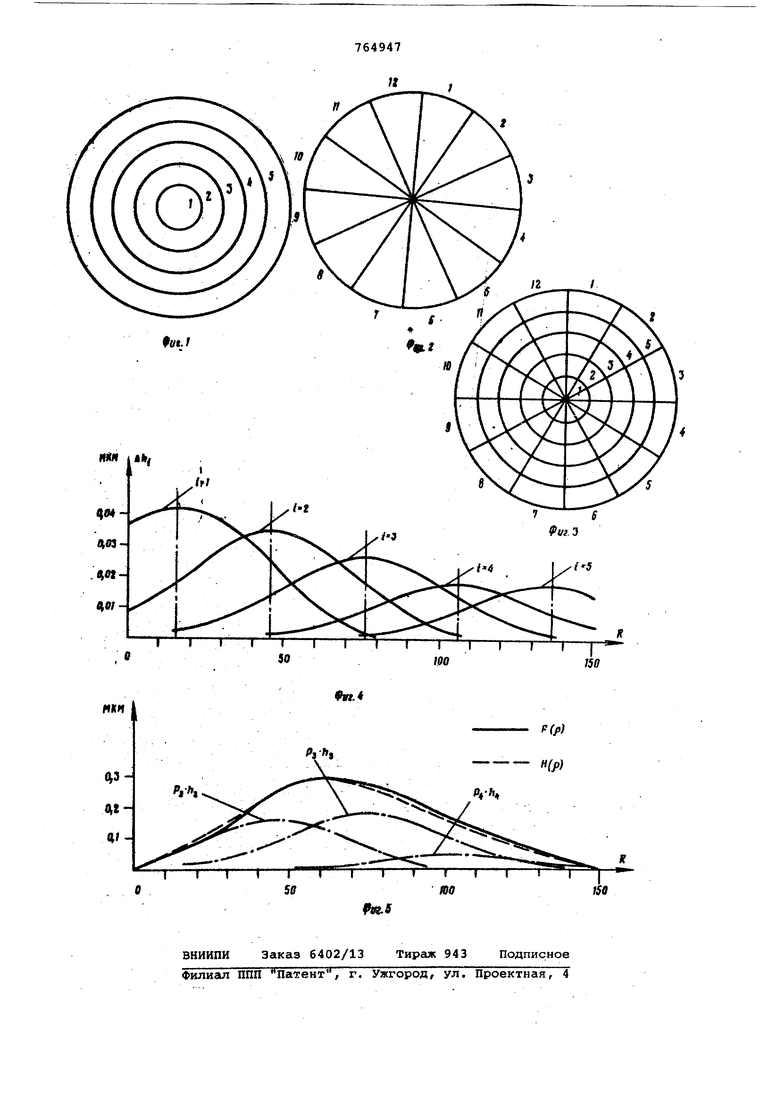
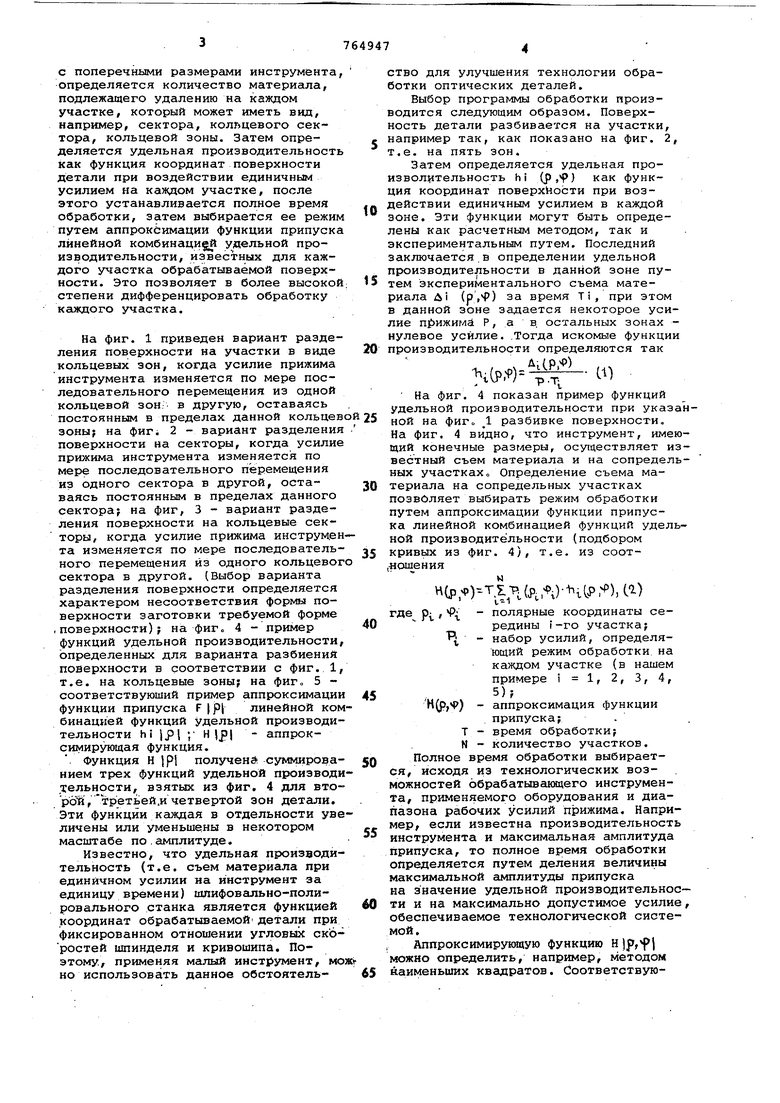
1 Изобретение относится к способам обработки поверхностей оптических деталей, преимущественно асферической формы, путем шлифования или полирования свободным абразивом. Известны способы обработки на станках с программным управлением, согласно которому поверхность заготовки разбивается на одинаковые по размеру участки,затем заготовка не вижно закрепляется на станине и инструмент перемещается над ней по программе. При этом он совершает перемещения черезучастки, имеющие максимальное отклснение от окончательной формы по сравнению с сопредельными участками 1 . Инструмент снимает одинаковое количество материала на каждом участке до тех пор, пока не будет достигнута нужная форма поверхности. Ввиду сложности и дороговизны вышеупомянутых устройств примененение их может быть оправдано только на уникальных изделиях, стоимост которых практически сопоставима со стоимостью обрабатывающего оборудо вания. Известны способы оптимизации ре жимов обработки путем регулировани усилия прижима инструмента к обрабатываемой поверхности в зависимости от взаимного положения обрабатываемой детали и инструмента 2. По этому способу обрабатываемая деталь закрепляется на шпинделе, и инструмент производит обработку поверхности от профиля кулачка (копира), введенного в кинематическую цепь механизма прижима. Наиболее близким к изобретению из описанных способ является последний. Недостатками -этого способа являются сложность точного регулирования усилия прижима, предопределенная большим количеством кинематических пар, разделяющих привод детали и инструмента; невозможность усилия прижима в пределах одной кольцевой зоны и как следствие невозможность обработки деталей с внеосевой симметрией. Целью изобретения является повышение производительности и расширение номенклатуры отрабатываемых деталей. Это достигается тем, что поверхность обрабатываемой детали разделяется на участки, которые соизмеримы с поперечными размерами инструмента определяется количество материала, подлежащего удалению на каждом участке, который может иметь вид, например, сектора, кольцевого сектора, кольцевой зоны. Затем определяется удельная производительность как функция координат поверхности детали при воздействии единичным усилием на каждом участке, после этого устанавливается полное время обработки, затем выбирается ее режим путем аппроксимации функции припуска линейной комбинацией удельной производительности, известных для каждого участка обрабатываемой поверхности. Это позволяет в более высокой степени дифференцировать обработку Ксшсдого участка. На фиг. 1 приведен вариант разделения поверхности на участки в виде кольцевых зон, когда усилие прижима инструмента изменяется по мере последовательного перемещения из одной кольцевой ЗОН; в другую, оставаясь постоянным в пределах данной кольцев зoны на