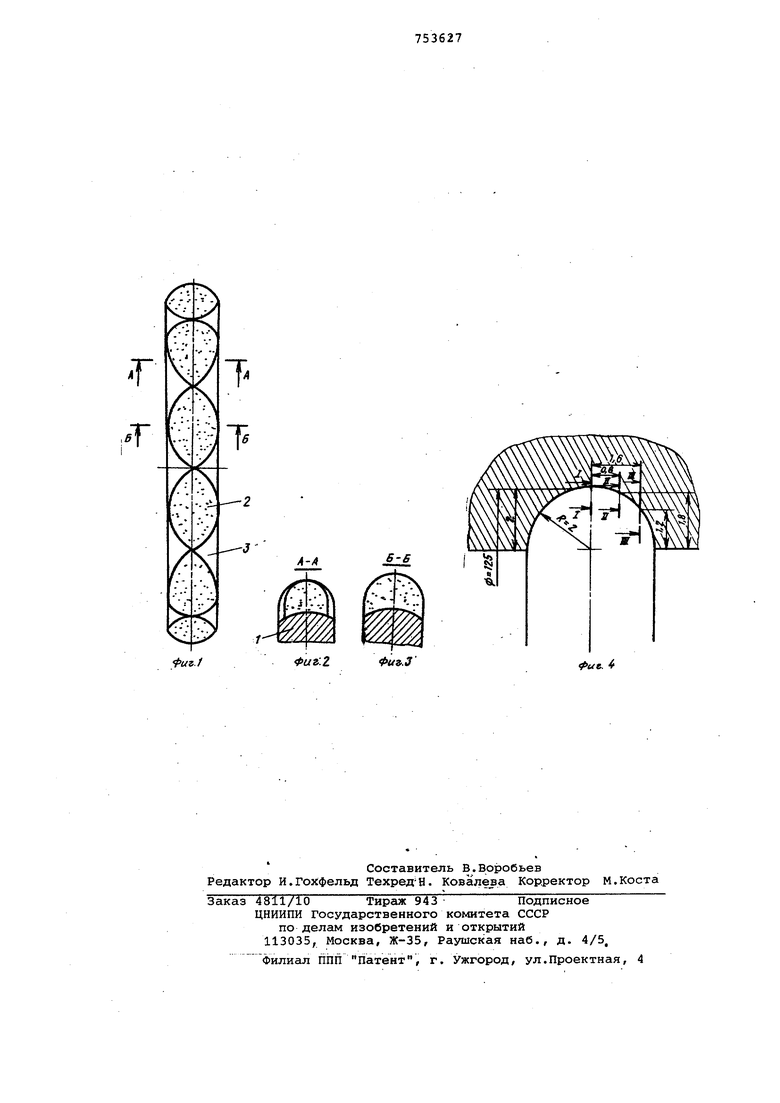
Изобретение относится к изготовлению абразивного инструмента. Известен абразивный круг с преры вистой рабочей поверхностью, работа которого характеризуется снижением теплонапряженности процесса. Вместе с тем, наблюдается неравномерный износ профильной поверхности круга. Последнее вызывает необходимость неоднократной правки в процессе раб ты круга, что усложняет технологиче кий процесс и приводит к нерационал ному расходу абразивного материала Целью изобретения является возмо ность полного использования абразивосодержшцего слоя круга без правки профиля. Указанная цель достигается тем, что режущие выступы абразивосодержащего слоя круга имеют переменную длину в каждом из сечений круга. При этом длина выступа определяется в каждом из поперечных сечений соотношением: .,. 1 г maxfi где D - диаметр круга; hj - величина припуска на обра- батываемом изделии, снимаемого С-ым участком профиля круга; максимальная величина припуска на обрабатываемом изделии; п - количество режущих выступов на круге; i - длина дуги режущего выступу i -го участка профиля круга. При такой форме режущих выступов абразивосодержащий слой изнашивается таким образом, что сохраняется неизменным профиль круга, в связи с чем нет необходимости в его правке. Это повышает производительность процесса, значительно снижает затраты на абразивы и стоимость обработки. На фиг. 1 изображен общий вид абразивного фасонного круга; на фиг. 2 - разрез А-А фиг.и на фиг.Зразрез Б-Б фиг.1 j на фиг. 4 - схема взаимного контакта круга и обрабатываемого изделия. Абразивный круг состоит из корпуса JL (фиг.2) и закрепленного на его ериферии абразивосодержащего слоя, редставляющего собой режущие выступы 2, чередующиеся с впадинами 3 (фигЛ).
