1
Изобретение относится к обработке металлов давлением, а именно к устройствам для правки.
Известно устройство для правки пруткового материала, содержащее приводные качающиеся калибры 1.
Недостатком известного устройства является низкая производительность и качество правки.
Цель изобретения - повыщение качества правки ипроизводительности труда.
Указанная цель достигается за счет того, что устройство снабжено крестовиной с осевым отверстием и четырьмя расположенными на ее наружной поверхностн царфами, оси которых попарно взаимно перпендикулярны а привод качающихся калибров выполнен в виде двух полых валов с Вилками, смонтированными на цапфах крестовины, при этом калнбры установлены в осевом отверстии крестовины и вилках полых валов. Кроме того, калибры выполнены в виде полой цилиндрической эластичной проводки:
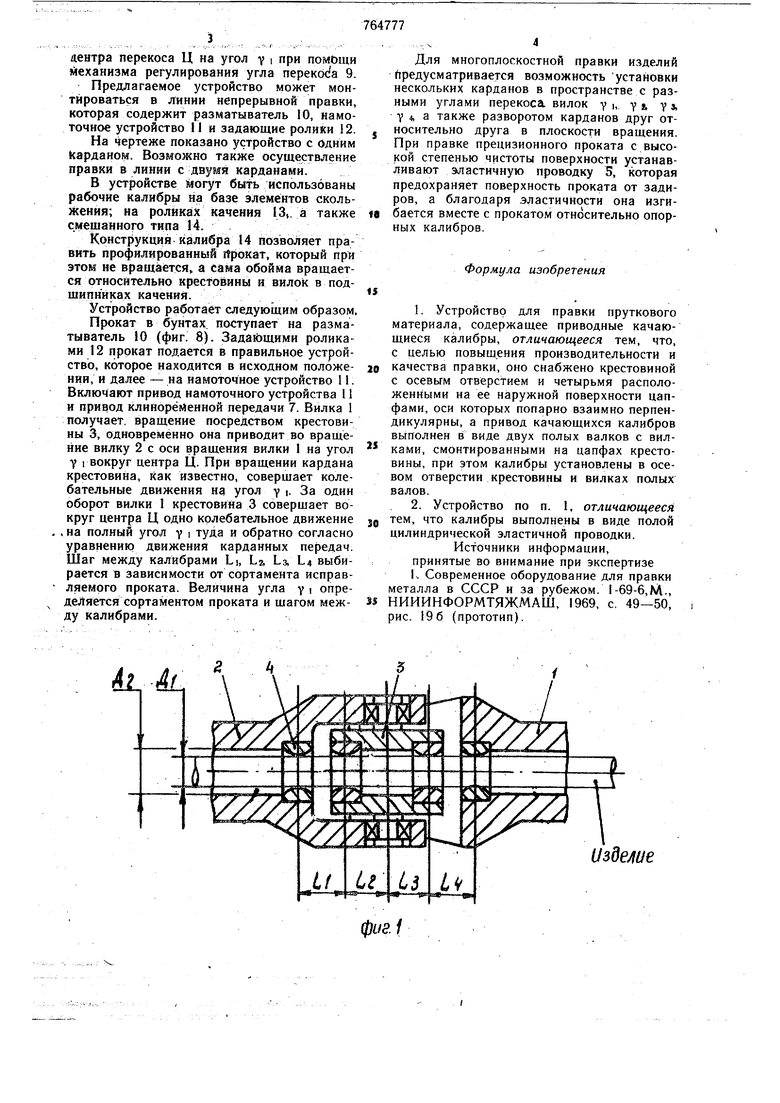
На фиг. 1 схематически изображено устройство для правки пруткового материала, общий вид; на фиг. 2 - то же, с калибрами в виде полой цилиндрической эластичной прог
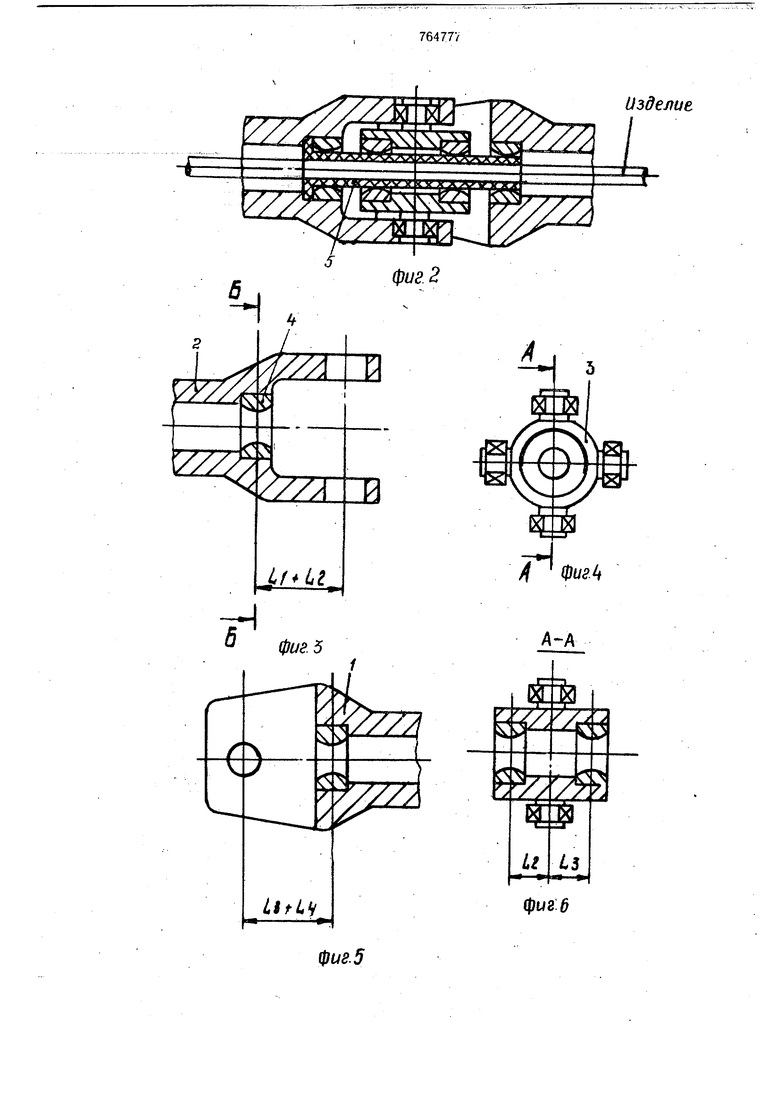
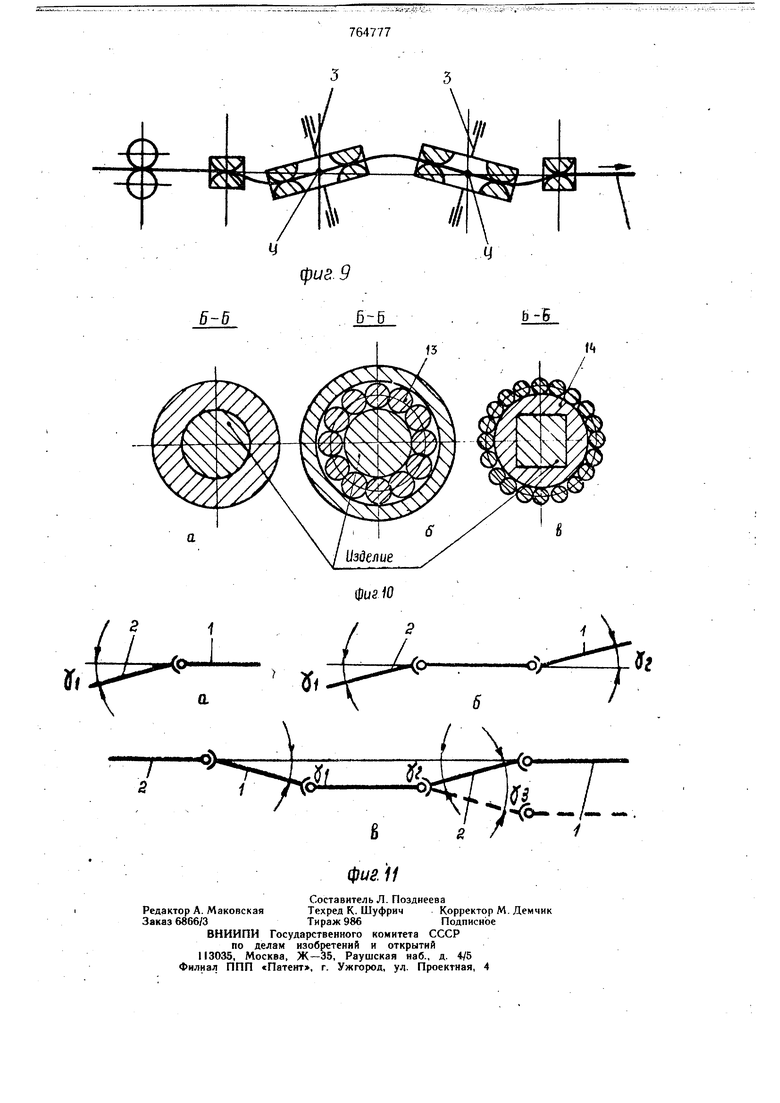
водки; на фнг. 3, 4 и 5 - основные узлы устройства; на фиг. 6 - разрез А-А на фиг. 3; на фиг. 7 - вариант выполнения устройства с одной крестовиной; на фиг. 8 - пример включения устройства в линню непреJ РЫБНОЙ правки; на фиг. 9 - то же, устрой;тва с двумя крестовинами; на фиг. 10 примеры выполнения рабочих калибров; на фиг. 11 - схемы возможных пространс. венных ориентации устройства.
