Целью изобретения является .повышение производительности установки.
Для этого установка для изготовления сантехнических изделий, содержащая установленные параллельно тележечные конвейеры с устройствами заливки форм, слива шликера, за крепления черлака, кантова1ния и разъема форм, пе|редаточные ленточные транспортиры, ценной конвейер подвялки изделий с карусельным T ipiHHKeTOM и , сна бжена в зоне Кантования тележечного конвейера механизмом разрядки и фиксации тележек, выиолнеиным в виде :поБоротных рычагов с направляющими и опорными поверхностями и траверсы с приводом, на которой смонтирован один из noBopoTiHbix рычагов, Лричем траверса и другой поворотный рычаг смонтированы на раме тележечного конвейера.
В установке передаточные ленточные транспортеры могут быть установлены иод углом к тележечнйм .конвейерам.
Также в установке карусельный турникет может быть вылолнен в виде стакана с диаметрально расположенными сквозными пазами и вертикальной осью с храповым колесом, на кото,ром смонтированы кронштейны с шарнирно закрепленными на HIIX параллельными подвесками, на одном конце каж;дой из которых установлен поворотный оправочный столик, а на другом - ролики с двуплечим водплом и храповиком, иричем на 1концах плеч водила смонтированы копиры.
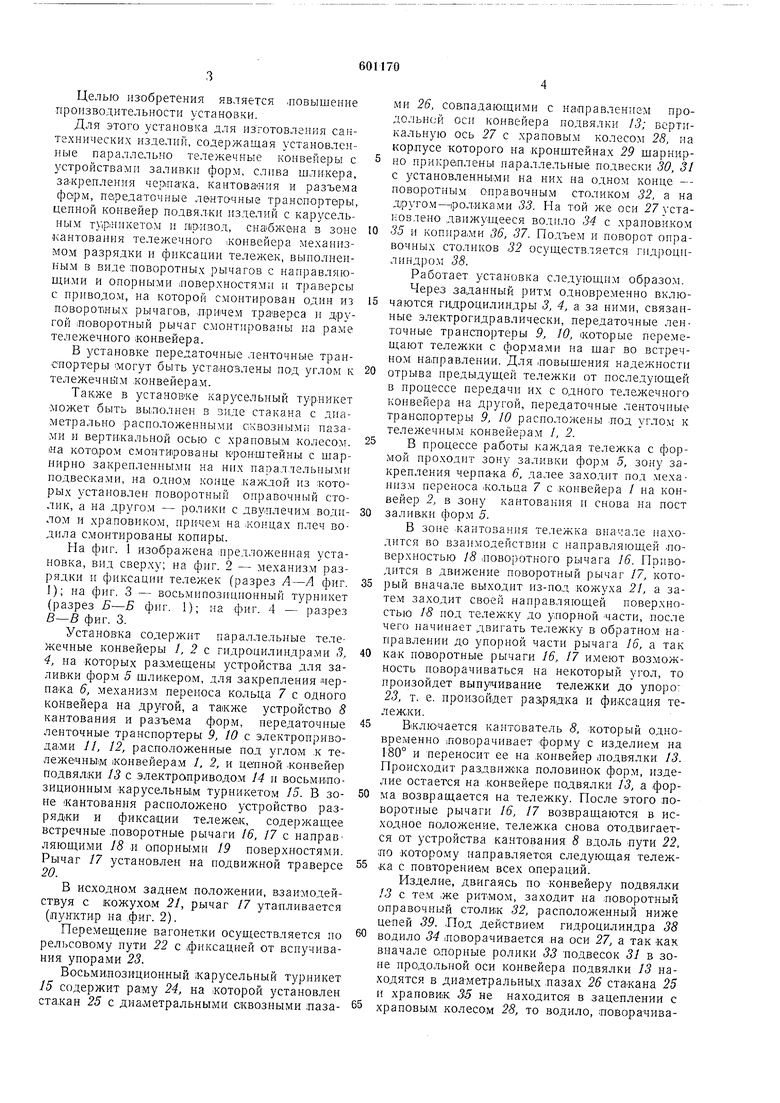
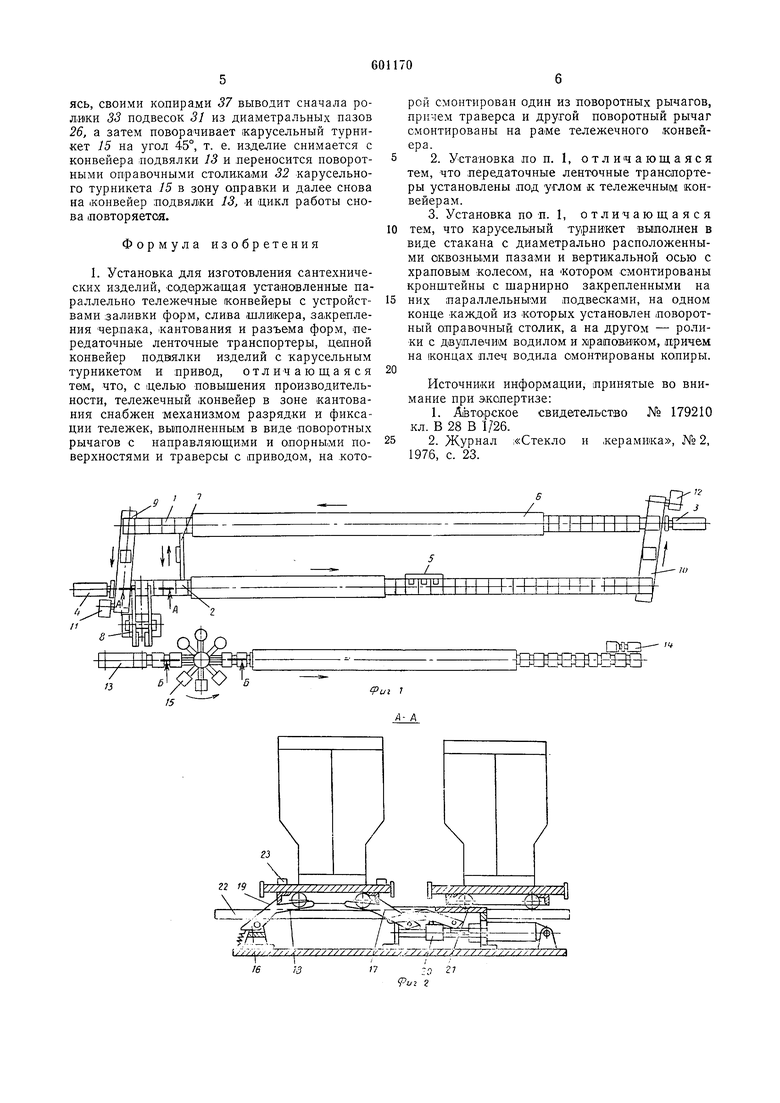
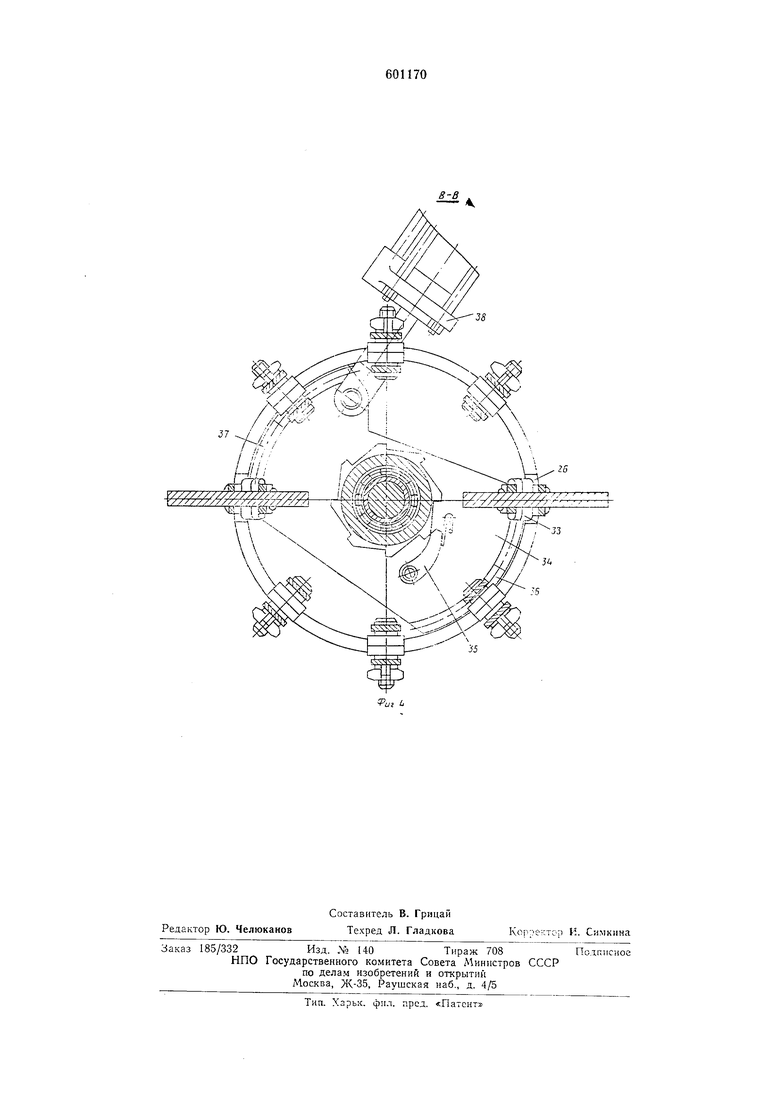
На фиг. 1 изображена лредложениая установка, вид сверху; на фиг. 2 - механизм разрядки и фиксации тележек (разрез Л-Л фиг. 1); на фиг. 3 - восьмипозиционный турникет (разрез Б-Б фиг. 1); на фиг. 4 - разрез В-В фиг. 3.
Установка содержит параллельные тележечные конвейеры 1,2с гидролилиндрами .9. 4, на которых раз,мещены устройства для заливки форм 5 шли(Керо,м, для закрепления черпа-ка 6, механизм переноса кольца 7 с одного конвейера на другой, а устройство 8 кантования и разъема форм, передаточные ленточные транспортеры 9, W с электропривода-.ми 11, 12, расположенные под углом .к тележечным 1конвейерам 1, 2, и цепной -конвейер подвял/ки 13 с электроприводом 14 и восьмилозиционным Карусельным турникетом 15. В зоне кантования расположено устройство разрядки и фиксации тележек, содержащее встречные ловоротные рычаги 16, 17 с направляющими 18 п опорнЫ.ми 19 поверхностями. Рычаг 17 установлен на подвижной траверсе 20.
В ИСХОДНО.М заднем положении, взаимодействуя с кожухом 21, рычаг 17 утапливается (пункти-р на ;фиг. 2).
Перемеш,ение вагонет.ки осуществляется по рельсовому пути 22 с фиксацией от вспучивания упора.ми 23.
