(54)ФОР1У1А ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ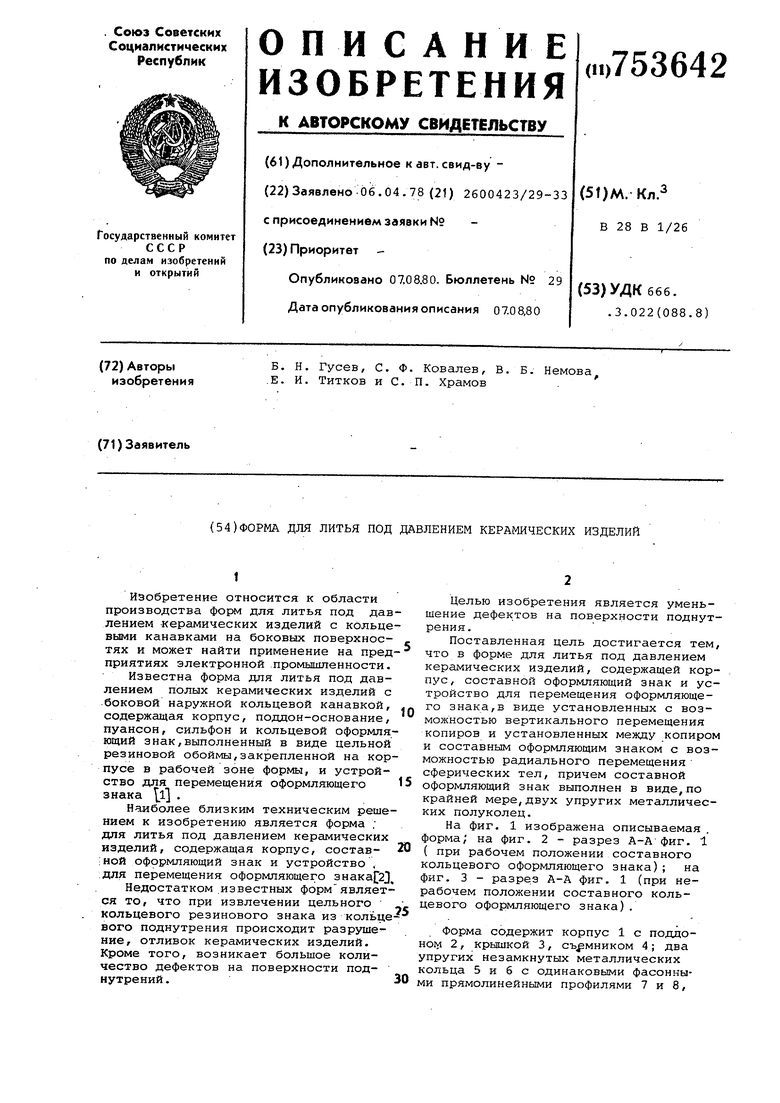

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для литья под давлением | 1979 |
|
SU850383A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 2004 |
|
RU2254235C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |
| АВТОМАТИЧЕСКАЯ ЛИТЬЕВАЯ ФОРЛлА ДЛЯ ИЗДЕЛИЙС ПОДНУТРЕНИЯМИ | 1971 |
|
SU434013A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |
| Пресс-форма для литья по выжигаемым или выплавляемым моделям | 1978 |
|
SU764844A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
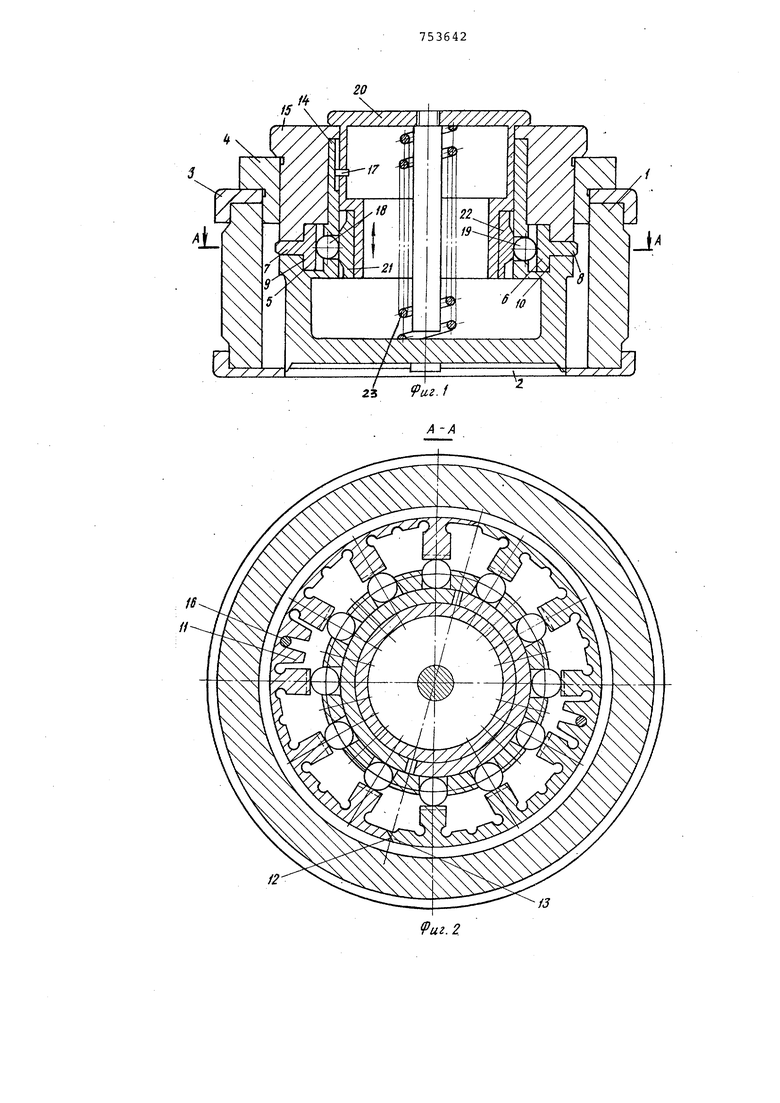
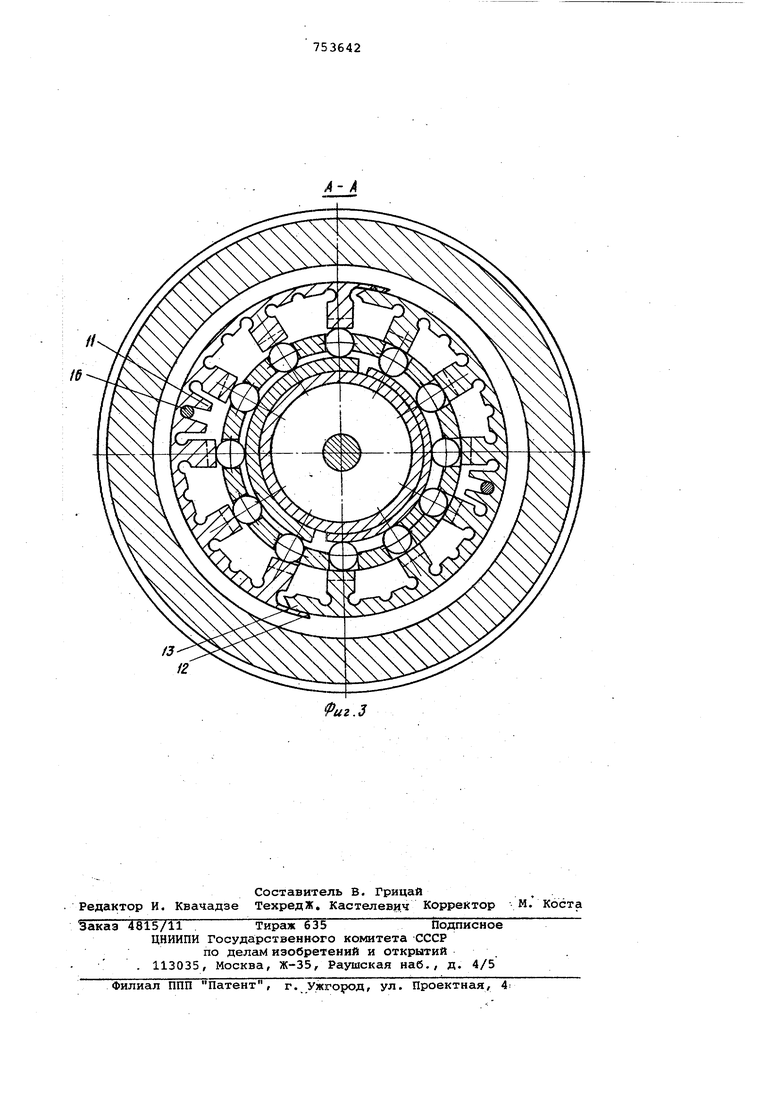
Изобретение относится к области производства форм для литья под дав лением -керамических изделий с кольце выми канавкс1ми на боковых поверхностях и может найти применение на предприятиях электронной промышленности. Известна форма для литья под давлением полых керамических изделий с боковой наружной кольцевой канавкой, содержсццая корпус, поддон-основание, пуансон, сильфон и кольцевой оформляющий знак,выполненный в виде цельной резиновой обоймы,закрепленной на корпусе в рабочей зоне формы, и устройство для перемещения оформляющего знака И . Наиболее близким техническим решением к изобретению является форма ; для литья под давлением керамических изделий, содержащая корпус, состав,ной оформляющий знак и устройство . :для перемещения оформляющего знакарЗ, Недостатком известных формявляется то, что при извлечении цельного кольцевого резинового знака из кольце вого поднутрения происходит разрушение, отливок керамических изделий. Кроме того, возникает большое количество дефектов на поверхности поднутреНИИ, Целью изобретения является уменьшение дефектов на поверхности поднутрения. Поставленная цель достигается тем, что в форме для литья под давлением керамических изделий, содержащей корпус, составной оформляющий знак и устройство для перемещения оформляющего знака,в виде установленных с возможностью вертикального перемещения копиров и установленных между копиром и составным оформляющим знаком с возможностью радиального перемещения сферических тел, причем составной