Изобретение относится к области из готовления обрезиненного полотна и может быть использовано в шинной промышленности при сборке покрьплек пневматических шин. Известно устройство для стыковки заготовок из обрезиненного полотна, содержащее стол и стыкующий орган, выполненный в виде подвижной каретки имеющей замкнутую цепь с шарнирными стыкующими зажимами 1. Недостатками известного устройств является низкая производительность при стыковке неподвижных заготовок, ввиду значительных затрат времени npH перемещениях каретки на подъем, обратный ход и опускание на исходную позицию стыковки, сложная кинематика движения каретки с сопутствующими ей узлами, а также нецелесообразность стыковки длинномерных заготовок, так как это потребует размещения множест ва стыковочных пластин в столе вдоль всей линии стыка. Известно устройство для стыковки полос обрезиненного полотна, содержа щее станину, стол, помещенный рабоче поверхностью между верхней и нижней стыковочными головками, имеющими установленные между щеками параллельны замкнутые приводные цепи, шарнирно смонтированные на звеньях последних пластины с направляющими пазами, в которых подвижно установлены верхний и нижний стыкующие элементы, и взаимодействующие .с последними через подшипники наклоненные направляющие, образующие между собой пазы переменной по их длине ширины 2. Недостатком этого устройства является то, что оно не позволяет стыковать неподвижные длинномерные заготовки при прямом и обратном ходе стыкующего органа. Целью изобретения является повышение производительности устройства за счет обеспечения возможности стыковки неподвижного полотна при прямом и обратном ходе стыковочных головок. Дополнительной целью является синхронизация работы стыкующих элементов. Поставленная цель достигается тем, что в устройстве для стыковки полос обрезиненного полотна, содержащем станину, стол, помещенный рабочей поверх-ностью между верхней и нижней стыковочными головками, имеющими установленные между щеками параллельныезамкнутые приводные цепи, шарнирно смонтированные на звеньях последних
пластины с направляющими пазами, в которых подвижно установлены верхний и нижний стыкующие элементы, и взаимодействующие с последними через подшипники наклонные направляющие, образующие между собой пазы переменной по их длине ширины, согласно изобретению, стыковочные головки установлены с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и снабжены приводом их перемещения; каждая из головок снабжена попарно установленными на ее щеках катками и взаимодействующими с катками и закрепленными на станине направляющими }
привод перемещения головок выполнен в виде пневмоцилиндра с двусторонним штоком, кинематически связанным с головками посредством гибких связей и системы блоков;
наклонные направляющие выполнены по форме трапеции и обращены друг к другу меньшими основаниями;
на щеках шарнирно смонтированы связанные с наклонными направляющими консольно рычаги, а в станине закреплены взаимодействующие с консольными рычагами ограничительные упоры;
приводы вращения за1«нснутых приводных цепей выполнены в виде цепных передач ;
направляющие пазы в пластинах выполнены по форме ласточкиного хвоста Дополнительная цель достигается тем, что нижняя стыкующая головка снабжена клиновыми фиксаторами, взаимодействующими с выполненными в верхней стыкующей головке гнездами.
