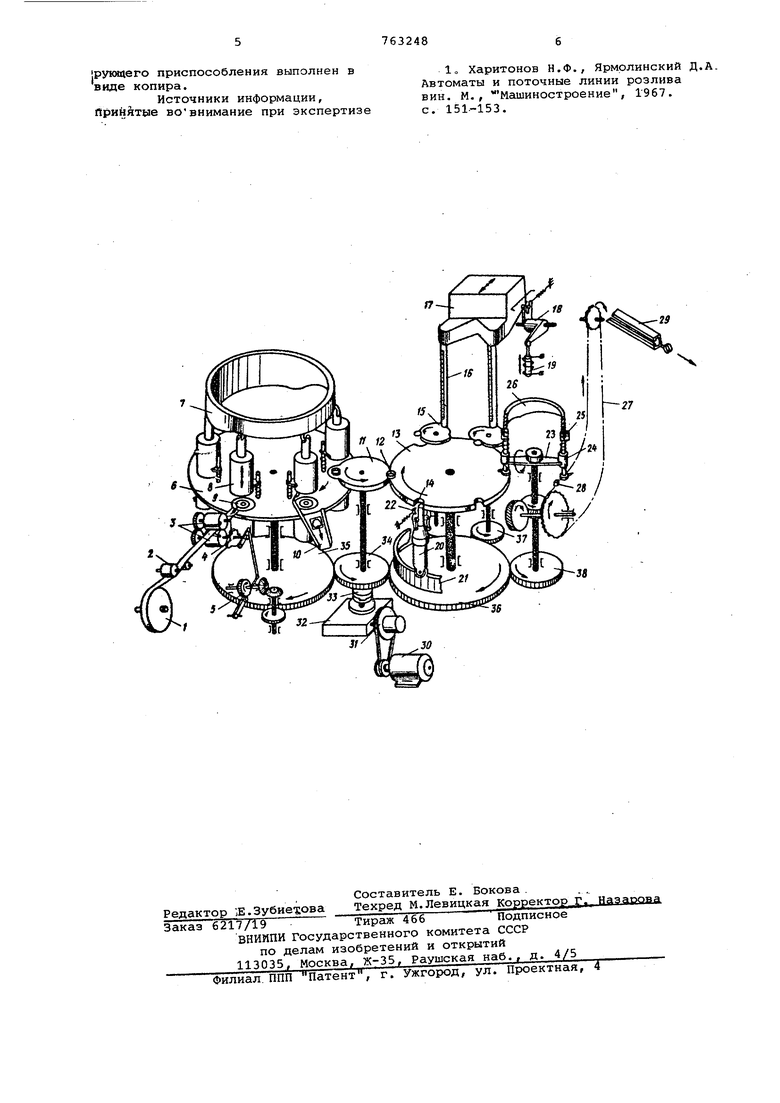
|Ции, содержаздий диск 11 с ячейкги и 12 карусель 13 комплектации колпач ков, снабженную ячейками О для перен са колпачков, механизмы поштучной в дачи прокладок, включающие в себя приводные звездочки 15. Над карусель 13 установлейы течки 16 для прокладок, бункер 17 проклсщок, рычаг 18 привода, бункера и электромагнитный вибратор 19. Под каруселью 13 смонтировано фиксирукяце приспособление, включающее подчеканивающие, головки 20, работающие от копира 21 и снабжённые подпружиненными- рычагами 22. За каруселью 13 смонтировано при пособление для вьадачи готовых колпа ков, содержащее установленные на ка русели 23 водила 24 и штыри-фикса го 25, взаимодействующие с копиром 26. У карусели 23 расположён элеватор к пачков 27 со штырями 28 и течка 29 готовых колпачков. Привод автомата включает электро двигатель 30, клиноременный- вариато 31, редуктЬр 32, муфту 33 и шестерн 34, 35, 36, 37 и 38. Работает автомат следующим образом. . , Алюминиевая фольга с бобины 1, закрепленной в центрах, оборудованн инерционным тормозом (на чертеже не показан ), проходит через валик 2, смазывающий фольгу маслом для улучШения условий штамповки и подается на летучие ножницы 3, приводимые в движение через храповой механизм 4 кулачком 5. Летучие ножнлцы 3 отматывают от бины 1 фольгу, протягивают ее, отре заю и подают на матрицу 9 карусели 6 штамповки мерные куски фольги. Вырубка и вытяжка колпачка произв дится во время вргицения карусели 6. После штамповки готовые отштампо ванные колпачки ячейками 12 передаю в ячейки 14 карусели 13 комплектаци колпачка. Отходы от штамповки сбрасываются по лотку 10. Ячейками 14 карусель 13 переносит колпачки под механизм поштучной выдачи прокладок Подача прокладок осуществляется из вибробункера 17, получающего вибраци от электромагнитного вибратора 19 через рычаг 18, по вертикальным течк 16 при помощи вращающихся звездочек 15, вынимающих по одной прокладке из столбов в течках 16 и подакядих их в гнезда комплектующей карусели 13, где уже находятся колпачки. Под каждым гнездом карусели 13 комплектации смонтированы подчекакивающие головки 20, состоящие каждая из трех двуплечевых подпружи-i ненных рычагов 22, управляемых через конуса стаканов от неподвижного копира 21. После комплектации с прокладкой колпачок накалывается с трех сторон рычагами 22 подчеканивающей головки для того, чтобы прокладка была зафиксирована в колпачке. После комплектации готовый колпачок передается каруселью 13 под приспособление для вьщачи готовых колпачков, т.