Устройство выполнено в виде полого вала 10 с вилкой 1 и другого полого вала с вилкой 2, . а также крестовины 3. На цапфах крестовины 3 устанавливаются вилки 1 и 2. В вилках и крестовине смонтированы калибры 4, установленные с шагод5 LI, La La, Lt друг относительно друга. Одним из вари;антов
15 конструкции предусмотрено выполнение калибров составными в виде опор н съемной цилиидрической полой эластичной провод ки 5, выполненной, например, из полиуретана.
Приводная вилка 1 вращается в стацио20нарных опорах 6 через клиноременную передачу 7 (ее привод условно не показан). Ведомая вилка 2 вращается вподвижной обойме 8, которая отклоняется относительно
дентра перекоса Ц на угол v i при помощи механизма регулирования угла перекосив 9.
Предлагаемое устройство может монтироваться в линии непрерывной правки, которая содержит разматыватель 10, намоточное устройство II и задающие ролики 12.
На чертеже показано устройство с одним Карданом. Возможно также осуществление правки в линии с двумя карданами.
В устройстве могут быть использованы рабочие калибры на базе элементов скольжения; на роликах качения 13, а также с.мещанного типа 14,
Конструкция калибра 14 позволяет править профилированный прокат, который при этом не враща ется, а сама обойма вращается относительно крестовины и вилок в подшипниках качения.
Устройство работает следующим образом.
Прокат в бунтах, поступает на разматыватель 10 (фиг. 8). Зада ощими роликами 12 прокат подается в правильное устройство, которое находится в исходном положении, и далее - на намоточное устройство 11. Включают привод намоточного устройства 11 и привод клиноременной передачи 7. Вилка 1 получает, вращение посредством крестовины 3, одновременно она приводит во вращение вилку 2 с оси вращения вилки 1 на угол Y 1 вокруг центра Ц. При вращении кардана крестовина, как известно, соверщает колебательные движения на угол у i- За один оборот вилки 1 крестовина 3 совершает вокруг центра Ц одно колебательное движение . на полный угол у i туда и обратно согласно уравнению движения карданных передач. Шаг между калибрами LI, Lj, Ls, L4 выбирается в зависимости от сортамента исправляемого проката. Величина угла уi определяется сортаментом проката и щагом между калибрами.
Для многоплоскостной правки изделий предусматривается возможность установки нескольких карданов в пространстве с разными углами перекоса, вилок у ь. у. Y у 4, а также разворотом карданов друг относительно друга в плоскости вращения. При правке прецизионного проката с высокой степенью чистоты поверхности устанавливают эластичную проводку 5, которая предохраняет поверхность проката от задиров, а благодаря эластичности она изгибается вместе с прокатом относительно опорных калибров.
Формула изобретения
1.Устройство для правки пруткового материала, содержащее приводные качающиеся калибры, отличающееся тем, что, с целью повышения производительности и
качества правки, оно снабжено крестовиной с осевым отверстием и четырьмя расположенными на ее наружной поверхности цапфами, оси которых попарно взаимно перпендикулярны, а привод качающихся калибров выполнен в виде двух полых валков с вилками, смонтированными на цапфах крестовины, при этом калибры установлены в осевом отверстин крестовины и вилках полых валов.
