Изобретение относится к области обработки металлов давлением, а имен но к технологии производства полнее заготовок и наиболее эффективно может быть использовано при изготовлении деталей с профилированным уменьшающимся от одного из торцов отверстием и большим отношением длины к дис1метру отверстия. Известен способ формообразования заготовок с профилированным уменьшаю щимся от одного из его торцов отверстием, включающий закрытую прошивку цилиндрического отверстия в сплошной заготовке и последующее редуцирование с формообразованием наружной цилиндрической поверхности в роликовой матрице и внутренней поверхности на. профильной оправке Щ Недостатком известного способа является повышенный расход металла в виду наличия переменного по длине коэффициента редуцирования. Целью изобретения является сокращение расхода металла путем обеспечения постоянства коэффициента редуцирования. . Для достижения указанной цели при закрытой прошивке формообразуют наружную поверхность заготовки с увели ающимся от указанного торца диаром, определяемым уравнениями Ох V г (0 - 4),dr ьр f V j5 . 0 С hn - hp) 7V,f I - коэ.ффициент редуцирования; внутренний диаметр прошитой заготовки; наружный диаметр редуцированной заготовки; внутренний диаметр редуцированной заготовки в заданном сечении; расстояния от упомянутого торца редуцированной заготовки до заданного сечения; расстояния от этого же торца прошитой заготовки до . расчетного сечения; наружный диаметр прошитой заготовки в расчетном сечении. На фиг. 1 изображена закрытая прока сплошной заготовки с формообраанием наружной поверхности с увеивающимся от нижнего торца диаром; на фиг. 2 - редуцирование отовки с профилированным уменьшаюся от того же торца отверстием. Способ формообразования заготовок рофилированным уменьшаюгцимся от
одного из торцов отверстием состоит из закрытой прошивки (горячей или холодной) сплошной мерной заготовки
1(фиг. 1), помещаемой в контейнер 2 имеющий профильный участок А в своей нижней части. Иглой 3 в заготовке прошивают отверстие и последующим ходом иглы 3 просекают вьвдру 4. После закрытой прошивки полученную полу заготовку 5 извлекают из кронштейна
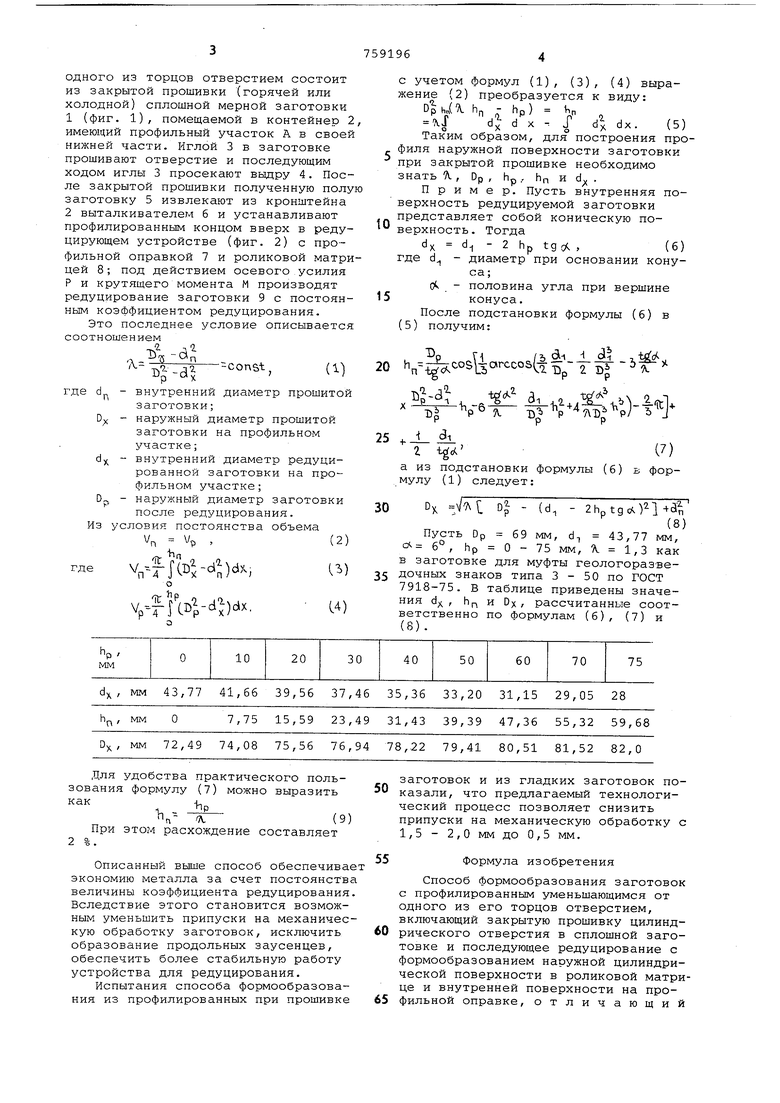
2выталкивателем б и устанавливают профилированным концом вверх в редуцирующем устройстве (фиг. 2) с профильной оправкой 7 и роликовой матрицей 8; под действием осевого усилия
Р и крутящего момента М производят редуцирование заготовки 9 с постоянным коэффициентом редуцирования.
Это последнее условие описывается соотношением
1
Я
(1)
const.
- внутренний диаметр прошитой
де заготовки;
D. - наружный диаметр прошитой заготовки на профильном участке;
d внутренний диаметр редуцированной заготовки на профильном участке;
0 - наружный диаметр заготовки
после редуцирования. Из условия постоянства объема
(2)
/п Vp
п
гдеV,) (3)
Vp-flU-d)x,
14)
О
с учетом формул (1), (3), (4) выражение (2) преобразуется к виду: Орь„( hn - hp) Ьп
d X - J
J
(5)
dx.
