(54) ФОРМА ДЛЯ ЛИТБЯ ПОД ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1400774A1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| Форма для литья под давлением керамических изделий | 1978 |
|
SU753642A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Форма для литья под давлением полых керамических изделий | 1977 |
|
SU639708A1 |

1
Изобретение относится к конструированию форм для литья под давлением керамических плат с рядом параллельно расположенных отверстий.
Известна форма для лнтья керамических трубообразных изделий, содержащая матрицу с крышкой, центральный стержень с резьбой и гайкой на конце, причем с нижней стороны матрицы установлен литниковый вкладыш, верхняя поверхность которого .соответствует внутренней поверхности нижней половины матрицы и соединена с литниковым отверстием 1.
Наиболее близкой к предлагаемой является форма для литья под давлением, преимуш,ественно керамических изделий, содержашая крышку, корпус с установленными в нем оформляющими знаками и основание с литниковым каналом 2.
Недостатком известных форм является то, что последовательность по времени операций удаления штырей и срезки литника приводит к тому, что срезка литника производится у отвердевшей, т. е. хрупкой отливки, это в свою очередь приводит к появлению микротрещин и внутренних напряжений в отливке в зоне срезки литника.
вследствие чего снижается качество изделий.
Цель изобретения - повыщение качества изделий.
Поставленная цель достигается тем, что в форме для литья под давлением преимущественно керамических изделий, содержащей крыщку, корпус с установленными в нем оформляющими знаками и основание с литниковым каналом, корпус выполнен составным из расположенных между крыщкой и основанием планок, причем одна часть планок неподвижно соединена с крышкой и
10 осно1ванием, а другая часть установлена с возможностью перемещения перпендикулярно литниковому каналу относительно неподвижных планок, при этом оформляющие знаки закреплены на неподвижных планJ5 ках, а подвижные планки выполненьг с отверстиями для фиксации оформляющих знаков.
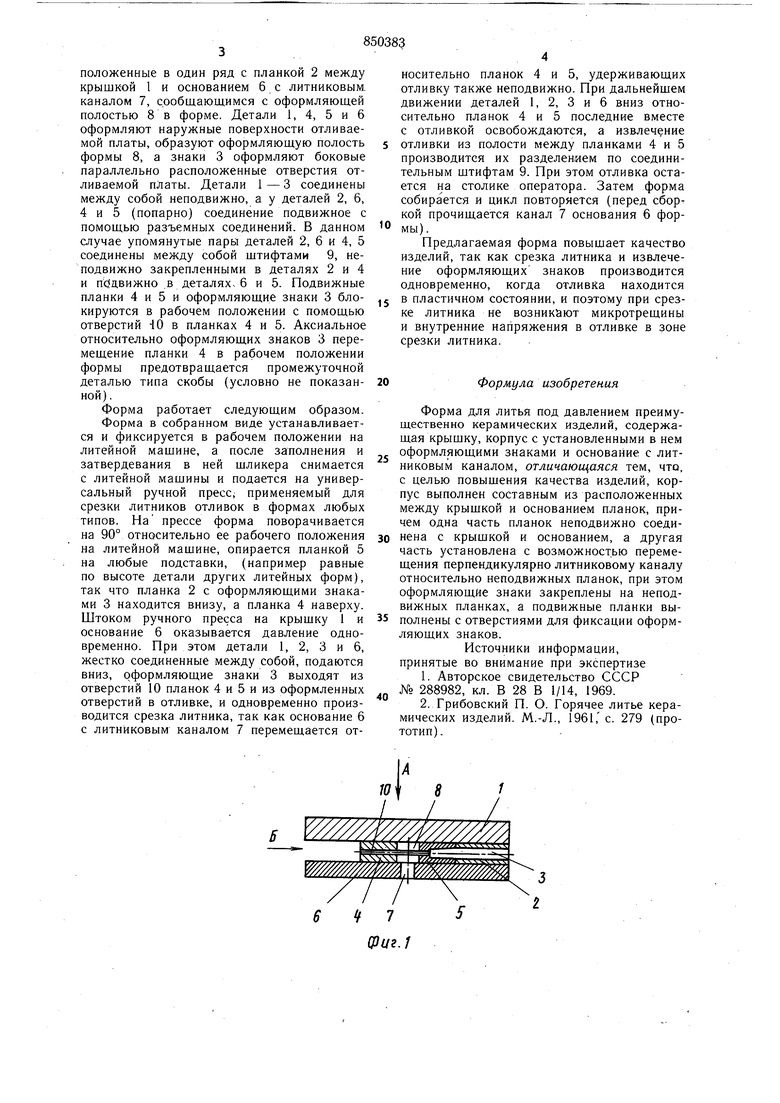
На фиг. 1 изображена предлагаемая форма; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Форма содержит крышку 1, корпус, вы20полненный в виде подвижной .планки 2 с оформляющими знаками 3, оси которых параллельны, подвижные планки 4 и 5, расположенные в один ряд с планкой 2 между крышкой 1 и основанием 6 с литниковым, каналом 7, сообщающимся с оформляющей полостью 8 в форме. Детали 1, 4, 5 и 6 оформляют наружные поверхности отливаемой платы, образуют оформляющую полость формы 8, а знаки 3 оформляют боковые параллельно расположенные отверстия отливаемой платы. Детали 1 - 3 соед инены между собой неподвижно, а у деталей 2, б, 4 и 5 (попарно) соединение подвижное с Tt tl - yilk iicii-iiv-у л л-/ I ,....