(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКАНАЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВШ НИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ МНОГОКАНАЛЬНЫХ КАПИЛЛЯРОВ | 1982 |
|
SU1070854A1 |
| Способ изготовления микроканальныхплАСТиН | 1979 |
|
SU821425A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
| Уплотнительное устройство | 1984 |
|
SU1272045A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И МИКРОКАНАЛЬНЫХ СТРУКТУР | 2001 |
|
RU2235072C2 |
| Способ изготовления заготовкидля ВыТягиВАНия ОпТичЕСКОгО ВОлОКНА | 1979 |
|
SU831753A1 |
| ТРЕХСТУПЕНЧАТЫЙ РЕГУЛЯТОР ДАВЛЕНИЯ ГАЗА | 1995 |
|
RU2152638C1 |
| Размоточное устройство | 1986 |
|
SU1362697A1 |
| Установка для вытягивания стеклоизделий | 1988 |
|
SU1645243A1 |
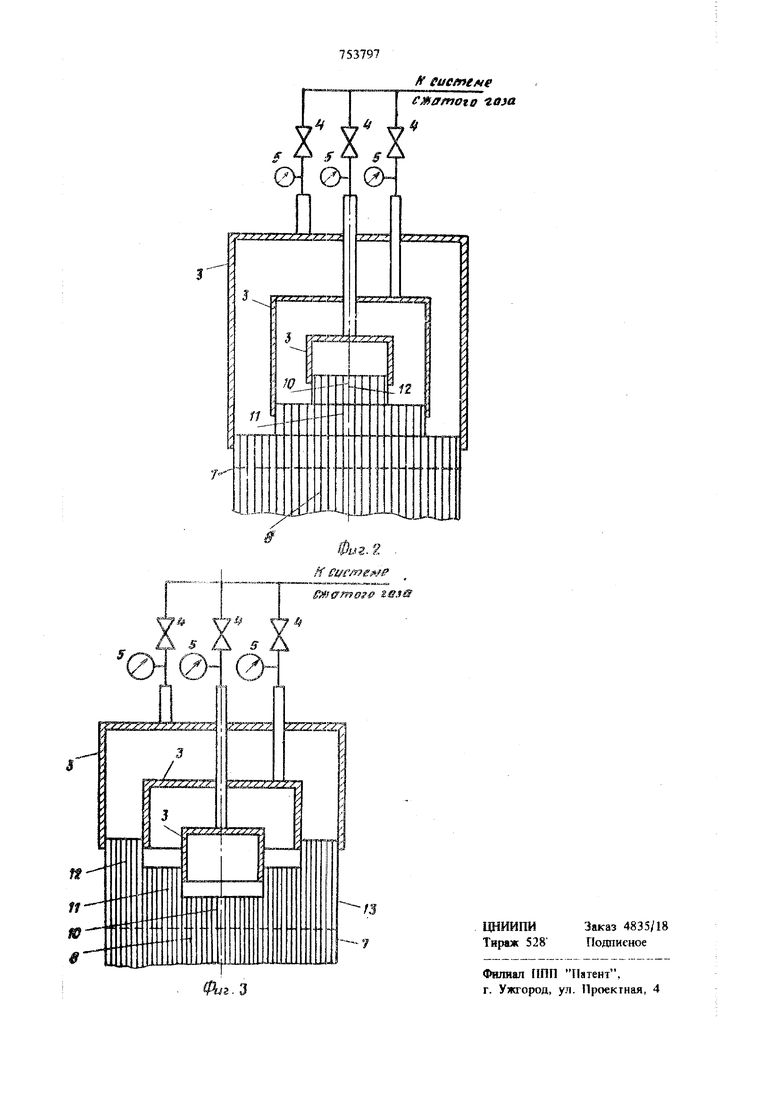
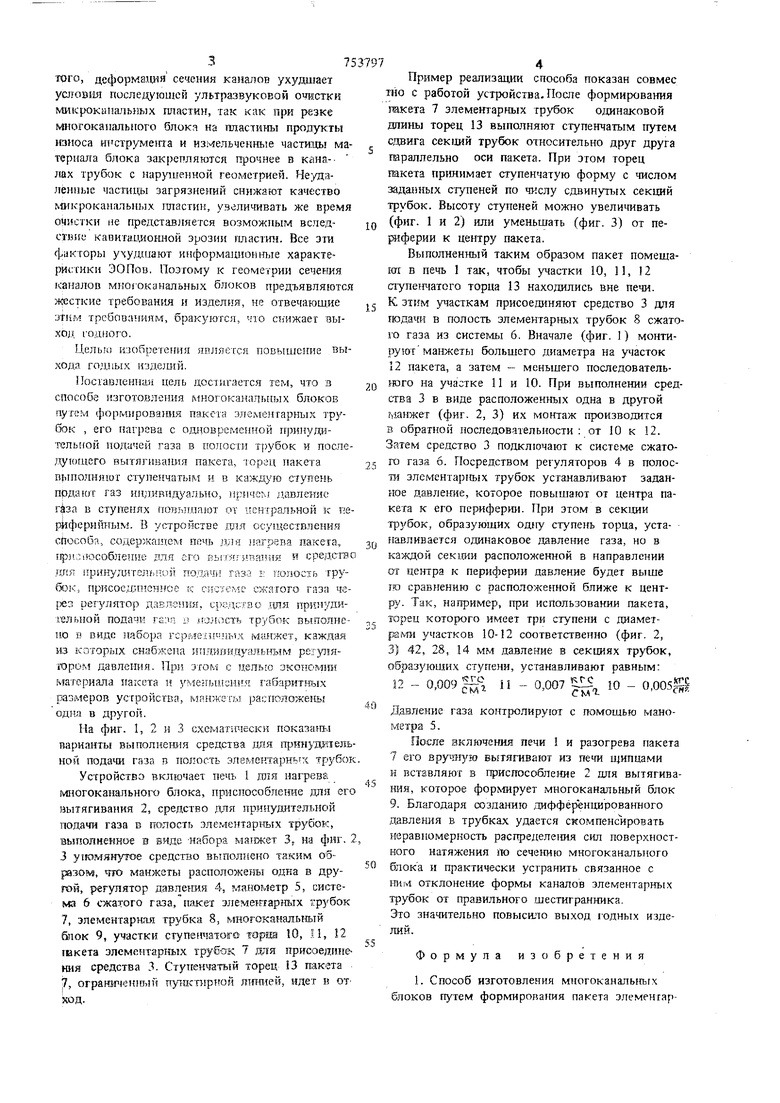
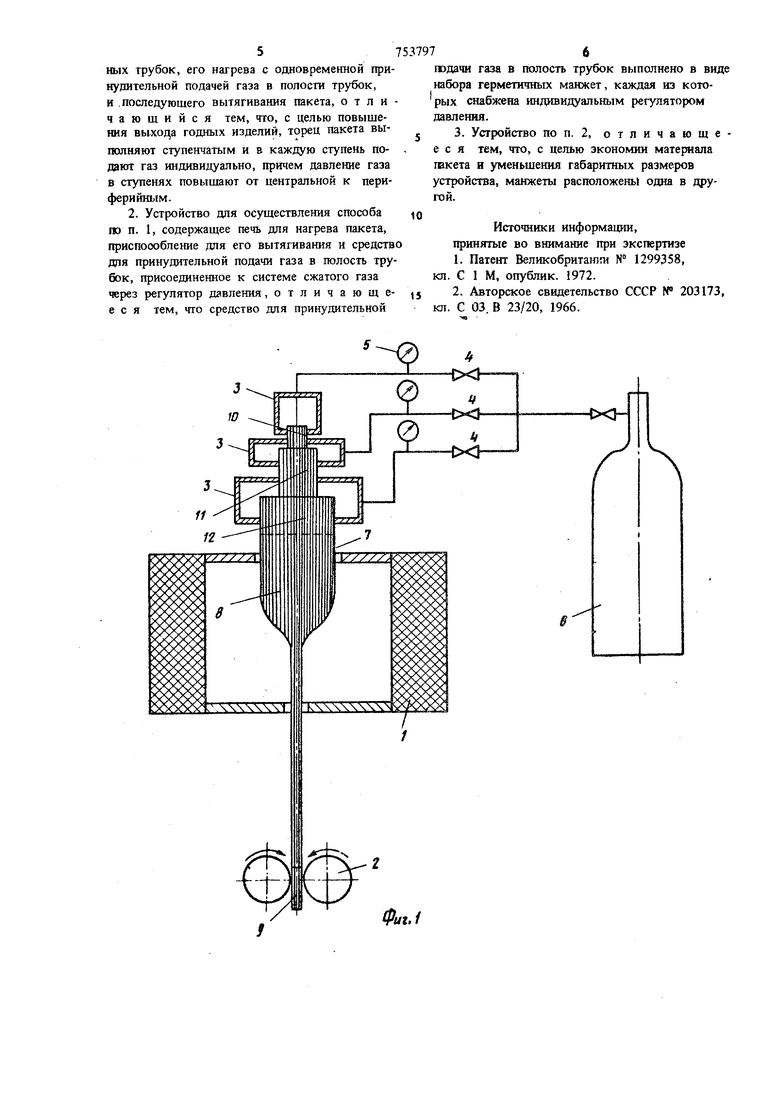
Изобретение относится к электронно-оптическому приборостроению и может бь(ть испольювано при изготовлении многоканальных блоков, предназначенных для создания микроканальных пластин - основного элемента электронно-оптических преобразователей. Известен способ изготовления многоканальных блоков путем формирования пакета элементарных трубок, их нагрева с последующим igjeccoBaHHeM 1 . Недостатком этого способа является низкая прозрачность изготовленных из них микрокапил лярных пластин, Б связи с тем, что при нагреве и прессовании пакета вследствие действия сил поверхностного натяжения часть злементарных трубок схлопывается. Наиболее близким техническим решением к изобретению является способ изготовления многоканальных блоков путем формирования пакета элементарных трубок одинаковой длины его нагрева, с одновременной тфинудительной пэдачей газа в полости трубок, и последующего вытягивания пакета 2. Этот способ реализуется с помощью устрюйства, содержащего печь для нагрева пакета, приспособле1П5е для его вытягивания и средство для принудительной подачи газа в полость трубок, присоединенное к системе сжатого газа через