Таким образом, для построения профиля наружной поверхности заготовки при закрытой прошивке необходимо знать ТУ. , Dp , hp.. hn и d( .
Пример. Пусть внутренняя поверхность редуцируемой заготовки представляет собой коническую поверхность. Тогда
(6)
d - 2 hp tgo. ,
где d - диаметр при основании конуса;
О. - половина угла при вершине 5 конуса.
После подстановки формулы (б) в (5) получим:
VI /5 - t
-ig5k °S iarccos(
«5 Verii4- 4)
fti(7)
а из подстановки формулы (б) в формулу (1) следует:
D D - (d, - 2hptgcA)
(8)
Пусть Dp 69 MM, d 43,77 MM, 0 6°, hp 0 - 75 MM, A. 1,3 как в заготовке для муфты геологораз-ведочных знаков типа 3 - 50 по ГОСТ 7918-75. В таблице приведены значения d , hn и DX, рассчитанные соответственно по формулам (6), (7) и (8).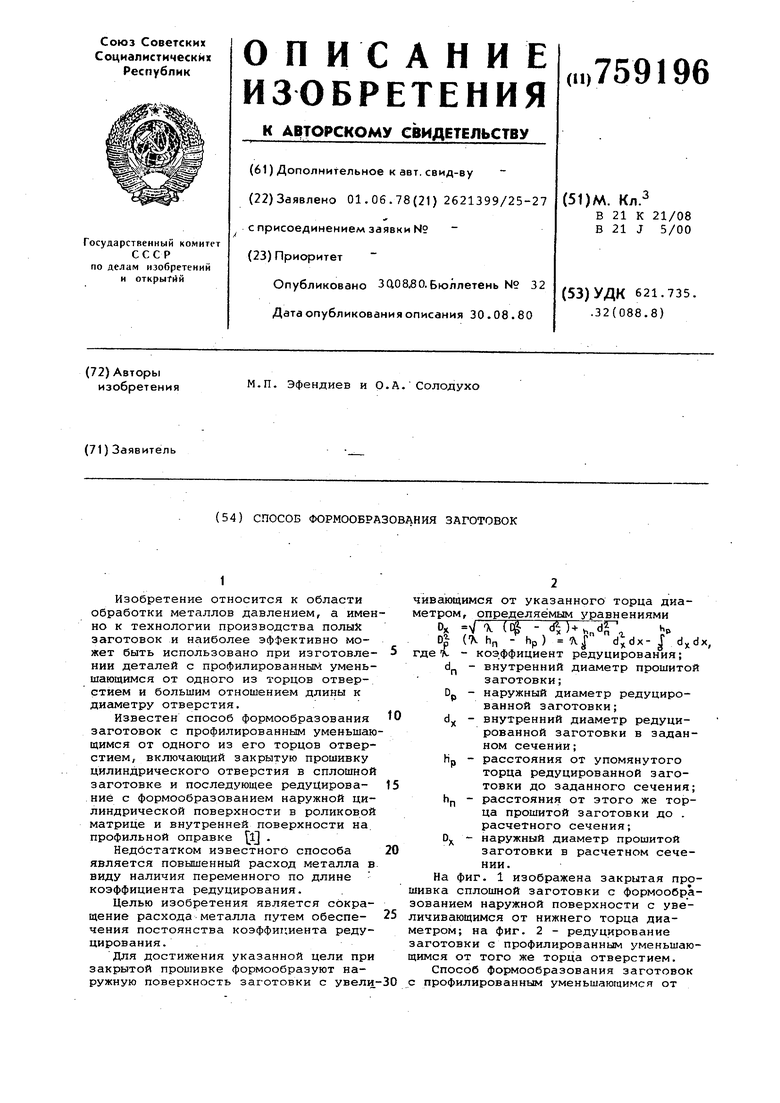
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования заготовок | 1980 |
|
SU904824A1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Способ получения накидных гаек для трубопроводов | 1982 |
|
SU1140873A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| ЗАГОТОВКА-СЛИТОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ ЕЕ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО- ВИНТОВОЙ ПРОКАТКИ В ПЕРЕДЕЛЬНЫЕ ГИЛЬЗЫ-ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2530430C1 |
dv , мм 43,77 41,66 39,56 37,46 35,36 7,75 15,59 23,49 31,43 h , мм Dy , мм 72,49 74,08 75,56 76,94 78,22
Для удобства практического пользования формулу (7) можно выразить какtip
Ж(9)
При этом расхождение составляет 2 %.
Описанный выше способ обеспечивае экономию металла за счет постоянства величины коэффициента редуцирования. Вследствие этого становится возможным уменьшить припуски на механическую обработку заготовок, исключить образование продольных заусенцев, обеспечить более стабильную работу устройства для редуцирования.
Испытания способа формообразования из профилированных при прошивке
заготовок и из гладких заготовок показали, что предлагаемый технологический процесс позволяет снизить припуски на механическую обработку с 1,5 - 2,0 мм до 0,5 мм.
Формула изобретения
Способ формообразования заготовок с профилированным уменьшающимся от одного из его торцов отверстием, включающий закрытую прошивку цилиндрического отверстия в сплошной заготовке и последующее редуцирование с формообразованием наружной цилиндрической поверхности в роликовой матрице и внутренней поверхности на профильной оправке, отличающий 33,20 31,15 29,05 28 39,39 47,36 55,32 59,68 79,41 80,51 81,52 82,0