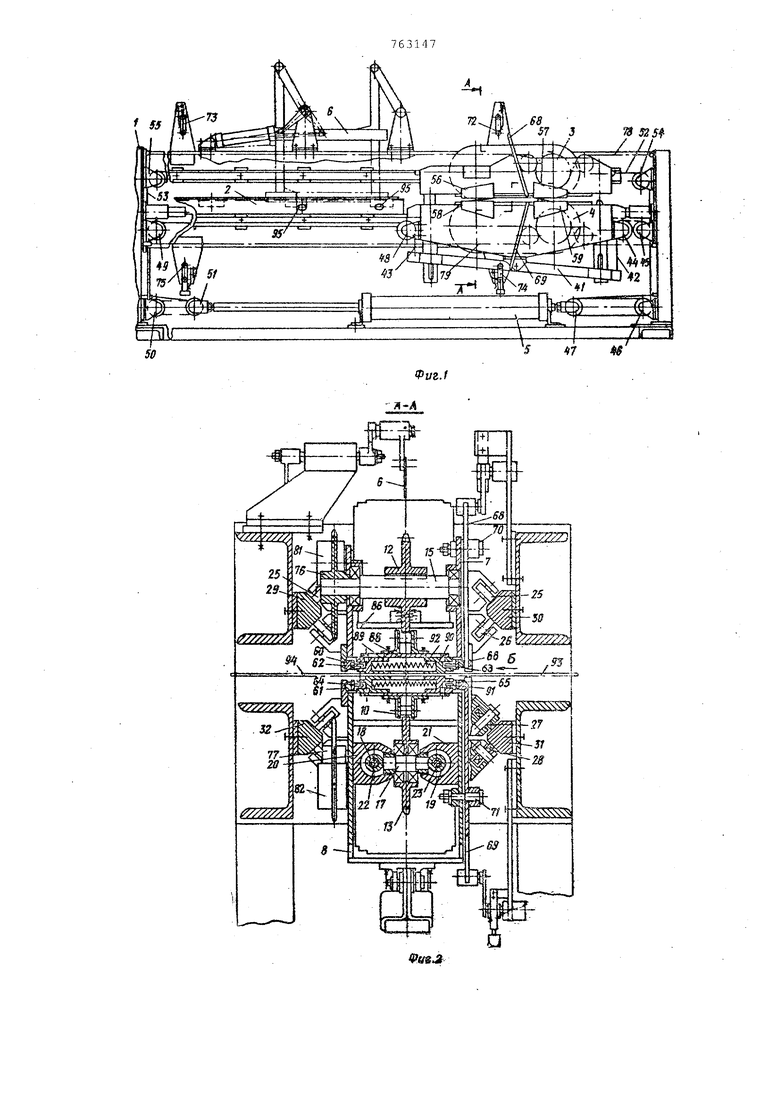
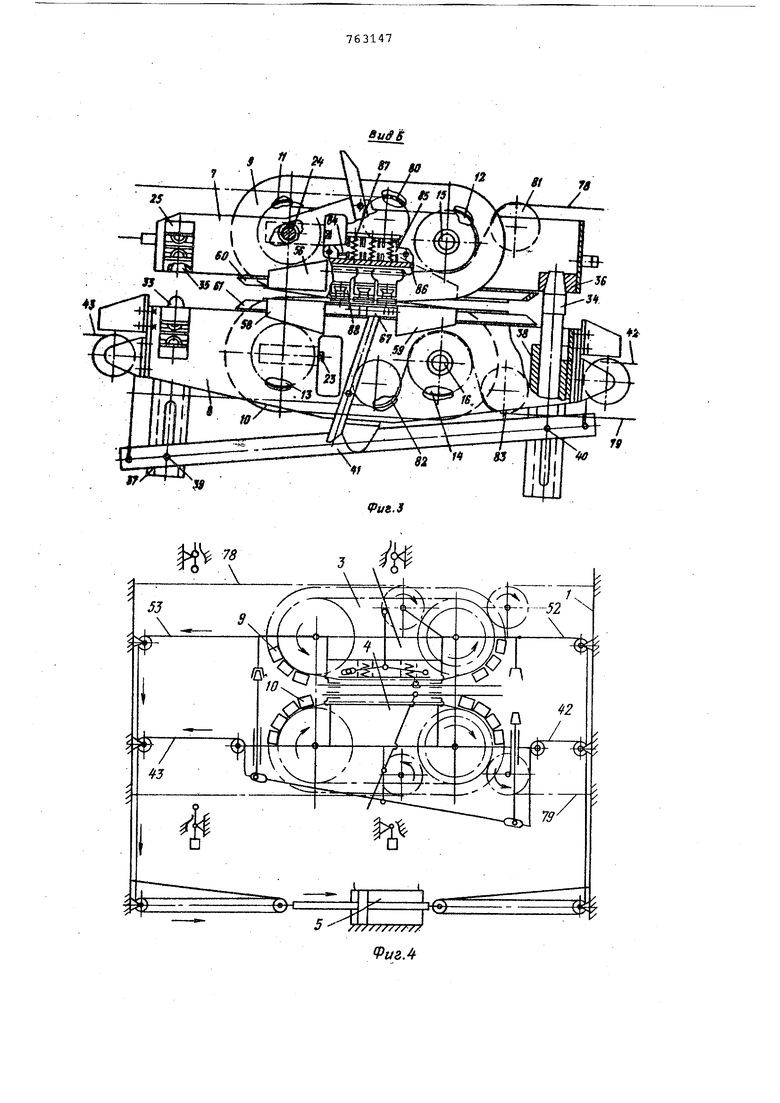
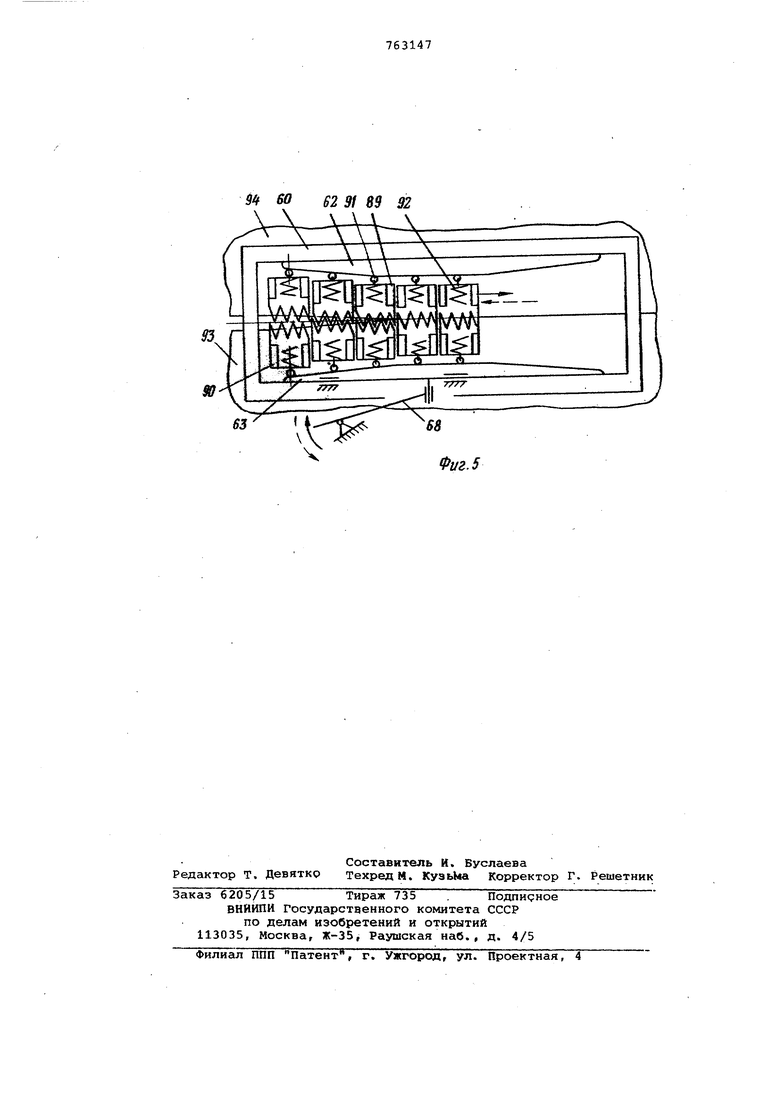
На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - кинематическая схема устройства; на фиг. 5 - сужающийся паз верхней стыковочной головки.
