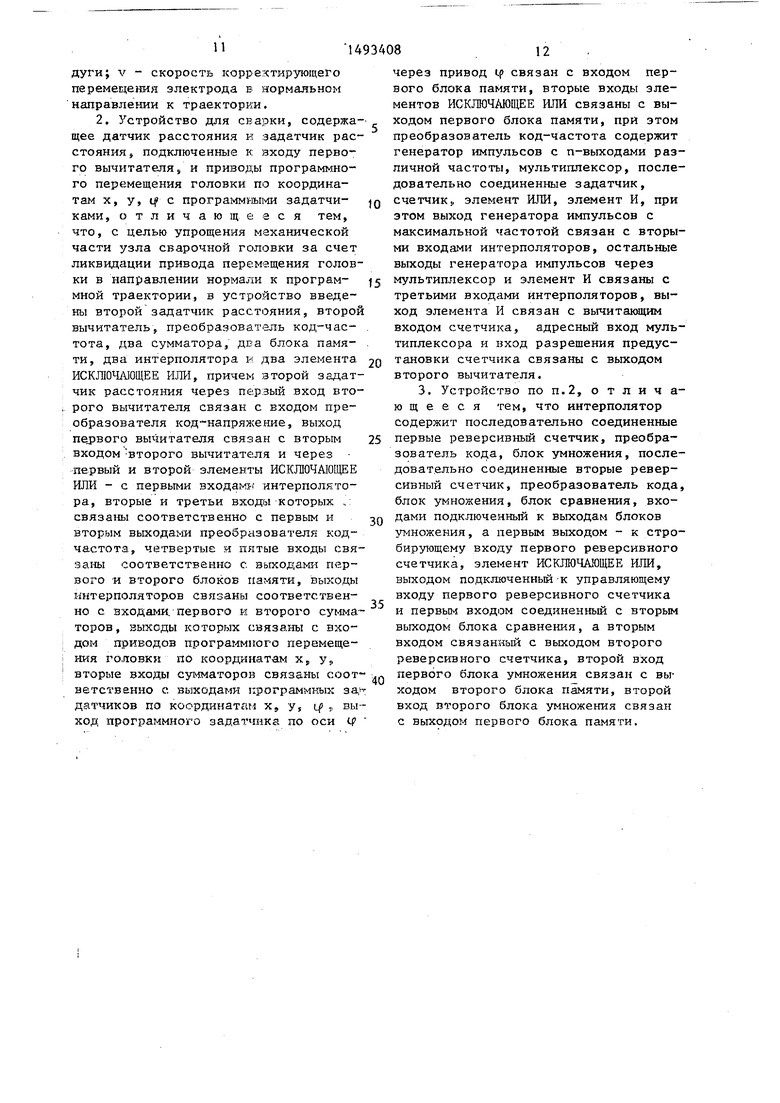
| Патент США № 4538046, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
