(5) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Способ изготовления протекторных заготовок | 1977 |
|
SU627998A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Способ изготовления протекторных заготовок (его варианты) | 1985 |
|
SU1384396A1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
I
Изобретение относится к технологи ческим процессам шинной .промышленности и предназначено для изготовления заготовок протекторов, используемых при сборке и восстановлении покрышек пневматических шин..
Известен способ изготовления протекторных заготовок, при котором формуют ленту из резиновой смеси, имеющую в сечении прямоугольный профиль, навивают ее на кольцевое основание с образованием многослойной заготовки и затем полученную заготовку отрезают по торцам в соответствии с трапецеидальным в поперечном сечении профилем заготовки протектоpalU
Недостатком этого способа является то, что процесс навивки ведут без натяжения при минимальном натяжении отбираемой ленточной заготовки, меняя скорость отбора в соответствии. с изменением скорости каландрования для достижения безвытяжной полччи ленТЫ,что снижает производительность изготовления протекторных заготовок.
Известен и другой cnocoR изготовления протекторных заготовок, при котором формуют непрерывную резиновую ленту переменной ширины и навивают ее ,на кольцевое основание в соответствии с трапецеидальным профилем поперечного сечения изготавливаемого протектора с образованием
10 многослойной кольцевой заготовки, являющийся наиболее близким по технической . сущности и достигаемому результату к предложенномуГ21
При выполнении этого способа рези15новую ленту вытягивают в направлении ее отбора до придания ей в каждом витке ширины в соответствии с профилем протектора.
При таком способе изготовления
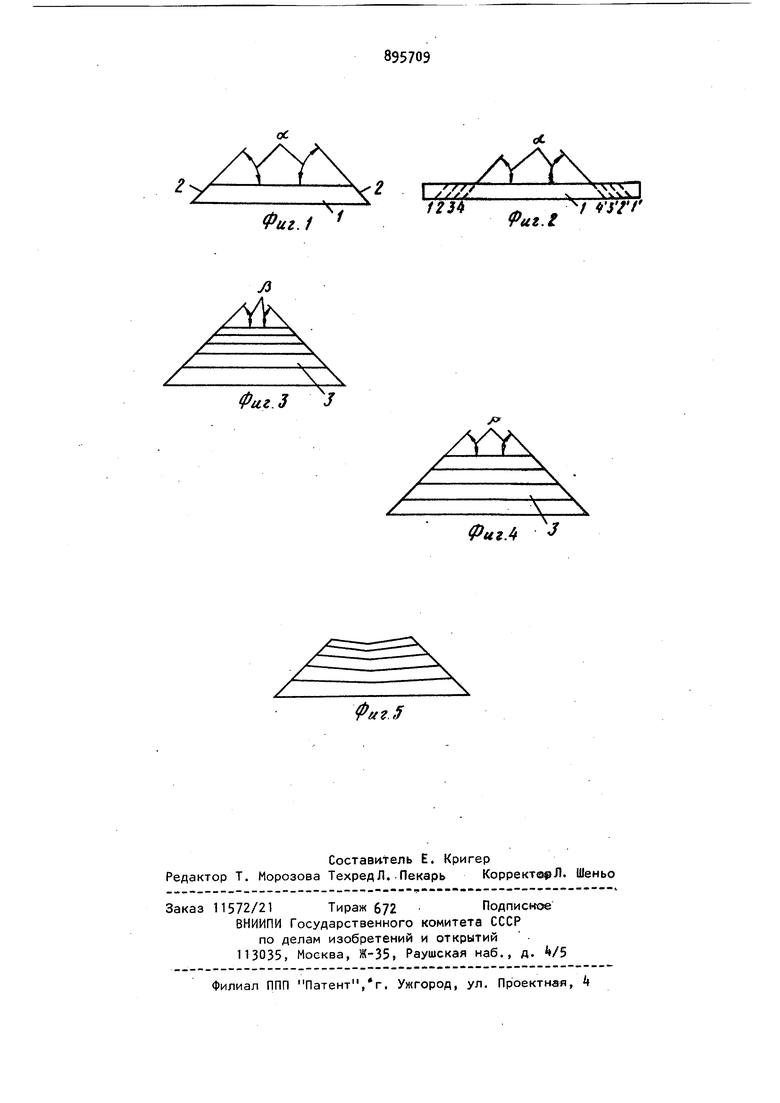
20 необходимо первый слой навиваемой заготовки формировать достаточного калибра, который бы позволил оперировать последующим изменением ширины ленты в необходимом диапазоне вытяжкой без ее разрушения, что приводит к образованию на первом слое самых больших ступеней на торцах заготовки. Целью изобретения является снижег ние слойности навиваемой заготовки протектора. Поставленная цель достигается тем, что в способе изготовления протекторных заготовок, при котором формуют непрерывную резиновую ленту переменной ширины и навивают ее на кольцевое основание в соответствии с трапецеидальным профилем поперечного сечения изготавливаемого протек тора с образованием многослойной кольцевой заготовки, ленту формуют с наклоном боковых кромок под углом к ее основанию, соответствующим углу наклона боковых сторон трапецеидального профиля поперечного сечения протектора. На фиг, 1 схематически изображена лента, поперечное сечение, формируемая, предлагаемым способом; на фиг,2вариант реализации предлагаемого способа; на фиг, 3i,5 - профили навиваемых заготовок протектора. .