Устройство содержит станину 1 с приемным столом 2, стыковочные головки 3 и 4, установленные с возможностью возвратно-поступательного перемещения, одна из которых расположена над столом 2, а другая - под его рабочей поверхностью, привод перемещения 5 стыковочных головок 3 и 4 и выравнивающую линейку 6, установленную в верхней части станины 1. Стыковo iныe головки 3 и 4 содержат корпуса 7 и 8, выполненные в виде сварных щек, внутри которых размещены бесконечные приводные цепи 9 и 10, смонтированные соответственно на звездочках 11, 12, 13 и 14. Звездочка 13 и 11 выполнены натяжными. Звездочка 12 жестко смонтирована на валу 15, закрепленном в щеках корпуса 7, а звездочка 14 - на валу 16, закрепленном в -корпусе 8. Звездочка 13 свободно сидит на оси 17, которая закреплена на ползунах 18 и 19, расположенных в направляющих бобышках 20 и 21, в крьда
ки которых упираются головками регулировочные винты 22 и 23, а их резьбовые части находятся в ползунах 18 и 19. Аналогичным образом смонтирована между щеками корпуса 7 на оси 24 звездочка 11. На щеках корпусов
7и 8 по краям с двух сторон попарно установлены катки 25, 26 и 27, 28 (см. фиг. 2), которые взаимодействуют с закрепленными на станине 1 направляющими 29, 30 и 31, 32. В нижних щеках корпуса 8 размещены на концах клиновые фиксаторы 33 и 34(см. фиг.3) а в щеках корпуса 7 - гнезда 35 и 36. Нижние поверхности фиксаторов 33 и
34 входят в пазы направляющих 37 и 38 и взаимодействуют посредством пальцев 39 и 40 с коромыслом 41, которое в свою очередь взаимодействует с приводом перемещения 5 посредством двух, например, тросовых ветвей 42 и 43 и блоков 44, 45, 46, 47, 48, 49, 50, 51 (см. фиг. 1). Стыковочная головка 3 также взаимодействует с приводом перемещения 5 посредством тросовых ветвей 52 и 53, одни концы которых прикреплены к Шекам корпуса 7 а другие к станине 1, и блоков 54, 46, 47 и 55, 50, 51,
Привод перемещения 5(см. , фиг. 1) выполнен в виде пневмоцилиндра с двусторонным штоком, на концах которого укреплены трехручьевые блоки 47 и 51.
8нижней частикорпуса 7 и в верхней части корпуса 8 с двух сторон установлены по две направляющие 56, 57 и 58, 59 (см. фиг. 1 и 3), в которых размещены подвижные рамки 60 и 61 и наклонные направляющие 62, 63 и 64, 65, образующие попарно между собой переменные по длине направляющих пазы. К рамкам 60 и 61 посредством пальцев 66 и 67 крепятся консольные рычаги
68 и 69, имеющие возможность поворота вокруг пальцев 70 и 71, укрепленных соответственно в корпусах 7 и 8. Консоль рычага 68 взаимодействует с ограничительными упорами 72, 73, а консоль рычага 69 - с ограничительными упорами 74, 75, установленными на концах станины 1.
Приводом вращения бесконечных приводных цепей 9 и 10 служат звездочки
76и 77, жестко сидящие на валах 15 и 16 и взаимодействующие с цепями 78 и 79, концы которых закреплены на концах станины 1. Для увеличения угла охвата и предотвращения выпадения звеньев цепи 78 из зубьев звездочки 76, по бокам этой звездочки установлены обводные звездочки 80, 81, оси которых закреплены в корпусе 7. Аналогично в корпусе 8 по бокам звездочки
77установлены обводные звездочки 82, 83.,
На центральной поперечине корпуса 7 посредством ша 5нирных рычагов 84, 85 смонтирована прижимная плита 86 5 (см. фиг. 3), взаимодействующая, с нижней рабочей ветвью цепи 9. Между поперечиной и плитдй 86 расположены пружины сжатия 87.
В корпусе 8 сама поперечина взаимодействует с верхней рабочей ветвью цепи 10.
На каждом звене цепей 9 и 10 шарнирно закреплены пластины 88 с направляющими пазами по форме ласточкиного хвоста, в которых подвижно установлены верхний 89 и нижний 90 стыкующие.элементы, снабженные подшипниками 91, постоянно взаимодействующими под действием расположенной .в гнездах элементов пружины 92 с наклонными направляющими 62, 63 и 64, 65. Последние выполнены по форме трапеций и обращены друг к другу своми меньшими основаниями, а поверхности больших оснований закреплены на рамках 60 и 61.
Устройство работает следующим образом.