е. готовые колпачки забираются штырем-фиксатором 25 с водилом 24, непрерывно вращающимися по неподвижному копиру 26 и передаются в- межштыревое пространство цепи элеватора 27. Цепной элеватор 27 своими штырями 28 поднимает колпачки к течке 29 готовых колпачков и затем по ней колпачки поступают к автомату укупорки. Привод автомата осуществляется от электродвигателя 30 через клиноременный вариатор 31 скоростей, редуктор 32 и муфту 33 на вал шестерни 34. Привод непрерывного вращения карусели 6 штамповки, карусели 13 комплектации колпачков, звездочек 15 осуществляется соответственно шестернями 34, 35, 36 и 37. Автомат позволяет повысить производительность изготовления колпачков примерно в 6 раз. Формула изобретения 1. Автомат для изготовления колпачков , предназначенных для укупорки бутылок, содержащий механизм подачи фольговой ленты, механизм штамповки с приводом, включающий пуансон с матрицей, карусель комплектации, смонтированные над ней механизмы поштучной вьщачи прокладок и расположенное под ней фиксирующее приспособление, механизм для передачи отштампованных колпачков на карусель комплектации и приспособ-, ление для выдачи готовых колпачков, отличающийся тем, что, с целью повышения производительности, механизм штамповки снабжен каруселью и дополнительными пуансонами и матрицами, при этом последйие расположены на карусели по окружности, механизм подачи фольговой ленты снабжен йожницами, установленными перед каруселью, механизм для передачи отштампованных колпачков на карусель комплектации выполнен в виде приводного диска с ячейками, а приспособление для выдачи готовых колпачков выполнено в виде карусели с установленными на ней по окружности. штырями-Фиксаторами с приводом. 2.Автомат по п. 1, отличающийся тем, что каждый из механизмов поштучной выдачи прокладок выполнен в виде приводных звездочек. 3.Автомат ПОП.1, отличаю щ и и с я тем, что привод фиксирукицего приспособления выполнен в виде копира.
Источники информации, йринятьзе ВОвнимание при экспертизе
1о Харитонов Н.Ф., Ярмолинский Д.А. Автоматы и поточные линии розлива вин, М, , Машиностроение, 1967. с. 151.-153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления алюминиевых колпачков, вставки в них прокладок и укупорки бутылок | 1958 |
|
SU121044A1 |
| ШТАМПОВОЧНО-УКУПОРОЧНЫЙ АВТОМАТ | 1970 |
|
SU263425A1 |
| Устройство для штамповки колпачков с прокладками,предназначенных для укупорки бутылок | 1978 |
|
SU706318A1 |
| Устройство для вставки прокладок в горлышко бутылок | 1985 |
|
SU1261897A1 |
| Устройство для изготовления колпачков с прокладками для укупорки бутылок | 1981 |
|
SU1169933A1 |
| Автомат для изготовления колпачков с уплотняющими прокладками и укупорки ими бутылок | 1959 |
|
SU135777A1 |
| Роторный автомат питания | 1987 |
|
SU1414555A2 |
| Устройство для укупорки сосудов крышками | 1984 |
|
SU1147685A1 |
| Устройство ориентирования и выдачи изделий типа колпачков | 1987 |
|
SU1452770A1 |
| УСТРОЙСТВО ДЛЯ РОЗЛИВА ЖИДКОСТЕЙ В БУТЫЛКИ И ИХ УКУПОРКИ | 1968 |
|
SU221520A1 |
