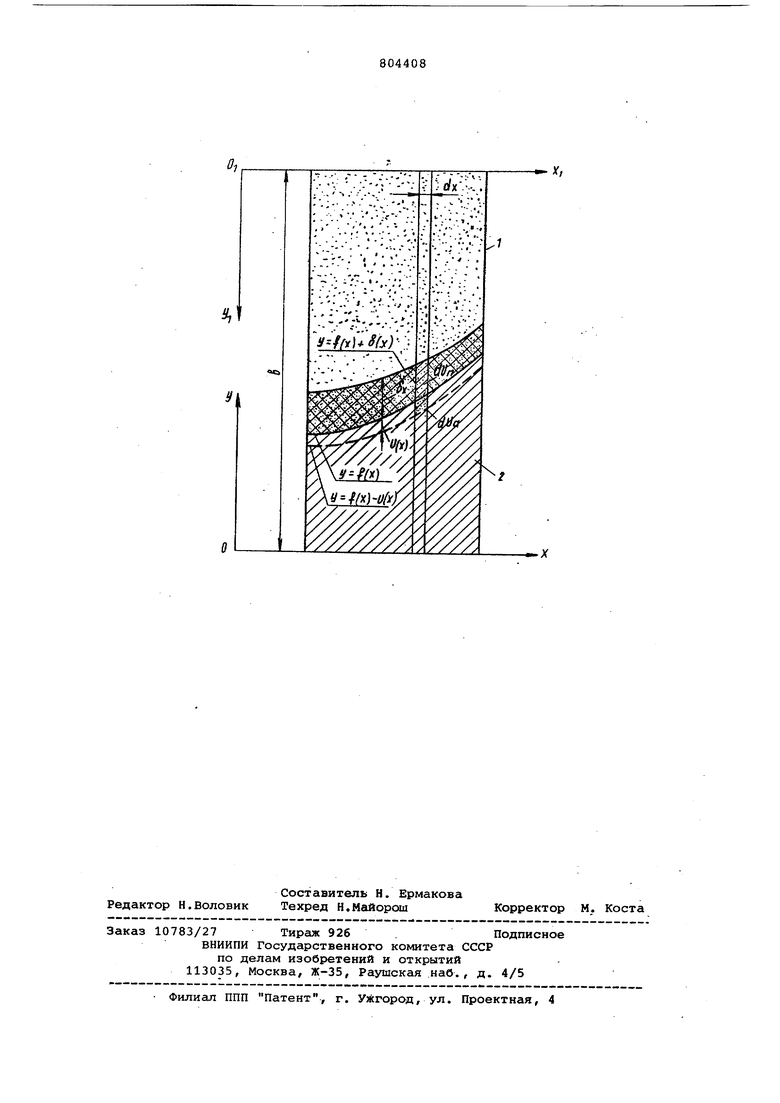
(54) СПОСОБ ПРАВКИ ФАСОННОГО КРУГА ПРИ ВРЕЗНОМ ШЛИФОВАНИИ ДЕТАЛЕЙ Cfd-i f- постоянные, определяемые опытным путем. На чертеже изображен способ правки фасонного круга. Ось вращения шлифовального круга 1 совмещена с осью в системе координат Х ft, Y , а ось вращения дет ли 2 - с осью ОХ системы XOY. Значе1ние Ъ соответствует расстоянию между реями шлифовального круга и детали в конечном положаНИИ,т.е. при удалении припуска 5(х) . Профиль детали в системе координат XOY определяется функцией (x), а профиль заготовки y f(x) + (х). Рабочий скоррегированный профиль круга определяется функцией Y - b - f (х) + U{x) . Способ осуществляется следуюцим образом. Шлифовальный круг 1 в исходном положении правит -алмазным инструментом выполняя рабочий профиль круга с учетом коррекции и (X) . При последунндем шлифовании за счет неравномерного износа шлифовального круга 1 к моменту окончания обработки его рабочий профиль и соответственно профиль обрабо танной детали принимают форму, опреде ляемую зависимостью у f{x). Предлагаемый способ обеспечивает высокую точность сложного профиля. С повышением точности профиля фасонной поверхности увеличивается фактическая площадь контакта, что при водит к снижению удельных контактных давлений, а следовательно, и к увели чению надежности и долговечности выггускаемых изделий. Предлагаемый .способ решает эту задачу без приме нения дополнительных устройств и каких-либо значительных затрат. Исполь зование данного способа обеспечивает существенное повьвиение надежности к долговечности изделий. Формула изобретения Способ правки фасонного круга при врезном шлифовании деталей, согласно которому правящий инструмент перемещают по криволинейной траектории в осевой плоскости вдоль образующей круга, отличающийся тем, что, с целью повышения точности обработки, траекторию перемещения правящего инструмента определяют корригированием заданного профиля детали на величину неравномерности износа круга и(х ) в соответствии с зависимостью у Ь - f(x) + и(х), .. «с„ и(х) (25Г) к tb-f (х) где у - текущее значение радиуса шлифовального круга в осевом сечении; Ь - постоянная величина, равная расстоянию между осями круга и детали в момент окончания шлифования; f(х) - текущее значение радиуса фасонного профиля детали в осевом сечении; частота вращения детали и шлифовального круга соответственно;${)(.) - величина снимаемого припуска; .с , Л,, ft,f - постоянные, определяемые опытным путем. Источники информации, принятые во внимание при экспертизе 1.Степанов В. И. Высокопроизводительное шлифован1 е колец подшипников, М., НИИНавтрПром,1973,с.бЗ. 2.Авторское свидетельство ССС 444630, кл. В 24 В 49/04, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ врезного шлифования профильной детали фасонным шлифовальным кругом | 1985 |
|
SU1271718A1 |
| Способ врезного шлифования профильной детали дисковым шлифовальным кругом с периодической правкой | 1981 |
|
SU956246A1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| СПОСОБ СКОЛЬЗЯЩЕГО ПРОФИЛЬНОГО ШЛИФОВАНИЯ | 2011 |
|
RU2479388C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Способ правки фасонного шлифовального круга | 1980 |
|
SU863316A1 |