регулятор давления. Недостатком этого способа и реализующего , его устройства является низкий выход годных многоканальных блоков, так как получаемые с их помощью многоканальные блоки имеют разное сечение каналов. Изменение сечения каналов связано с неравномерным распределением сил поверхностного натяжения по сечению многокагтальной трубки и проявляется в том, что форма каналов отклоняется от заданной вследствие преимущественной деформации злементарных трубок, находящихся на периферии пакета, при этом сечение каналов уменьшается. Микроканальные пластины, изготовленные из многоканальных блоков с деформированным сечением каналов, не позволяют получить равномерное усиление по полю. На участках многоканальных блоков с деформированными сечениями каналов уменьшается прозрачность. Кроме 37 того, деформация сечения каналов ухудшает ycjfOBsm последующей ультразвуковой очистки микроки1шлы5ых пластин, так как при резке многокаиальгюго блока на ачастины продукты износа шструмеша и измельченные частида ма териала блока закрепляются прочнее в кана-лах трубок с нар тшеиной геометрией. Не;/Д13лённые частицы загрязнений снижают качество М11крока1 аг1Ы1ых гтастик, увеличивать же время очистки не представляется возможным вследствии кавитаидоьшой эрозии гтастш. Все эти факторы учугццают информащюмтле характеристики ЭОПов, IToaroNfy к геометрии сечения каналов многоканальных блоков предъявляются жесткие требования и изделия, не отвечающие зтим тре6ои; миям, бракуются, что стшжает выxcji годного. Цельго нзобрететгия япляется повышение выхода годных изделий. Посгавленная цель достигаетс.ч тем, что в способе изготовления Л1ногоканальных блоков путем формировашш пакета элементарных трубок , его нагрева с одновременной ггринудг тельной подачей газа в полости трубок и после дующего вытягиваюгя накета, торэц накета в}лнолняют слуненчапям и в каждую ступень подают газ инд..льно, Гричсы лдвлеине гйза в ступенях попышают от уснтратьнон ic ке рйфериГшым. В устройстве для осуагествления способя-, содержащем печь для нагрева пакета, 11рн;::1 особленпе для его BbiTJ ; inaJsHH я средсгв .