оформляющий знак выполнен в виде,по крайней мере,двух упругих металлических полуколец. На фиг. 1 изображена описываемая . форма; на фиг. 2 - разрез А-А фиг. 1 ( при рабочем положении составного кольцевого оформляющего знака); на фиг. 3 - разрез А-А фиг. 1 (при нерабочем положении составного кольцевого оформляющего знака). Форма содержит корпус 1 с подцоHorvi 2, крышкой 3, съемником 4; два упругих незамкнутых металлических кольца 5 и 6 с одинаковыми фасонныи прямолинейными профилями 7 и 8,
набженные упорами 5 и 10,фиксатораи 11 и встречными скосами 12 и 13. Устройство для перемещения и фикирования оформляющего знака состоит з двух соединенных винтами втулок 4 и 15, полого пуансона со штифта-и 16 и 17 и шарами 18 и 19;централього штока 20 с копирами 21 и 22 и пружиной 23. Копиры 21 и 22 . выполнены из одной втулки с фасонной наружной поверхностью в виде трех тдилиндров и двух конусов, разрезанной на две половины по центральной оси, которые затем развернуты относительно cipyr друга на 180° по вертикальной эси показанного на фиг. 1 разреза формы. Такое.выполнение копиров позволяет упростить их изготовление и использовать одну заготовку-трубу. Детали 5 и 6 представляют собой составные части офорглляющего кольцевого знака. Наружные поверхности деталей 14 и 15 являются оформляющими. Фиксаторы 11 и штифты 16 и 17 предохраняют детали 5, б, 13, 14 и 20 от взаимного проворота.
Форма работает следующим образом. После установки формы на литейную машину шток 20 прижимом литейной машины (услоно не показанным) подается вниз и занимает положение, показанное на фиг.1. При движении штока. 20 вниз коническая часть копира 21 подаб.т шары 18 от центра формы (по радиальным каналам втулки 14) и они раздвигают упругое незамкнутое кольцо 5, которое упорами 9 по внутренней цилиндрической поверхности втулок 14, 15 формирует, профиль 7 по кольцу, соответствующему оформляемому подь утрению керамической отливки по рещиаЛЬНЫУ размерам. При дальнейшем движении, штока 21 вниз коническая часть копира 22 подает шары 19 от центра формы (по радиальным каналам втулки 14).иони раздвигают упругое незамкнутое кольцо б, которое упорами 10 по внутренней цилиндрической поверхности втулок 14, 15 формирует профиль 8 по.