1
Изобретение относится к пролышленности строительных материалов, в частности к установкам для производства керамических изделий,например унитазов,и может быть использовано на заводах стройкерамики.
Известна установка для изготовления сантехнических изделий,включающая устройства подачи и слива шликера формы, установленные на передвижных поддонах, и устройства для зажима форм lj . .
Наиболее близким техническим решением является установка для изготовления сантехнических издел21й/преимущественно унитазов, содержащая стеллаж с гипсовыми формами, портал с самоходной тележкой, на которой установлена каретка с тросовым приводом возвратно-поступательного перемещения по вертикали, кантователь гипсового кольца формы, выполненный в виде Г-образного рычага и кгштователь гипсовой формы {2 .
Недостатком известных установок является то, что они занимают большую площадь и малопроизводительны, так как кантование, сборка и разборка гипсовых форм, перенос готовых
изделий на другой стеллаж произво дится вручную, причем переход от одного стеллажа к другому связан с с поворотом рабочего на .
Целью изобретения является повышение производительности.
. Поставленная цель достигается
10 тем, что в установке для изготовления сантехнических изделий,преимущественно унитазов, содержащий стеллг1ж с гипсовыми формами, портал с самоходной тележкой, на которой
15 установлена каретка с тросовым приводом возвратно-поступательного перемещения по вертикали, кантователь гипсового кольца формы, выполненный в виде Г-образного рычага, и кантователь гипсовой формы, кантователь гипсового кольца снабжен захватом, выполненным в виде подпружиненной скобы, шарнирно закрепленной на Гобразном рычаге, а кантователь гипсовой формы содержит траверсу и шарнирно закрепленное на ней коромысло с захватами, каждый из которых имеет два рычага, установленные шарнирно на шкворне, закрепленном на коромысле.
В установке трос привода каретки может быть закреплен к г-образному рычагу кантователя гипсового кольца форма.
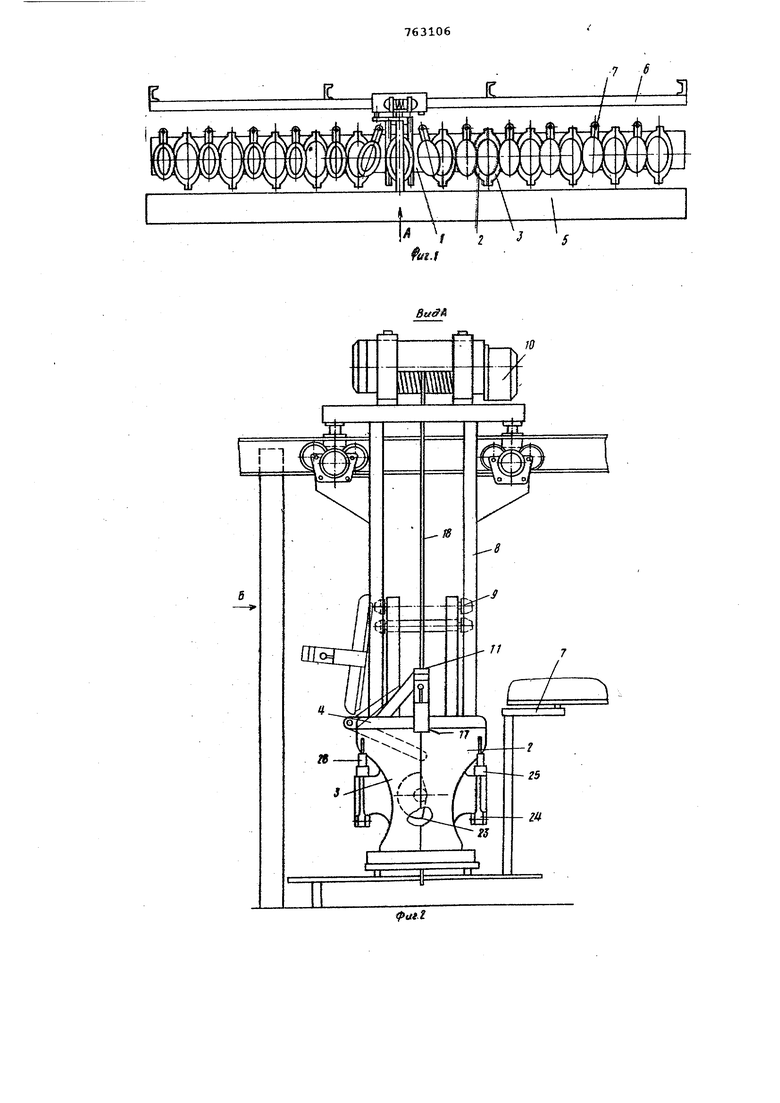
На фиг. 1 изображена описываемая установка; на фиг. 2 - вид А на фиг. на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Установка состоит из стеллажа 1, на котором установлены гипсовые формы, содержащие нижнее колено, две боковины 2,3 и верхнее кольцо 4, под которыми расположены на рычагах оправочные столики 5 с возможностью разворота в горизонтальной плоскости. Рядом-со стеллажом 1 установлен портал 6 и настил 7. По порталу 6 движется самоходная тележка 8, по которой возвратно-поступательно по вертикали перемещается каретка 9 от механизма подъема 10.
