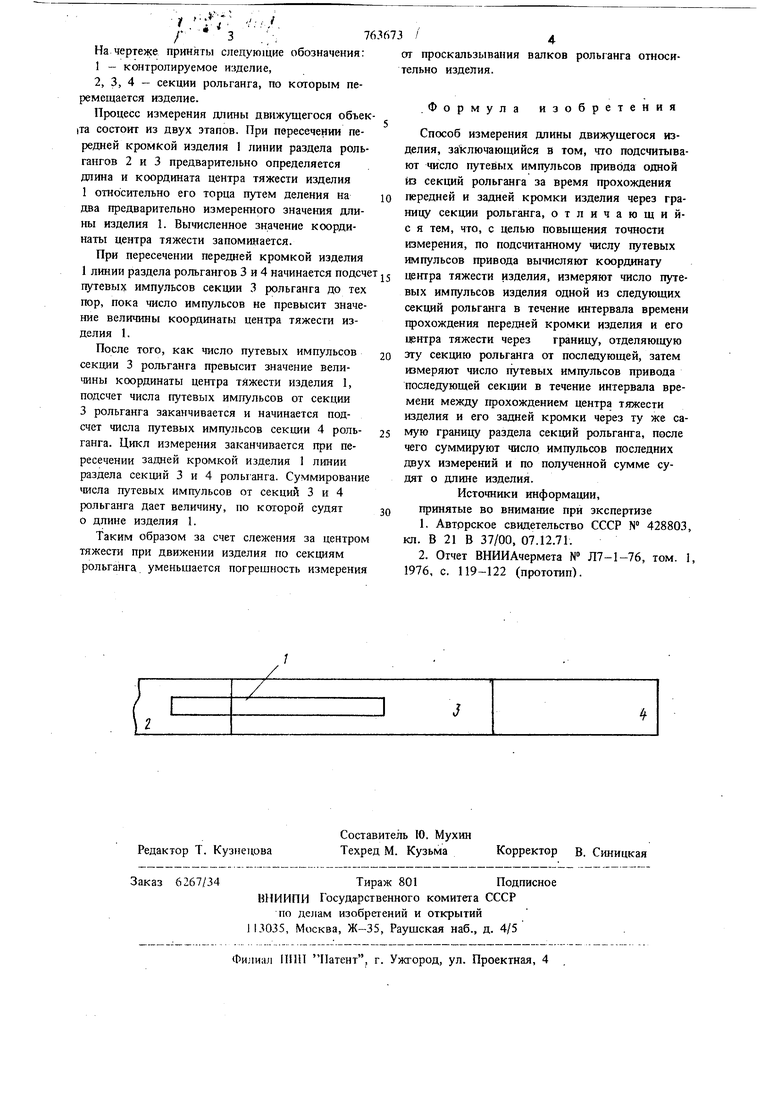
Изобретение относится к измерительной технике и может быть использовано в прокатном производстве. Известен способ измерения длины перемещающегося изделия, в котором измерение длины осуществляется подсчетом числа путевых импул сов в интервале времени между моментами пересечения задним торцом линии первого датчика и передним торцом второго датчика наличия изделия, установленного от первого на расстоянии, превышающем длину изделия 1. Недостаток способа состоит в том, что он увеличивает продолжительность процессов безупорного останова. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ; измерения длины движущегося изделия, заключающийся в том, что подсчитывают число путевых импульсов привода одной из секпий рольганга за время прохождения передней и задней кромки изделия через границу секции рольганга 2. Недостатком данного способа является низкая точность измерения из-за несинхронности вращения валков различных секций рольганга. Целью изобретения является повышение точности измерения. Цель достигается тем, что по подсчитанному числу путевых импульсов привода вычисляют координату цен-рра тяжести изделия, измеряют число путевых импульсов привода одной из следующих секвдй рольганга в течение интервала времени прохождения передней кромки годелия и его центра тяжести через границу, отделяющую зту секцию рольганга от последующей, затем измеряют число путевых импульсов привода последующей секции в течение интервала времени между прохождением центра гяжести изделия и его задней кромки через ту же самую границу раздела секций рольганга, после чего суммируют число импульсов последних двух измерений и по полученной сумме судят о щпше изделия. На чертеже представлена схема, иллюстрирующая способ измерения длины-движущегося объекта. t:f: /V/y. / 3 7 Ha чертеже приняты следующие обозначения: 1 - контролируемое иаделие, 2, 3, 4 - секции рольганга, по которым перемещается изделие. Процесс измерения длины движущегося объек |та состоит из двух этапов. При пересечении передней кромкой изделия 1 линии раздела роль гангов 2 и 3 предварительно определяется длина и координата центра тяжести изделия 1 относительно его торца путем деления на два предварительно измеренного значения длины изделия 1. Вычисленное значение координаты центра тяжести запоминается. При пересечении передаей кромкой изделия 1 ЛИНИИ раздела рольгангсвЗи4 начинается подсч путевых импульсов секции 3 рольганга до тех пор, пока число импульсов не превысит значение величины координаты центра тяжести изделия 1. После того, как число путевых импульсов секции 3 рольганга превысит значение величины координаты центра тяжести изделия 1, подсчет числа путевых импульсов от секции 3 рольганга заканчивается и начинается подсчет числа путевых импульсов секции 4 рольганга. Цикл измерения заканчивается при пересечении задней кромкой изделия 1 линии раздела секций 3 и 4 ролыанга. Суммировани числа путевых импульсов от секций 3 и 4 рольганга дает величину, по которой судят о длине изделия 1. Таким образом за счет слежения за центром тяжести при движении изделия по секциям рольганга уменьшается погрешность измерения 4 т проскальзывания валков рольганга относиельно изделия. .Формула изобретения Способ измерения длины движущегося изделия, зakлючaющийcя в том, что подсчитывают число путевых импульсов привода одной из секций рольганга за время прохождения передней и задней кромки изделия через границу секции рольганга, отличающийс я тем, что, с целью повыщения точности измерения, по подсчитанному числу путевых импульсов привода вычисляют координату центра тяжести изделия, измеряют число путевых импульсов изделия одной из следующих секций рольганга в течение интервала времени прохождения передней кромки изделия и его центра тяжести через границу, отделяющую эту секцию рольганга от последующей, затем шмеряют число путевых импульсов привода последующей секции в течение интервала времени между прохождением центра тяжести изделия и его задней кромки через ту же самую границу раздела секций рольгаета, после чего суммируют число импульсов последних двух измерений и по полз ченной сумме судят о длине изделия. Источники информации, принятые во BHHMaiffle при экспертизе 1.Автррское свидетельство СССР № 428803, кп. В 21 В 37/00, 07.12.71. 2.Отчет ВНИИАчермета № Л7-1-76, том. 1, 1976, с. 119-122 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления перемещением объектов накоптельному и разделительному рольгангам | 1978 |
|
SU768707A1 |
| Устройство для управления безупорным остановом перемещающейся заготовки | 1983 |
|
SU1084094A2 |
| Устройство управления безупорным остановом перемещающейся заготовки | 1984 |
|
SU1219191A2 |
| Резервированное устройство для управления перемещением объекта | 1982 |
|
SU1067468A1 |
| Фотоэлектрическое устройство для выработки сигнала рассогласования между направлением на светящийся обьект и визирной осью | 1974 |
|
SU506760A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Способ управления безупорным остановом перемещаемой заготовки и устройство для его осуществления | 1986 |
|
SU1407603A1 |
| Способ измерения ширины штриха лимба | 1988 |
|
SU1620822A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