кольцу, соответствующему оформляемому поднутрению керамической отливки по радиальным размерам. При этом встречные скосы 12 и 13 плотно соединяют детали 5 и б в замкнутое составное кольцо и фасонные прямолинейные профили 7 и 8, образуют составной кольцевой оформляющий знак, зафиксированный в рабочем положении цилиндрическими участками на копирах 21 и 22, После заполнения формь шликером и его затвердения прижим литейной машины освобождает шток 20 и он под действием пружины 23 подается вверх. При этом коническая часть копира 22 уходит вверх и шары 19 под действием упругого незамкнутого коль5 да 6 поступают к центру,кольцо 6 (как пружина, стремящаяся вернуться в свободное состояние)выходит из поднутрения отливки и занимает нерабочее положение (см. фиг. 3). При дальнейшем Q движении вверх штока 20 коническая часть копира 21 уходит вверх и шары 18 под действием упругого незамкнутого кольца 5 поступают к центру, кольцо 5 (как пружина, стремящаяся вернуться в свободное состояние) выходит из поднутрения отливки и занимает нерабочее положение (см. фиг. 3). Освобождение отливки из формы производится известным способом и здесь не описывается. Затем форма собирается и цикл повторяется.
Из этого следует, что заявленная форма проста по конструкции, технологии изготовления и эксплуатации и позволяет уменьшить дефекты на поверхности кольцевого поднутрения фасонного прямолинейного профиля отливаемого керамического изделия.
Формула изобретения
Форма для литья под давлением керамических изделий, содержащая корпус, составной оформляющий знак и
усКройство для перемещения оформляющего знака, отличающаяся тем, что ,с целью уменьшения дефектов на поверхности поднутрения отливаемого изделия, устройство для
перемещения оформляющего знака выполнено в виде установленных с возможностью вертикального перемещения, копиров и установленных между копирами и составным оформляющим знаком с возможностью радиального перемещения сферических тел, причем составт ной оформляющий знак выполнен в виде по крайней мере, двух упругих металлических полуколец.
Источники инфЬрмации,
принятые во внимание при,экспертизе
t ,.., .,,,
ts
У /////Л