Каретка несет на себе кантователь гипсового кольца формы, выполненный в виде Г-образного рычага 11 с коромыслом 12, на котором на пальце 13 установлен захват 14, выполненный в виде скобы, прижимаемой пружиной 15 для создания постоянного усилия сжатия кольца, с возможностью поворота вокруг-пальца 13 посредством рукоятки 16 и перемещаться по тому же пальцу по вертикали при зажиме гипсового кольца 4.
Захват выполнен со скосОм 17, а трос 18 механизма подъёма 10 закреплен к г-образному рычагу.
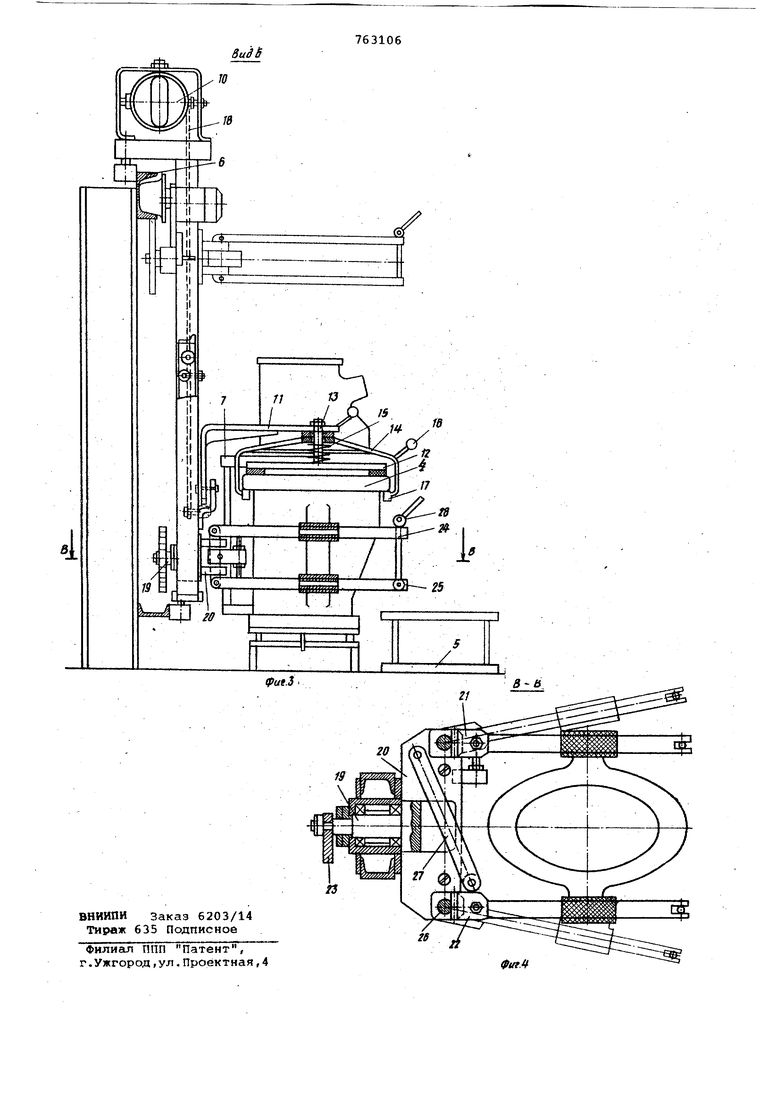
В нижней части каретка несет на себе кантователь гипсовой формы, содержащей траверсу 19, на которой шарнирно закреплено коромысло 20 с захватами 21,22 и полудиск 23
Каждый из захватов имеет два рычага- 24 и 25-, установленные шарнирно на шкворне 26, закрепленном на кОромысле 20, и соединенные между собой синхронизирующей тягой 27 для ликвидации самопроизвольного раскрывания боковин 2,3 при повороте.
