Изобретение относится к установкам для изготовления сантехнических изделий, например, смывных бачков, и может быть использовано на заводах стройкерамики. .
Известна установка для производства смывных бачков, содержащая раму с устаноБлеиными на ней формами и шликеропровод .1 .
Недостатками известной установки являются небольшая производительность и плохие условия труда, заключающиеся в том, что заливка шликюром, разборка форм, извлечение изделий и сборка форм осуществляется вручную и с обязатеяьным вовлечением двух работниц при выемке сифона и кантования форм. Пробивка каждого в сети монтажных отверотий производится поочередно.
Наиболее близкой к предлагаемой я6ляется установка для производства бачков, содержащая закрепленные на раме шликеропровод, гипсовые фс|)мы, установлеипз/ю с возможностью переме-
щения вдоль рамы каретку с траверсой и захват Ц 2 3 .
Однако данная установка также имеет малую производительность из-за пооч&редной пробивки отверстий.
Целыо изофетения является повышение производительности установки.
Поставленная цель достигается тем, что в установке для производства смывных бачков, ссаержашей закрепленные на раме шликеропровод, гипсовые , установленную с возможностью перемещения вдоль рамы каретку с траверсой, и замшат, каретка снабжена кривошшшошатунным механизмом, на .конце ползуна которого смонтирована поперечина с пробойником отверстий в дне изделия,,а траверса снабжена горизонтальными штангами и боковыми прибойниками, установленными с возможностью перемещения вдоль штанг посредством тяг, закрепленных на ползуне кривощипно- шатунного механизма.
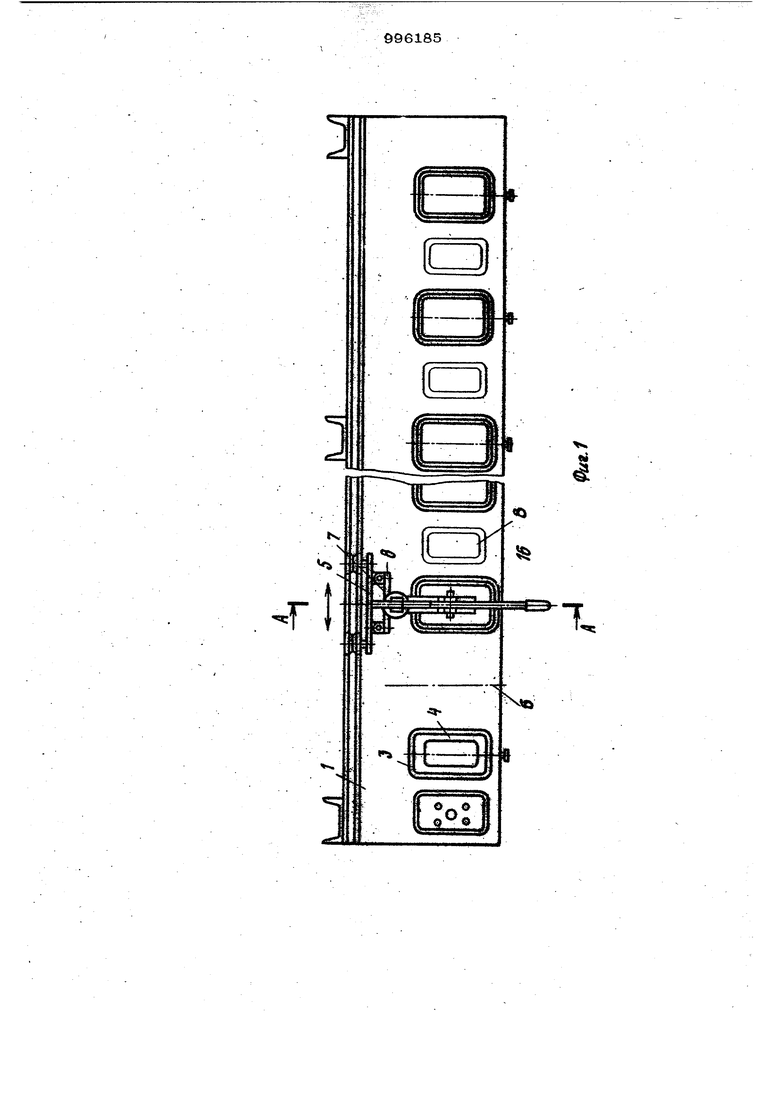
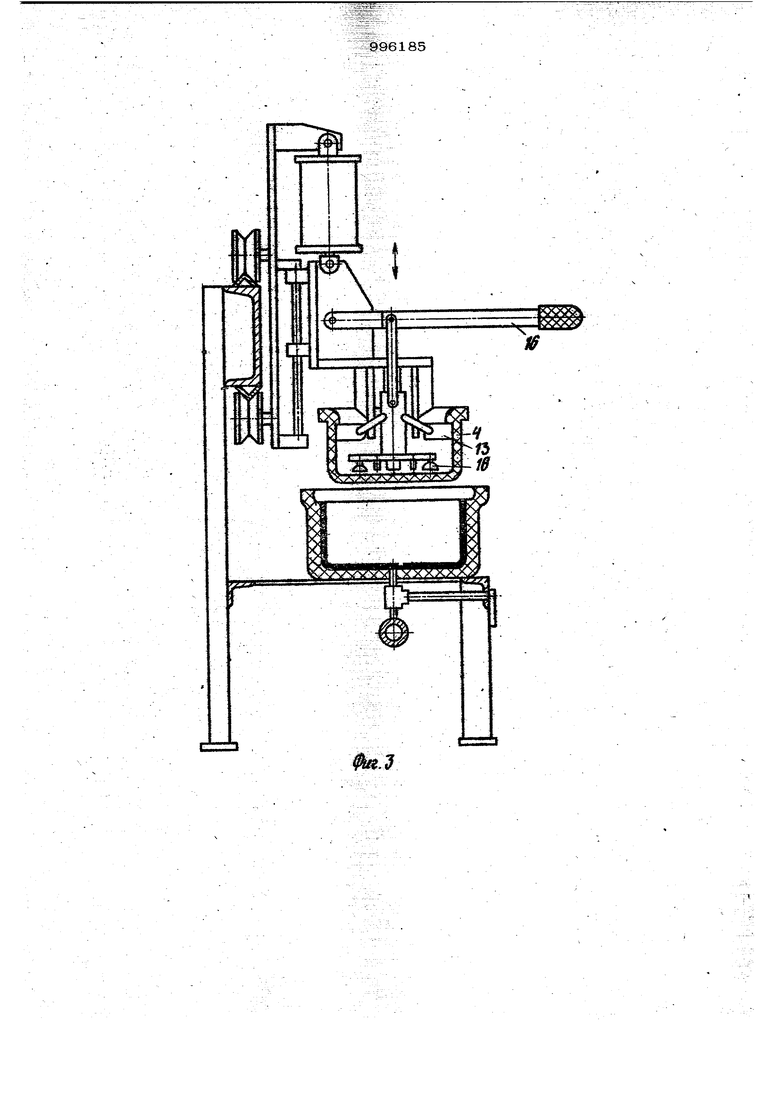
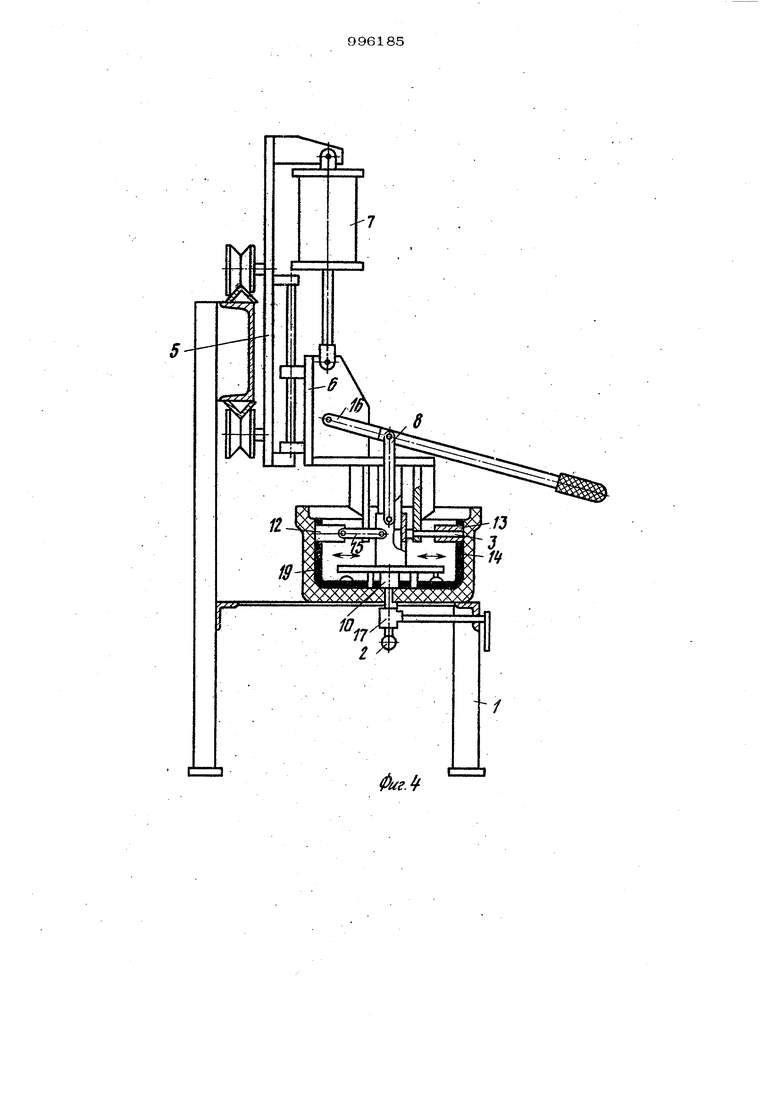
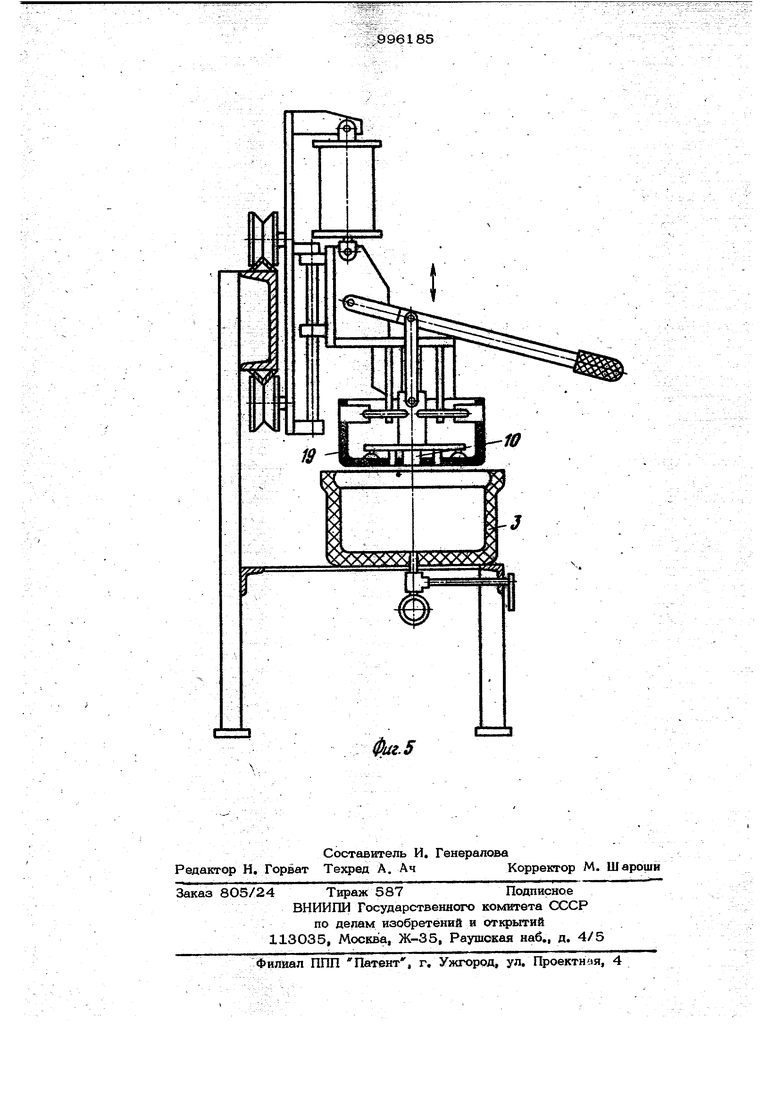
На фиг. 1 иаобралсен общий вид установки, вид в плане на фиг. 2 - разрез А-А на фиг. 1 (момент захвата вкладыша); на фиг. 3 - то же, момент извлечения вкладыша; на фиг. 4 - то же, момент пробивки отверстий и изделий; на фиг. 5 то же, момент извлечения изделия.