Восьмнлози-ционный карусельный турникет J5 содержит ра:му 24, на которой установлен стакан 25 с диаметральными сквозными лазами 26, совпадающими с наеравление.м продольной оси конвейера подвялки 13; вертикальную ось 27 с храповым колесом 28, на корлусе которого на кронштейнах 29 шарнирно прикреплены параллельные подвески 30, 31 с установленными на них на одном конце - поворотны.м справочным столико.м 32, а на Друго.м-рол.иками 33. На той же оси 27 становлено движущееся водило 34 с храповиком
35 и копирадШ 36, 37. Нодъем и поворот оправочных столиков 32 осуществляется гидроцилиндро.м 38.
Работает установка следующим образом. Через заданный ритм одновременно включаются гидроцилиндры 3, 4, а за ними, связанные электрогидравлически, передаточные ленточные транспортеры 9, 10, которые перемещают тележки с формами на шаг во встречном налравлении. Для ловышения надежности
отрыва предыдущей тележки от последующей в процессе передачи их с одного тележечного конвейера на другой, передаточные ленточные транопортеры 9, 10 расположены лод углом к тележечным конвейерам 1, 2.
В процессе работы каждая тележка с фор.мой проходит зону заливки фор.м 5, зону закрепления черпа-ка 6, далее захо.тит под .механизм переноса .кольца 7 с .конвейера / на конвейер 2, в зону кантования и снова на пост
заливки форм 5.