№51 iipHHyjurrejbnoH подачи газа ь: полость труСюк, присоед1 ноиное к системе сжатого гяза че рез регулятор давления, средство для принудительной подачи гана а полость трубок вьшолнено и виде лабора rcpMsnt uibix манжет, каждая из которых снабжена игигивидуальным ретупягором давления. При этом с иельго эконом ш материала пакета и уменыоени габарнтгаях размеров устройства, манжегы расноложетаг од15а в другой. На фиг. I, 2 и .3 схемат5щески показаго варианты вьшолнення средства для 1тринз,да1тель ной нодачи газа в полость элементарнь трубо Устройство включает печь 1 для нагрева многоканального блока, приспособление для ег вытягивания 2, средство дая принудательной поддчи газа в полость зле лентарны;х трубок, вьmoлнe ffloe в БИ.це Набора манжет 3, на фиг. 3 упомянутое средство выполнено таким ооразорл, что манжеты расположены одна в другой, | егулятор давления 4, маног -1етр 5, систе й 6 сжатого газа, пакет элеметггарных 7, элементарнля грубка 8, многоканальный блок 9, участки ступе шитого тор1щ 0, 11, 12 шкета элементарных трубок 7 для прргсоедтге нля средства 3. Стутгенчатый торец 13 пакета 7, огранкчеиш.й путпстнрной лтшей, идет к от шд. Пример реализации способа показан совмес тно с работой устройства. После формирования такета 7 элементарных трубок оданаковой длины торец 13 выполняют ступенчатым нутем сдвига секш1Й трубок относительно друг друга шраллельно оси пакета. При этом торец ткета принимает ступенчатую форму с числом заданных сгуненей по числу сдвинутых секций трубок. Высоту ступеней можно увеличивать (фиг. 1 и 2) или уменьшать (фиг. 3) от периферии к центру пакета. Вь полненный таким образом пакет помещают в печь 1 так, чтобы участки 10, 11, 2 стуненчатого торца 13 находились вне печи. К этим участкам присоединяют средство 3 для подачи в полость элементарных трубок 8 сжатого газа из систем)1 6. Вначале (фиг. 1) монтируютманжеты большего диаметра на участок 12 пакета, а затем - меньшего последовательного на участке 11 