Круг работает следующим образом.
Кругу сообщают определенную частоту вращения, а обрабатываемому изделию - продольную подачу на круг при определенной глубине шлифования. Круг режущими выступами 2 вышлифовывает на обрабатываемом изделии канаьку, профиль которой соответствает профилю круга. Так как абразив-рсодержащий слой представляет собой режущие выступы 2, чередующиеся с впадинами 3, причем длина режущего выступа на каждом из участков профиля круга прямо пропорциональна величине снимаемого этим участком припуска обрабатываемого изделия, то удельная работа,приходящаяся на одно абразивное зерно, выполняемая каждым из участков профиля круга, одинаковая для всего профиля круга. Благодаря этому абразивосодержащий слой изнашивается равномерно к сохраняется неизменным профиль круга, в связи с чем нет необходимости в его правке. Кроме того, наличие впадин 3 на абразивосодержащем слое .способствует лучшему охлаждению зоны шлифования и более благоприятному удалению отходов шлифования.
При проектировании предлагаемой конструкции круга, например, для шлифования канавок на протяжках профильным кругом диаметром 125 мм и радиусом профиля 2 мм при числе режущих выступов, равном 10 (фиг.А), размеры выступов на рабочей, поверхности круга расчитывают следующим образом:
ЗЛ4-125-2
39,2 м;
2-10
li O-HII 3j4-i25-l.a
35,3 Mivs; ma - -2-10
/Г
HD-hji-j 5,14 125.1.2
23,5 MI.1,.
h
2.10
mcsK
Применение предлагаемой конструк ции круга позволяет экономить значительную часть абразивныхматериалов, Так, у алмазного круга предлагаемой КОНСТРУКЦИИ средних размеров (О .,
мм, Т 2 мм) содержание алмазов в алмазоносном слое на 40% меньше, чем у такого же круга со сплошным сшмазоносным слоем и в то же время срок службы этих кругов одинаковый. Таким образом,- средний экономический эффект, получаемый от использования одного круга предлагаемой конструкции, составит около 40% стоимости круга, имеющего сплошной алмазоносный слой. Например, при стоимости круга 21 руб. с содержанием алмазов 25 карат экономический эффект от одного круга составит
21-40
8,4 .
100
При максимальном объеме внедрения на всех предприятиях Йинстанкопрома экономический эффект составит более 1 млн.руб.
Формула изобретения 1.Абразивный круг, содержащий корпус с закрепленным на нем преры2S вистым абразивосодержащим слоем, отличающийся тем, что, с целью повышения производительности обработки профильных поверхностей путем исключения процесса правки дли3Q на дуги режущего выступа в каждом из поперечных сечений переменна,
2.Круг поп,1, отличающийся тем, что длина дуги режущего выступа определена зависимостью 35
Ti D h
г
h
ma X
D - диаметр круга;
де h - величина припуска на обрабатываемом изделии, снимаемого -ым участком про-. филя круга ,
limox максимальная величина припуска на обрабатываемом
изделии;
п - количество выступов на круге
i - длина дуги режущего выступа i-го участка профиля круга.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 200461,- кл. В 24 О 5/10, 1963.
6-е
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| Алмазный ролик для правки червячных зубошлифовальных кругов | 1986 |
|
SU1296386A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2205744C1 |