- ,-, помощью разъемных соединений. В данном случае упомянутые пары деталей 2, 6 и 4, 5 9, несоединены между собой щтифтами - подвижно закрепленными в деталях 2 и 4 и подвижно .в деталях, 6 и 5. Подвижные планки 4 и 5 и оформляющие знаки 3 блокируются в рабочем положении с помощью отверстий -10 в планках 4 и 5. Аксиальное относительно оформляющих знаков 3 перемещение планки 4 в рабочем положении формы предотвращается промежуточной деталью типа скобы (условно не показанной). Форма работает следующим образом. Форма в собранном виде устанавливается и фиксируется в рабочем положении на литейной мащине, а после заполнения и затвердевания в ней щликера снимается с литейной мащины и подается на универсальный ручной пресс; применяемый для срезки литников отливок в формах любых типов. На прессе форма поворачивается на 90° относительно ее рабочего положения на литейной машине, опирается планкой 5 на любые подставки, (например равные по высоте детали других литейных форм), так что планка 2 с оформляющими знаками 3 находится внизу, а планка 4 наверху. Штоком ручного пресса на крышку 1 и основание 6 оказывается давление одновременно. При этом детали 1, 2, 3 и 6, жестко соединенные между собой, подаются вниз, оформляющие знаки 3 выходят из отверстий 10 планок 4 и 5 и из оформленных отверстий в отливке, и одновременно производится срезка литника, так как основание 6 с литниковым каналом 7 перемещается отосительно планок 4 и 5, удерживающих тливку также неподвижно. При дальнейшем вижении деталей 1, 2, 3 и 6 вниз отноительно планок 4 и 5 последние вместе отливкой освобождаются, а извлечение тливки из полости между планками 4 и 5 производится их разделением по соединительным щтифтам 9. При этом отливка остается на столике оператора. Затем форма собирается и цикл повторяется (перед сборкой прочищается канал 7 основания 6 формы). Предлагаемая форма повыщает изделий, так как срезка литника и извлечение оформляющих знаков производится одновременно, когда отливка находится в пластичном состоянии, и поэтому при срезке литника не возникают микротрещины и внутренние напряжения в отливке в зоне срезки литника. Формула изобретения Форма для литья под давлением преимущественно керамических изделий, содержащая крыщку, корпус с установленными в нем оформляющими знаками и основание с литниковым каналом, отличающаяся тем, что, с целью повышения качества изделий, корпус выполнен составным из расположенных между крышкой и основанием планок, причем одна часть планок неподвижно соединена с крыщкой и основанием, а другая часть установлена с возможностью перемещения перпендикулярно литниковому каналу относительно неподвижных планок, при этом оформляющие знаки закреплены на неподвижных планках, а подвижные планки выполнены с отверстиями для фиксации оформляющих знаков. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 288982, кл. В 28 В 1/14, 1969. 2. Грибовский П. О. Горячее литье керамических изделий. М.-Л., 1961,с. 279 (прототип).
иг. г