Заготовку 93 обрезиненного полотн предварительно сцентрированную по кромке, подают на стол 2 до поверхности выравнивающей линейки 6. По другую сторону линейки 6 находится конец заготовки 94, кромка которой также упирается в- поверхность линейки 6. После чего заготовки 93 и 94 фиксируются путем включения электромагнитов 95 (см. фиг. 1) вмонтированных в поверхность стола 2, линейка 6 поднимается вверх, включается привод перемещения 5 и стыковочные головки 3 и 4 перемещаются по направ 29 и 30, 31, 32, например, влево. При этом, звездочки 76 и 77, перекатываясь по цепям 78 и 79, приводят во вращение ведущие звездочки 12 и 14, которые в свою очередь вращают бесконечные приводные цепи 9 и 10.
В начальный момент перемещения стыковочных головок 3 и 4 левые ветви их тросов натягиваются, благодаря чему усилие тяги через коромысло 41 передается клиновому фиксатору 34, который выходит из гнезда 36. В то же время клиновый фиксатор 33, опережая окончательный выход фиксатора 34 из гнезда 36, уже входит в гнездо 35, тем самым достигается .синхроннос работы стыкующих элементов 89 и 90. При этом стыкующие элеменйл 89 и 90 начингиот одновременно сверху и снизу вминаться в поверхности заготовок 93 и 94, постепенно сводят их кромки и надежно стыкуют друг с другом вст благодаря большому ходу сближения (до 15 мм) и тому, что после стыковки кромок избыток хода ликвидируется проскальзыванием зубцов стыкующего элемента 89 относительно поверхности заготовок 93 и 94 и заходом зубцов в соответствующие впадины стыкующего элемента 90. Вершины зубцов у стыкующих элементов 89 и 90 скруглены (со
стороны поверхности, касающейся заготовок) , чтобы не разругиались состыкованные кромки при проскальзывании. Сближение элементов 89 и 90 происходит за счет того, что их подшипники 91 скользят вначале по сужающимсяповерхностям направляющих 62, 63 (для верхней цепи 9) и 64, 65 ( для нижней цепи 10), а затем по их параллельным поверхностям. Элементы 89 и 90, находясь на последних в сближенном состоянии некоторое время, держат стык в максимально нагруженном состоянии, после чего снова скользят по расходящимся поверхностям направляющих. Однако подшипники 91, не доходя до расходящихся поверхностей, уделяются вместе со стыкующимися элементами 89 и 90 от поверхностей заготовок 93 и 94, выходят из контакта с направляющими 62, 63 и 64, 65 и под действием пружин 92 раздвигаются до определенного положения. Затем, сделав круг, элементы 89 и 90 в расжатом состоянии вновь соприкасаются с кромочными поверхностями заготовок 93 и 94, внов сближаются и т.д. При этом стыкующие элементы 89 и 90, постепенно перемещаясь с головками 3 и 4 от одного края заготовки до другого остаются неподвижными относительно стыкуемых кромок заготовок 93 и 94.
После завершения стыкования в конце хода стыковочных головок 3 и 4 рычаги 68 и 69 доходят до упоров 72 и 74, в результате чего подвижные рамки 60 и 61 с наклонными направляющими 62, 63 и 64, 65 перемещаются влево и сужающийся паз тем самым подготовлен для стыковки кромок при движении головок 3 и 4 в правую сторону. Здесь же в конце хода даются команды на остановку привода перемещения 5, на отключение электромагнитов 95 и на включение привода транспортера (не показаны), отбирающего заготовку 93, состыкованную с заготовкой 94. При этом отбирающий транспортер перела-г ивается посередине отобранной заготовки 93 .таким образом, что заготовк принимает волнообразную форму. После этого даются команды на опускание линейки 6 и на подачу следующей заготовки, которая подается до упора в поверхность линейки 6. По окончании опускания линейки 6 дается команда на выпрямление отбираемого транспортера, благодаря чему кромка при выпрямлении поверхности заготовки 93 возвращается немногоназад и упирается в поверхность линейки б.