Установка для производства смывных бачков содержит раму 1 ,на которой смонтированы шликеропровоа 2,гипсовые формы, состоящие из самой формы 3 и вклааыша 4, каретка 6, имеющая возможность перемещаться вдоль рамы 1 вручную. На . каретке 5 установлена траверса 6, связанная с пневмоцилшщром 7. Траверса 6 снабжена кривошипно-шатунным механизмом с ползуном 8, который снабжен поперечиной .9 с пробойниками 1О для пробивки отверстий в дне издерия. Одновременно ползун 8 шарнирно соединен при помощи тяг 11 с боковыми пробойниками 12 и 13, имеющими возможность перемещаться строго горизонтально на штангах 14 и 15, закрепленных на траверсе 6. Движение всех пробойников осуществляется одновременно от кривошипно-шатунного механизма и рычага 16. Пробойники 12 и 13 могут быть использованы и для выемки вкладыши 4. Регулировка подачи шликера осуществляется пробковыми кранами 17. На поперечине 9 закреплен захват 18, выполненный в виде вакуумприсосок.
Установка работает следующим образом.
формы 3 заливают шликером и через несколько часов после набора черепка каретки 5 подводят к первой форме. При этом рычаг 16 поднят, все пробойники втянуты, захват 18 поднят, траверса 6 находится в крайнем верхнем положении. При помощи пневмоцилиндра 7 траверса 6 опускается в крайнее нижнее полож&ние и далее при помощи рычага 16 ползуна 8 и тяг 11 заводят боковые пробойники 12, 13 за выступы в вкладыше 4 (фиг. 2) до проме куточного положения, а затем пневмоцилиндром 7 вынимают вкладыш 4 из формы 3 (фиг. 3).После чего каретку 5 с вкладышем 4 перемещают в сторону (например, вправо), и таким же образом, но в обратном порядке, устанавливают вкладыш 4 на раму 1 на свободное место В между формами. Снова подводят каретку 5 к той же форме 3, опускают траверсу 6, а затем так же при помощи кривошип- но-шатунного механизма и рычага 16 (при этом опуская в самое нижнее крайн положение пробойники 1О-13). вдавливают в тело изделия 19 и далее снова пневмоципиндром 7 и захватом 18 вынимают изделие из формы и перевозят его на свободное место Б. После этого вкладыш |4 устанавливают в форму 3, т.е. производят сборку.
Далее перекатывают каретку 5 к сл&дующей и таким образом повторяют все операции. Затем формы снова заливают шликером и цикл повторяется.
Фо рмула изобретения
Установка для производства смывных бачков, содержащая закрепленные на раме шликеропровод, гипсовые формы, установленную с возможностью перемещения вдоль рамы каретку с траверсой и захват, отличающаяся тем, что, с целью повышения производитешгности .установки, каретка снабжена кри- вошипно-шатунным механизмом, на ко№це ползуна смонтирована поперечина с пробойником отверстий в дне изделия, а траверса снабжена горизонтальными штангами и боковыми пробойниками, установленными с возможностью перем&щения вдоль штанг посредством тяг, закрепленных на ползуне кривошипно-шатунного механизма.
Источники информации, принятые во внимание при экспертизе
,1. Керамическая промышленность Реферативная информация ВНИИЭСМ, выпуск 5, 1973,
2. Авторское свидетельство ССХЗР № 829432, кл, В 28 В 1/26, 1979. (прототип).
r

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья керамических изделий | 1982 |
|
SU1085829A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| РАБОЧИЙ ОРГАН МАШИНЫ ДЛЯ ПРОБИВКИ КОРКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2596550C1 |
| Установка для изготовления сантехнических изделий | 1978 |
|
SU763106A1 |
| Установка для изготовления сантехнических изделий | 1980 |
|
SU889437A1 |
| Устройство для сборки и разборки форм трубчатых изделий | 1980 |
|
SU990535A1 |
| Станок для ремонта шпал | 1960 |
|
SU139337A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
| Устройство для литья полых керамических сфер | 1988 |
|
SU1546448A1 |