2.Устройство по п. 1, отличающееся тем, что калибры выполнены в виде полой
цилиндрической эластичной проводки.
Источники информации, принятые во внимание при экспертизе I. Современное оборудование для правки металла в СССР н за рубежом. 1-69-6,М., НИИИНФОРМТЯЖМАШ, 1969, с. 49-50, рис. 19б (прототип).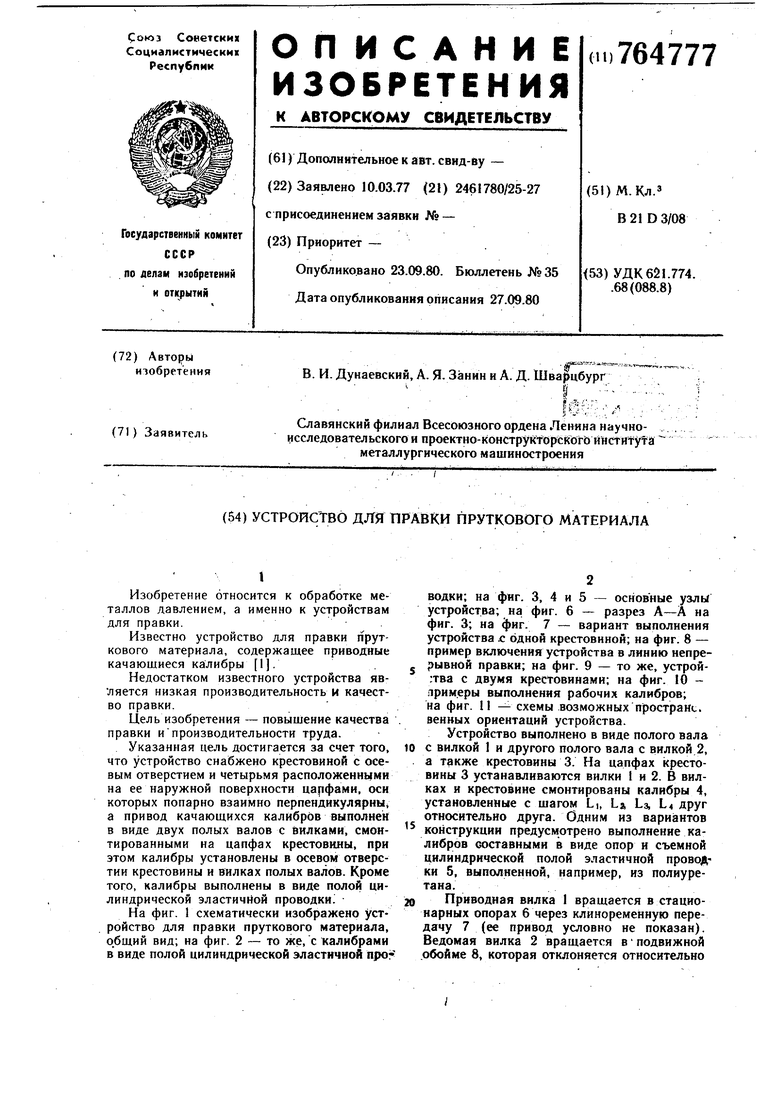
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ПРИВОДНОГО МЕХАНИЗМА СО СДВОЕННЫМ КАРДАНОМ С КРЕСТОВИНОЙ | 1999 |
|
RU2150034C1 |
| Карданный шарнир | 1982 |
|
SU1145936A3 |
| ПОДШИПНИКОВЫЙ УЗЕЛ | 1969 |
|
SU246975A1 |
| Карданный шарнир и способ его сборки | 1991 |
|
SU1781478A1 |
| КАРДАН ДЛЯ ШНЕКОВ | 1972 |
|
SU343030A1 |
| ПРОСТРАНСТВЕННАЯ КАРДАННАЯ ПЕРЕДАЧА | 1971 |
|
SU300676A1 |
| Карданный шарнир | 1979 |
|
SU894239A1 |
| Асинхронный карданный шарнир | 1991 |
|
SU1784779A1 |
| КАРДАННЫЙ ШАРНИР | 1993 |
|
RU2106548C1 |
| Профилегибочный стан | 1987 |
|
SU1447474A1 |
фиг. 1
0//г5
/f
ЧЛ
iiK.
0
S
и
3
фиг 6
фиг. 5 У7///Л vvvvJ3 US. 7 /, .3 фиг В Изделие .