После этого даются команды на вкл, чение электромагнитов 95, фиксирующих заготовки на столе 2, на поднятие линейки 6 и на включение привода перемещения 5. При перемещении стыковочных головок 3, 4 вправо все , элементы станка работают аналогично тому, как и при перемещении влево, з
.исключением того, что рычаги 68 и 69 срабатывают в конце хода до упоров 73 и 75, перемещая рамки 60 и 61 вправо, тем самым сужающиеся пазы вновь будут готовы для работы при стыковке, в левую сторону, вновь подаются команды на остановку привода перемещения 5, на отключение электромагнитов 95 и на включение приводов транспортера. Далее команды подаются в той же последовательности и операции осуществляются аналогичным ооразом. Стыковка осуществляется автоматически. Использование данного устройства при стыковке длинномерных заготовок, В; частности при стыковке брекерных заготовок .крупногабаритных йшн методом встык, позволит полностью автоматизировать процесс соединения кромок обрезиненногр полотна и увеличить производительность за счет стыковки неподвижных заготовок при полном и обратном ходе стыковочных головок.
Формула изобретения
1. Устройство- для стыковки полос обрезиненного полотна, содержащее станину, стол, помещенной рабочей поверхностью между верхней и нижней стыковочными головками,, имеющими установленные между щеками параллельные замкнутые приводные цепи, шарнирно смонтированные на звеньях последних пластины с направляющими пазами, в которых подвижно установлены верхний и нижний стыкующие элементы, и взаимодействующие с последними через подшипники наклонные направляющие, образующие между собой пазы переменной по их длине ширины, отличающееся тем, что, с целью повышения производительности устройства путем обеспечения возможности стыковки неподвижного полотна при прямом и обратном ходе стыковочных головок, .стыковочные головки установлены с возможностью возвратно-поступательного перемещения в горизонтальной
(ПЛОСКОСТИ и снабжены приводом их перемещения .
2,Устройство по п. 1, отличающееся тем, что каждая из головок снабжена попарно установленными на ее щеках кат-ками и взаимодействующими с катками и закрепленными на станине направляющими.
3.Устройство по п. -1, о т л и чающееся тем, что привод перемещения головок выполнен в виде пневмоцилиндра с двусторонним штоком, кинематически связанным с головками посредством гибких связей и системы блоков.
4.Устройство по п. 1, о т л и 5 чающееся тем, что наклонные
направляющие выполнены по форме трапеции и обращены друг к другу меньшими основаниями.
5.Устройство по п. 1, о т л и0 чающееся тем, что на щеках
шарнирно смонтированы связанные с наклонными направляющими консольные рычаги, а в станине закреплены взаимодействующие с консольными рычагами 5 ограничительные упоры.
6.Устройство по п. 1, отличающееся тем, что приводы вращения замкнутых приводных цепей выполнены в виде цепных передач.
7.Устройство по п. 1, о т л и ч а ю щ е е С я тем, что направляющие пазы в пластинах выполнены по форме ласточкиного хвоста.
8.Устройство по п. 1, о т л и ч -а ю щ е а с я тем, что, с целью
5 сингфонизации работы стыкующих элементов, нижняя стыкующая головка снабжена клиновыми фиксаторами, взаимодепствующими с выполненными в верхней . стыкующей головке гнездами.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 510036, кл. В 29 Н 17/28, 29.05.7j, f 2, Авторское свидетельство СССР f 536981, кл. .В 29 Н 17/28, 11.08.75 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU861100A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Устройство для стыковки полос обрезиненного корда | 1990 |
|
SU1781079A1 |
| Устройство для стыковки полос обрезиненного полотна | 1982 |
|
SU1073129A1 |
| Устройство для стыковки полос обрезиненного полотна | 1984 |
|
SU1229073A1 |
| Устройство для стыковки полос обрезиненного полотна | 1990 |
|
SU1717404A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Устройство для стыковки заготовок из раскроенного обрезиненного полотна | 1973 |
|
SU510036A1 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| Устройство для стыковки полос обрезиненного полотна | 1990 |
|
SU1808737A1 |
л-А S f 3k:Xr-4-/ y Й