и 10. При выполнении средства 3 в виде расположенных одна в другой манжет (фиг. 2, 3) их монтаж производится в обратной последовательности : от Ш к 12. Затем средство 3 подключают к системе сжатого газа 6. Посредством регуляторов 4 в полоста элементарных трубок устанавливают заданное давление, которое повышают от центра пакета к его периферии. При этом в секции трубок, образующих ощгу ступень торца, устанавливается одинаковое давление газа, но в каждой секции расположенной в направлении от центра к периферии давление будет выше гю сравнению с расположенной ближе к центру. Так, например, при использовании накета, торец которого имеет три ступени с диаметрами участков 10-12 соответственно (фиг. 2, 3) 42, 28, 14 мм давление в секциях трубок, образуюших ступени, устанавливают равным: 12 - 0,009 11 - 0,007 1 Ю - 0,005 Ддвление газа контролиру от с помощью манометра 5. После включения печи I и разогрева пакета 7 его вругшую вытягивают из печи и ипцами и вставляют в г|риспосс бле {ие 2 для вытягивания, которое формирует многоканальный блок 9. Благодаря созданию .дифференцированного давления в трубках удается скомпенс ировать неравномерность распределеш1я сил поверхностного натяжения по сечению многоканального блока и практически устранить связанное с ГО1М отклонение формы каналов элементарных трубок от правильного шестигранника. Это значительно повысило выход годных изделий. Формула изобретения 1. Способ изготовления многоканальтгх блоков путем формирова тя пакета элементарных трубок, его нагрева с одновременной принудительной подачей газа в полости трубок, и .последующего вытягивания пакета, отличающийся тем, что, с целью повышения Bbtxoqa годных изделий, торец пакета выполняют ступенчатым н в каждую ступень подают газ индивидуально, причем давление газа в ступенях повышают от центральной к периферийным.
подачи газа в пшость трубок вьшолнено в виде шбора герметичных манжет, каждая из которых снабжена индивидуальным регулятором давления.
Источники информации, принятые во внимание при экспертизе