Способ осуществляется следующим образом, С помощью валковой или червячной машины формуют из резиновой смеси .ленточную заготовку трапецеидального (см, фиг. 1) или прямоугольного (см фиг. 2) поперечного сечения. Ленту формуют с наклоном боковых кромок 2 под углом d к ее основанию, соответ ствующим углу р) (фиг. З) наклона боковых сторон трапецеидального профиля 3 поперечного сечения. Во втором случае производят подре зку кромок ленты под тем же углом d(на фиг, 2 пунктиром показаны линии реза). Затем путем последовательной вытяжки ленты трапецеидального профиля (фиг, 1) в направлении отбора или вырезки ее последовательно сближаемы .ми ножами (на фиг. 2 пунктиром показаны линии реза) фоомуют из ленто чной заготовки ленту 1 переменной .ширины, которую навивают на кольцеао основание, образуя при последовательной укладке слоев трапецеи-дальный профиль заготовки протектора 3 с требуемым общим углом наклона ft боковых ее сторон, В первом случае 4 вследствие вытяжки ленты 1 одновременно с уменьшением ширины уменьшается ее калибр; профиль навиваемой при этом заготовки протектора изображен на фиг. 3. При втором варианте реализации npeflnaraefwro способа калибр ленты 1 остается неизменным; профиль навиваемой заготовки протектора изображен на фиг. Ц. В общем случае возможны комбинации первого и второго вариантов. Способ может быть применен при навивке с более .сложными профилями, например с впадиной на коронной части (фиг. 5) . Ив этом случае ленту формируют с соответствующим наклоном боковыХ ее кромок, однако начальный ее профиль должен выбираться к тому же с учетом переменной по ширине высоты профиля навиваемой заготовки . Предлагаемый способ по сравнению с известным позволяет снизить слойность навиваемой заготовки, поскольку толщина нижних кромок профиля навиваемой заготовки в этом случае на зависит от выбранного калибра ленты, и выбирать при формировании ленты переменной ширины вытяжкой больший начальный калибр ленты, что позволит повысить степень их последующего вытягивания без дефектов разруг шения. Формула изобретения Способ изготовления протекторных заготовок, при котором формуют неп.рерывную резиновую ленту переменной ширины, навивают ее на кольцевое основание в соответствии с трапецеидальным профилем поперечного сечения изготавливаемого протектора с образованием многослойной кольцевой .заготовки, отличающийся тем, что, с целью снижения слойности навиваемой заготовки протектора, ленту формуют с наклоном боковых .кромок под углом к ее основанию, соответвующим углу наклона боковых сторон трапецеидального профиля поперечного сечения протектора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 528218, кл, В 29 Н 17/37, 1974, 2,Авторское свидетельство СССР N , кл, В 29 Н 17/37, 1978 (прототип).
xVK
. ч
XЧ
/ч
у. ч
уу ч
ФигЛ
Фи25