фиг; 2 - вариант разделения поверхности на секторы, когда усилие прижима инструмента изменяется по мере последовательного перемещения из одного сектора в другой, оставаясь постоянным в пределах данного сектора; на фиг, 3 - вариант разделения поверхности на кольцевые секторы, когда усилие прижима инструмен та изменяется по мере последовательного перемещения из одного кольцевог сектора в другой. (Выбор варианта разделения поверхности определяется характером несоответствия формы поверхности заготовки требуемой форме .поверхности); на фиг. 4 - пример функций удельной производительности определенных для варианта разбиений поверхности в соответствии с фиг. 1 т.е. на кольцевые зоны; на фиго 5 соответствующий пример аппроксимации функции припуска F | р| линейной ком бинацией функций удельной производительности h i )Р1 ; Н }р| - аппроксимирующая функция. Функция Н )р1 получен суммированием трех функций удельной производи тельности, взятых из фиг. 4 для втор6й,третьей.и четвертой зон детали. Эти функции каждая в отдельности уве личены или уменьшены в некотором масштабе по.амплитуде. Известно, что удельная производительность (т.е. съем материала при единичном усилии на инструмент за единицу времени) шлифовально-полировального станка является функцией координат обрабатываемой детали при фиксированном отношении угловых скоростей шпинделя и кривошипа. Поэтому., применяя малый инструмент, мо но использовать данное обстоятельство для улучшения технологии обработки оптических деталей. Выбор программы обработки производится следующим образом. Поверхность детали разбивается на участки, например так, как показано на фиг. 2, т.е. на пять зон. Затем определяется удельная произвол1цтельность hi (р,Р) как функция координат поверхности при воздействии единичным усилием в каждой зоне. Эти функции могут быть определены как расчетным методом, так и экспериментальным путем. Последний заключается в определении удельной производительности в данной зоне путем экспериментального съема материала Д| (р,Ф) за время Тi, при этом в данной зоне задается некоторое усилие п ижимй Р, а в. остальных зонах нулевое усилие. ,Тогда искомые функции производительности определяются так tP,) На фиг. 4 показан пример функций удельной производительности при указанной на фиг 1 разбивке поверхности, На фиг. 4 видно, что инструмент, имеющий конечные размеры, осутдествляет известный съем материала и на сопредельных участкахо Определение съема материала на сопредельных участках позволяет выбирать режим обработки путем аппроксимации функции припуска линейной комбинацией функций удельной производительности (подбором кривых из фиг. 4), т.