В зоне кантования тележка вначале находится во взаимодействии с направляющей ловерхностью 18 .поворотного рычага 16. Нриводится в движение поворотный рычаг 17, который вначале выходит из-под кожуха 21, а затем заходит своей направляющей поверхностью 18 под тележку до упорной части, после чего начинает двигать тележку в обратном направлении до упорной части рычага 16, а так
как поворотные рычаги 16, 17 имеют возможность поворачиваться на некоторый угол, то произойдет выпучивание тележки до упор от 23, т. е. прои.зойдет раз,рядка и фи.ксация тележ.ки.
Включается кантователь 8, который одновременно поворачивает форму с изделием на 180° и переносит ее на конвейер лодв-ялки 13. Нроисходит раздвижка половинок форм, изделие остается на конвейере подвялки 13, а форма возвращается на тележку. Носле этого поворотные рычаги 16, 17 возвращаются в исходное положение, тележка снова отодвигается от устройства кантования 8 вдоль лути 22, по которому направляется следующая тележка с повторением всех операций.
Нзделие, двигаясь по конвейеру подвялки 13 с тем .же ритмом, заходит на ловоротный оправочный столик 32, расположенный ниже целей 39. Лод действием гидроцилиндра 38
водило 34 (Поворачивается на оси 27, а так -как вначале опорные ролики 33 лодвесок 31 в зоне продольной оси конвейера подвялки 13 находятся в диа-метральны.х .пазах 26 стакана 25 и храповик 35 не находится в зацеплении с
храповьш колесо.м 28, то водило, .ловорачиваясь, своими копирами 37 выводит сначала ролаки 33 подвесок 31 из диаметральных пазов 26, а затем поворачивает карусельный турникет 15 на угол 45°, т. е. изделие снимается с конвейера подвялки 13 и .переносится поворотными оправочными столи.ками 32 карусельного турникета 15 в зону оправки и далее снова на .конвейер подвялки 13, и цикл работы снова ловторяетоя.
Формула изобретения
1. Установка для изготовления сантехнических изделий, Содержащая установленные параллельно тележечные конвейеры с устройствами заливки форм, слива шликера, закрепления -черпака, кантования и разъема форм, передаточные ленточные транспортеры, ц&пной конвейер подвялки изделий с карусельным турникетом и привод, отличающаяся тем, что, с целью повышения производительности, тележечный конвейер в зоне кантования снабжен механизмом разрядки и фиксации тележек, выполненным в виде поворотных рычагов с направляющими и опорными поверхностями и траверсы с приводом, на которой смонтирован один из поворотных рычагов, причем траверса и другой поворотный рычаг смонтированы на раме тележечного конвейера.
2.Установка по п. 1, отличающаяся тем, что передаточные ленточные транспортеры установлены под углом к тележечным конвейерам.
3.Установка по п. 1, отличающаяся тем, что карусельный турникет выполнен в виде стакана с диаметрально расположенными сквозными пазами и вертикальной осью с храповым колесом, на котором смонтированы кронштейны с шарнирно закрепленными на них параллельными подвесками, на одном конце каждой из которых установлен поворотный олравочный столик, а на другом - ролики с двуплечим водилом и Х|раповиком, причем на концах плеч водила смонтированы копиры.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 179210 кл. В 28 В 1/26.
2.Журнал ;«Стекло и керамика, № 2, 1976, с. 23.
х//х//уУ777(1П 77//х 2
/ Т-./
/// / ///I/ / // / f77 л7// //////////,
«.ai.sV,-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи изделий с одного конвейера на другой | 1973 |
|
SU469642A1 |
| Установка для стрижки овец | 1982 |
|
SU1017239A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Устройство для съема кирпича сырца с пресса и формирования столбиковой садки | 1977 |
|
SU701811A1 |
| Установка для литья и подвялки санитарных керамических изделий | 1983 |
|
SU1150072A1 |
| Кантователь | 1973 |
|
SU562474A1 |
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Установка для изготовления сантехнических изделий | 1978 |
|
SU763106A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Устройство для прессования керамических изделий | 1989 |
|
SU1715629A1 |

8-В
