Изобретение относится к способам производства древесностружечных плит и может быть применено в деревообрабатывающей промышленности. Известен способ изготовления древесностружечных плит с об;.1-;цовочным слоем из шлифовальной пыли, включающий высушивание остатка от гидролиза торфа и термообработку его при 220240°С в атмосфере инертного газа в течение 1-2 ч, смешение с шлифовальной пылью и нанесение облицовочного слоя Щ . Недостатком данного спо.соба являе ся снижение прочности плит при стати ческом изгибе. Известен также способ производств древесностружечных плит с облицовочным слоем из шлифовальной пыли, вклю чающий смешивание шлифовальной пыли со связующим, формование облицовочно го слоя и.горячее прессование 2J . Однако и этот способ не обеспечивает улучшения физико-механических характеристик и повышения качества поверхности облицовочного слоя. С целью улучшения физико-механических показателей плит и повышения качества поверхности облицовочного слоя, по предлагаемому cnoco6v шлифр вальную пьшь до смешивания со связующим обрабатывают останом от гидролиза торфа, нейтрализованным водным раствором ам1.1иака до рН среды 6,5-7,0 и взятым в количестве 20-40% от веса шлифовальной пыли в сухом состоянии. Пример 1. Древесную стру.жку смешивают со связующим и формир тот ковер известным способом. Для облицовочного слоя нспользуют композицию в количестве 40% от веса стружки наружных слоев. Композицию готовят путем смешивания 76 кг шлифовальной пыли с 9 кг остатка от гидролиза торфа, предварительно нейтрализованного водным раствором аммиака до рН 6,5. Кроме этого, в композицию входит 4 кг влаги гопифовальной пыли и влаги ОГ 11 кг. Смешивание компонентов производят до получения однородной массы, в которую затем вводят связующее. Прессование плит осуществляют известным способом и при известных режимах, П р и М е р 2. Способ осуществляют по примеру 1. Отличие.состоит в том, что для облицовочного слоя используют композицию в количестве 30% от веса стружки наружных слоев. Композицию
готовят путем смешивания 66,5 кг шлифовальной пыли с 16,0 кг остатка от гидролиза торфа, предварительно нейтрализованного водным раствором а« миака до рН .7,0. Кроме этого, в композицию входит 3,5 влаги шлифовальной пыли и 14 кг влаги ОГ.
Примерз. Способ осуществляют по примеру 1. Отличие состоит в том, что для облицовочного слоя используют композицию в количестве 20% от веса стружки наружных слоев. Композицию готовят путем смешивания. 57 кг шлифовальной пыли с 21 кг остатка от гидролиза торфа, предварительно нейтрализованного -водным раствором аммиаки до рН 7,0. Кроме этого, в композицию входит 3 кг влаги шлифовальной пыли и 19 кг влаги ОГ.
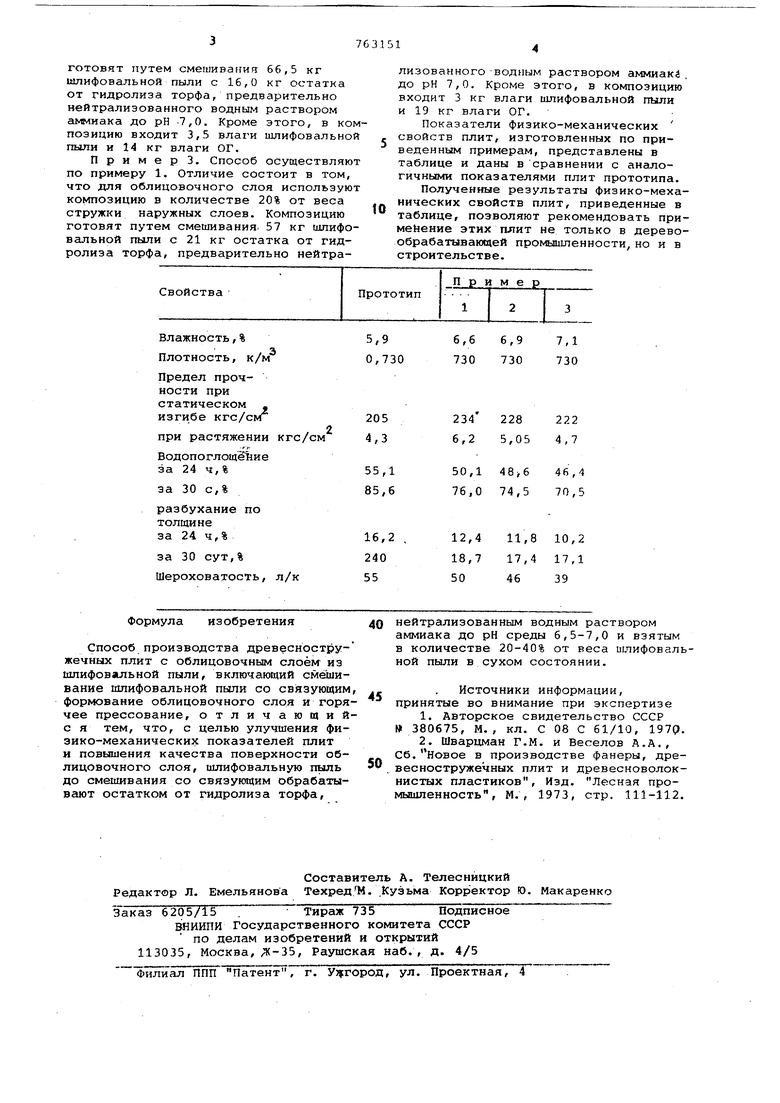
Показатели физико-механических свойств плит, изготовленных по приведенным примерам, представлены в таблице и даны в сравнении с аналогичньлми показателями плит прототипа.
Полученные результаты физико-механических свойств плит, приведенные в таблице, позволяют рекомендовать примейение этих плит не только в деревообрабатывающей промышленности, но и в строительстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОГО СЛОЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1996 |
|
RU2132769C1 |
| Способ изготовления древесностружечных плит | 1980 |
|
SU946973A1 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1129080A1 |
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1771968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2068856C1 |
| СПОСОБ ОБЛИЦОВКИ КОРКОВЫМ ПОКРЫТИЕМ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ ПО МЕТОДУ ХОХЛОВА | 1995 |
|
RU2120373C1 |
| Способ производства древесностружечных плит пониженной токсичности | 1989 |
|
SU1675087A1 |
| Способ производства древесностружечных плит | 1991 |
|
SU1765003A1 |
| СПОСОБ ПОЛУЧЕНИЯ УРОНСОДЕРЖАЩИХ КАРБАМИДОФОРМАЛЬДЕГИДНЫХ СМОЛ | 2004 |
|
RU2268898C1 |
205
2
кгс/см 4,3
55,1
85,6
16,2
240
л/к 55
Формула изобретения
Способ производства древ сностружечных плит с облицовочным слоем из шлифовальной пыли, включающий смешивание шлифовальной пыли со связующим, формование облицовочного слоя и горячее прессование, отличающийс я тем, что, с целью улучшения физико-механических показателей плит и повышения качества поверхности облицовочного слоя, шлифовальную пыль до смешивания со связующим обрабатывгиот остатком от гидролиза торфа.
228
222
5,05 4,7
48,6
46,4 74,5 7П,5
12,4 11,8 10,2 18,7 17,4 17,1 50 46 39
40 нейтрализованным водным раствором
аммиака до рН среды 6,5-7,0 и взятым в количестве 20-40% от веса шлифовальной пыли в сухом состоянии.
Источники информации, принятые во внимание при экспертизе