е. из соот,«ошения н(р,ч)--т,|д{,,ц.1.,(р,р),С1) где pi / Р{ - полярные координаты середины i-ro участка; Т - набор усилий, определяющий режим обработки на каждом участке (в нашем примере i 1, 2, 3,4, 5); H(p,S) - аппроксимация функции припуска; . Т - время обработки; N - количество участков. Полное время обработки выбирается, исходя из технологических возможностей обрабатывающего инструмента, применяемого оборудования и диапазона рабочих ьгсилий прижима. Например, если известна производительность инструмента и максимальная амплитуда припуска, то полное время обработки определяется путем деления величины максимальной амплитуды припуска на значение удельной производительности и на максимально допустимое усилие, обеспечиваемое технологической системой . Аппроксимирующую функцию Н )р,Р| можно определить, например, методом наименьших квадратов. Соответствующее соотношение, записанное для примера по фиг, 4, 5, имеет вид
:.ItF(P)-H(p)f--MHH, (Ъ)
т.е. сумма квадратов разности амплитуд всех точек кривой F|J)| (профиля оптической детали) и кривой Н f. , составленной из отдельных кривых фиг. 4, должна быть минимальна, или равна нулю в идеальном случае.
В рассматриваемом примере при времени обработки Т, равном двум часам, получено, что
Р. 0,0 кг; Р,, 4,8 кг; Ра 7,0 кг; Р 2,8 кг; Pg 0,0 кг.
Полученный набор усилий Р t определяет программу обработки. Отметим, что при этом автоматически учте эффект конечного размера инструмента так как экспериментальные кривые фиг. 4 получены именно тем инструментом, которым в дальнейшем будут обрабатываться другие детали, т.е. эффект нахождения инструмента одновременно в двух и более зонах. Практика показала, что без учета эффекта невозможно выбрать программу усилий прижима на каждом участке обрабатываемой детали, позволяющую достичь необходимую форму поверхности при одновременном повышении производительности.
Таким образом, над деталью проводятся следующие конкретные операции: зная функцию припуска f f , т.е. профиль уклонений обрабатываемо поверхности от расчетной и установив значение удельных производительностей соответственно разбиению детали на участки, определяют режим обработки на этих участках, после чего установив деталь на станок, задают найденный режим программному устройству и обрабатывают деталь в течение времени, определенного описанным выше способом.
Эксперименты проводились на шлифовально-полировальном станке типа ПД-500 М, который был подвергнут незначительной переделке. Диаметр обрабатываемые деталей составлял 300 мм. Материалы - кварц, стекло КВ. Диаметр инструмента - 80 - 100 мТемпературный режим поддерживался стабильнымо Подача полирующей суспензии также стабилизирована. Исполнение давления на инструмент производилось с помощью электродинамического вибростенда ВЭДС-100 Б через удлиненный поводок станка ПД-500 М. : Предлагаемый способ обладает широкими возможностями оптимизации режима обработки и расширяет номенj клатуру обрабатываемых деталей. Особенно четко проявляются эти преимущества при окончательной обработке неосесимметричных поверхностей, которая в настоящее время производится Q только вручную.
Формула изобретения
Способ обработки оптических деталей на шлифовально-полировальных станках с программным управлением величиной усилия прижима инструмента в зависимости от его положения относительно детали, обрабатываемая
0 поверхность которой разделена на прилегающие участки, близкие по размерам к поперечному размеру инструмента, отличающийся тем, что, с целью повышения производительности
5 и расширения номенклатуры обрабатываемых деталей, определяют удельную производительность инструмента как функцию координат поверхности детали при воздействии единичным усилием
Q на Ксокдом ее участке, после чего,
определив полное время обработки детали, выбирают величины усилий прижима инструмента на каждом участке поверхности детали путем аппроксимации
с функции припуска линейной комбинацией функций удельной производительности в соответствии с формулой
H(j).l)T.lP.lJ.,P.).h-(p,4),
0 где PJ jP - координаты середины
i-го участка;
i(Pi) - функции производительности;
- набор усилий, определя5 киций режим обработки
H(j)|pJ - аппроксимация функции
припуска;
Т - время обработки; N - количество участков.
Источники информации,
принятые во внимание при экспертизе
i. Патент США 3587195, кл. 51-284-, 1971.
е 2. Авторское свидетельство СССР 384656, кл. В 24 В 13/00, 1970.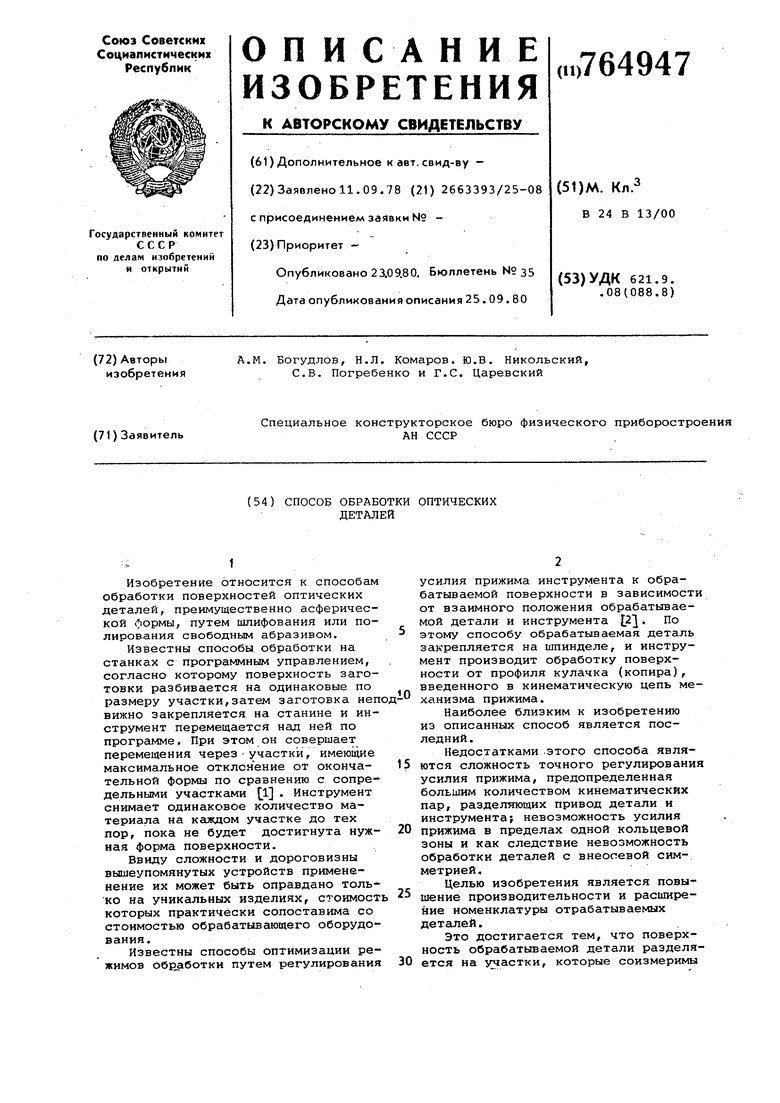

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования поверхностей крупногабаритных оптических деталей | 1991 |
|
SU1776544A1 |
| Способ формообразования оптических поверхностей | 1979 |
|
SU878530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1989 |
|
SU1628377A1 |
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |
| Инструмент для обработки оптических деталей | 1980 |
|
SU918040A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОБРАБОТКОЙ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2009834C1 |
| Способ обработки крупногабаритных оптических деталей | 1990 |
|
SU1777577A3 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2628453C2 |