Рычаги 24 и 25 связаны между собой замком 28.
Установка работает следующим образом.
Формы заливаются шликером и через определенное время после набора черепка и слива шликера осуществляется закрепление черепка в форме. Далее к форме подводится самоходная тележка 8, при этом каретка 9 находится в крайнем верхнем положении, кантователь гипсового кольца формы отведен в верхнее положение, а захваты 21, 22 (фиг.4) и оправочные столики 5 разведены вручную.
При помощи рукоятки управления каретка 9 опускается вниз до тех пор, пока не окажется в нижнем положении, т.е. захваты 21,22 зайдут за форму, а Г-образный рычаГ 11, корокысло 12 и захват 14 опустятся на
гипсовое кольцо 4 формы. После чего вручную посредством рукоятки 16 захват 14 заводится скосами 17 под гипсовое кольцо 4 и подлшмается к коромыслу 12, а захваты 21,22 подводятся к форме и при помощи рычагов 24, 25 и замков 28, боковины 2, 3 зажимаются. Снова рукояткой управления каретка 9 поднимается, а т.к. трос 18 механизма подъема 10 зак-
рёплен непосредственно к Г-образному рычагу 11, то в начале гипсовое кольцо формы 4 кантуется до рпределенного положения, удобного для замены, а. потом только поднимается каретка 9, а с ней и форма с изделием.
В крайнем верхнем положении полудиск 23 упирается в раму портала 6, а затем при движении самоходной те-; лежки 8 в сторону оправочного столика 5, обкатываясь, разворачивает форму на 180®.
Далее форма опускается, производят разведение боковин 2,3. Изделие остается на оправочном столике 5, а
форма в раскрытом положении поднимается вверх.
Далее все операции повторяются, но в обратной последовательности. Затем тележка 8 переводится к следующей форме и цикл снова повторяется.
Формула
изобретения
1.Установка для изготовления сантехнических изделий, преимущественно унитазов, содержащая стеллаж с гипсовыми формами, портал с самоходной тележкой, на которой установлена каретка с тросовым приводом возвратно-поступательного перемещения по вертикали, кантователь гипсового кольца формы, выполненный в виде Г-образнОго рычага и кантователь гипсовой формы, отли чающаяс я тем, что, с целью повышения производительности, кантователь гипсового кольца снабжен захватом, выполненным в виде подпружиненной скобы, . шарнирно закрепленной на Г-образном рычаге, а кантователь гипсовой фор№J содержит траверсу и шарнирно закрепленное на ней коромысло с захватами, каждый из которых имеет два рычага, установленные шарнирно на шкворе, закрепленном на корокисле.
2.Установка по п.1, отличающаяся тем, что трос привода каретки закреплен к Г-образному рычагу кантователя гипсового кольца формы.
Источники информации, принятые во внимание при экспертизе
1.-Керамическая промышленность. Реферативная информация. 1976, выпуск 3, с.31-32.
2.Дроздов Н.Е.Механическое оборудование керамических предприятий. М., / Машиностроение, 1975, с. 228-233.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления сантехнических изделий | 1980 |
|
SU889437A1 |
| Установка для изготовления сантетических изделий | 1976 |
|
SU601170A1 |
| Установка для производства сантехнических изделий | 1987 |
|
SU1530452A1 |
| Установка для отливки сантехнических изделий | 1984 |
|
SU1229041A1 |
| Установка для литья и подвялки санитарных керамических изделий | 1983 |
|
SU1150072A1 |
| Устройство для нанесения покрытий на изделия методом погружения | 1982 |
|
SU1060248A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Устройство для садки кирпича на печную вагонетку | 1973 |
|
SU531742A1 |
| Установка для производства смывных бачков | 1981 |
|
SU996185A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |