1
Изобретение относится к конвейеростроению, а именно к конвейерам для транспортирования и погружения изделий в ванные с покрывочной массой, и может быть применено для качествен- 5 ного покрытия антикоррозионньлми составами изделий из различных материалов .
Известна установка для погружения изделий, включающая ванну с покрывоч- 10 .ной массой, монорельс, на котором установлены подвески для изделий с приводом перемещения и механизм погружения изделий в ванну fj .
Установка обладает большими га 15 баритс1ми и требует применений дополнительного привода для погружения , изделий в ванны.
Наиболее близким к изобретению по технической сущности и достигав- 20 мому результату является установка для погружения изделий, включающая ванну с покрывочной массой, монорельс, на котором установлены подвески для изделий с приводом перемещения, 25 механизм первичного погружения и механизм повторного погружения изделий в ванну, выполненный в виде участка %юнорельса с приводом его опускания 21.
Недостатком данной установки является то что при опускании механизмом повторного погружения изделий в покрывочную массу происходит разбрызгивание последней, что влияет на качество обработки изделий.
Целью изобретения является повышение качества обработки изделий за счет обеспечения плавного погружения в покрывочную массу.
Это достигается тем, что привод опускания монорельса выполнен, в виде взаимосвязанных между собой кулисы, шатуна и диска, последний из которых кинематически связан посредством водила с приводом перемещения подвесок, который имеет клин, при этом водило снабжено подпружиненным пальцем, а диск имеет дополнительный подпружиненный палец и выполнен с отверстием, в котором размещен дополнительный подпружиненный палец, установленный с возможностью взаимодействия с клином и подпружиненным пальцем водила.
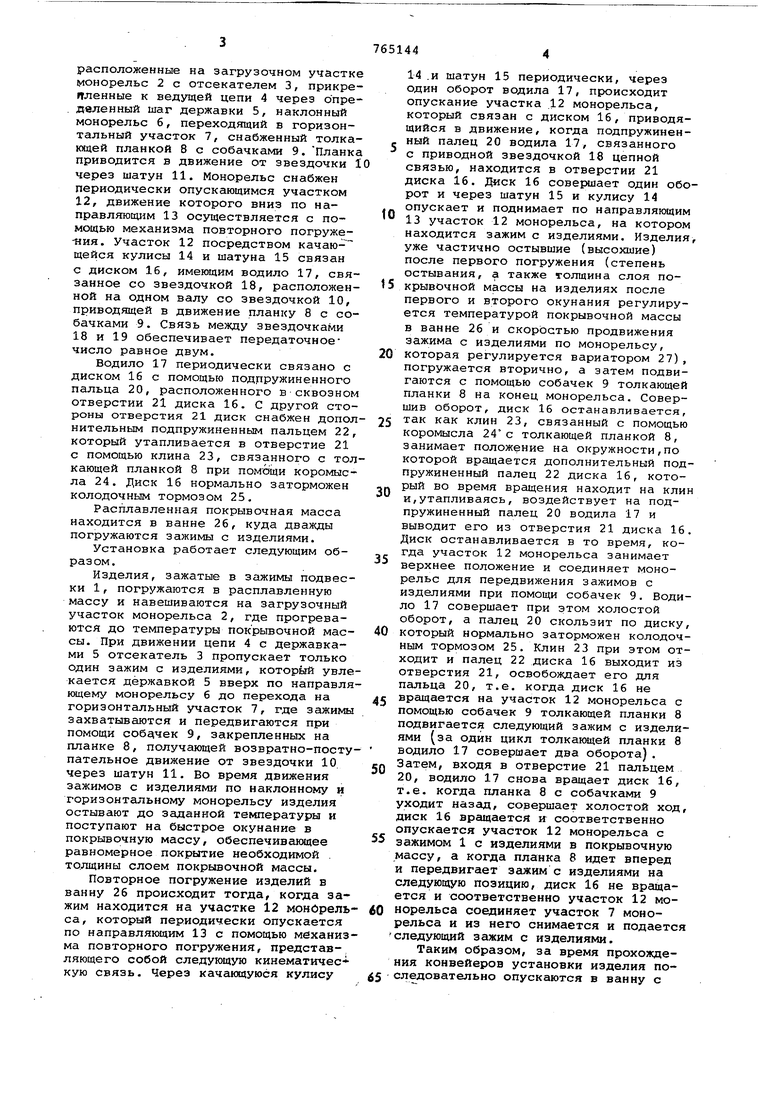
На фиг.1 изображена описываемая .установка, общий вид; на фиг.2 - механизм вращения диска, установки.
Установка для погружения подвесок 1 с покрываемыми изделиями включает
расположенные на загрузочном участке монорельс 2 с отсекателем 3, прикрегтленные к ведущей цепи 4 через определенный шаг державки 5, наклонный монорельс б, переходящий в горизонтальный участок 7, снабженный толкающей планкой 8 с собачками 9. Планка приводится в движение от звездочки 1 через шатун 11. Монорельс снабжен периодически опускающимся участком 12, движение которого вниз по направляющим 13 осуществляется с помощью механизма повторного погруже-ния. Участок 12 посредством качаю- щейся кулисы 14 и шатуна 15 связан с диском 16, имеющим водило 17, связанное со звездочкой 18, расположенной на одном валу со звездочкой 10, приводящей в движение планку 8 с собачками 9. Связь между звездочками 18 и 19 обеспечивает передаточное число равное двум.
Водило 17 периодически связано с диском 16 с помощью подпружиненного пальца 20, расположенного в сквозном отверстии 21 диска 16. С другой стороны отверстия 21 диск снабжен дополнительным подпружиненным пальцем 22, который утапливается в отверстие 21 с помощью клина 23, связанного с толкающей планкой 8 при помсади коромысла 24. Диск 16 нормально заторможен колодочным тормозом 25.
Расплавленная покрывочная масса находится в ванне 26, куда дважды погружаются зажимы с изделиями.
Установка работает следующим образом.
Изделия, зажатые в зажимы подвески 1, погружаются в расплавленную массу и навешиваются на загрузочный участок монорельса 2, где прогреваются до температуры покрывочной массы. При движении цепи 4 с державками 5 отсекатель 3 пропускает только один зажим с изделиями, который увлекается державкой 5 вверх по направляющему монорельсу 6 до перехода на горизонтальный участок 7, где зажимы захватываются и передвигаются при помощи собачек 9, закрепленных на планке 8, получающей возвратно-поступательное движение от звездочки 10. через шатун 11. Во время движения зажимов с изделиями по наклонному и торизонтально1 1у монорельсу изделия остывают до заданной температуры и поступают на быстрое окунание в покрывочную массу, обеспечивающее равномерное покрытие необходимой . толщины слоем покрывочной массы.
Повторное погружение изделий в ванну 26 происходит тогда, когда зажим находится на участке 12 монйрельса, который периодически опускается по направляющим 13 с помощью механизма повторного погружения, представляющего собой следующую кинематичес кую связь. Через качающуюся кулису
14 .и шатун 15 периодически, через один оборот водила 17, происходит опускание участка .12 монорельса, который связан с диском 16, приводящийся в движение, когда подпружиненный палец 20 водила 17, связанного с приводной звездочкой 18 цепной связью, находится в отверстии 21 диска 16. Диск 16 совершает один оборот и через шатун 15 и кулису 14 опускает и поднимает по направляющим 13 участок 12 монорельса, на котором находится зажим с изделиями. Изделия уже частично остывшие (высохшие) после первого погружения (степень остывания, а также толщина слоя покрывочной массы на изделиях после первого и второго окунания регулируется температурой покрывочной массы в ванне 26 и скоростью продвижения зажима с изделиями по монорельсу, которая регулируется вариатором 27) , погружается вторично, а затем подвигаются с помощью собачек 9 толкающей планки 8 на конец монорельса. Совершив оборот, диск 16 останавливается, так как клин 23, связанный с помощью коромысла 24с толкающей планкой 8, занимает положение на окружности,по которой вращается дополнительный подпружиненный палец 22 диска 16, который во время вращения находит на кли и,утапливаясь, воздействует на подпружиненный палец 20 водила 17 и выводит его из отверстия 21 диска 16 Диск останавливается в то время, когда участок 12 монорельса занимает верхнее положение и соединяет монорельс для передвижения зажимов с изделиями при помощи собачек 9. Водило 17 совершает при этом холостой оборот, а палец 20 скользит по диску который нормально заторможен колодочным тормозом 25. Клин 23 при этом отходит и палец 22 диска 16 выходит из отверстия 21, освобождает его для пальца 20, т.е. когда диск 16 не вращается на участок 12 монорельса с помощью собачек 9 толкающей планки 8 подвигается следующий зажим с изделиями (за один цикл толкакнцей планки 8 водило 17 совершает два оборота). Затем, входя в отверстие 21 пальцем 20, водило 17 снова вращает диск 16, т.е. когда планка 8 с собачками 9 уходит назсщ, совершает холостой ход диск 16 вращается и соответственно опускается участок 12 монорельса с зажимом 1 с изделиями в покрывочную массу, а когда планка 8 идет вперед и передвигает зажим с изделиями на следующую позицию, диск 16 не вращается и соответственно участок 12 монорельса соединяет участок 7 монорельса и из него снимается и подаетс следующий зажим с изделиями.
Таким образом, за время прохождения конвейеров установки изделия последовательно опускаются в ванну с

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки жгута волокон | 1988 |
|
SU1625903A1 |
| Проходная мездрильная машина | 1987 |
|
SU1588766A1 |
| Автоматический выключатель к кругловязальной машине типа "Виленка" | 1933 |
|
SU34683A1 |
| МОЙКИ СТЕКЛЯННЫХ БАНОК | 1970 |
|
SU265742A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА В РОТОРЕ БУРИЛЬНЫХ ТРУБ | 1993 |
|
RU2041336C1 |
| Устройство для перемещения полуфабриката в швейном полуавтомате | 1972 |
|
SU441371A1 |
| Устройство для выгрузки кормов из башен | 1984 |
|
SU1192716A1 |
| ТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КОСЫНОК | 1950 |
|
SU90620A1 |
| Проходная мездрильная машина | 1989 |
|
SU1723136A1 |
